常用原材料标准
- 格式:doc
- 大小:143.00 KB
- 文档页数:5
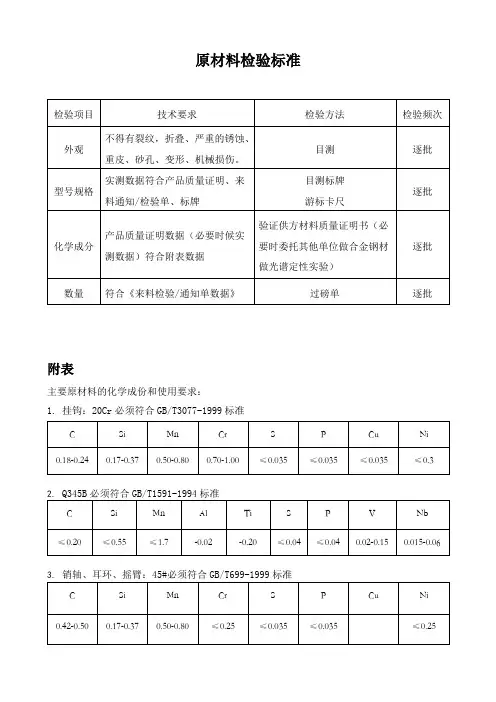
主要原材料检验标准与取样方法细则一、钢筋的取样试验(一)钢筋1.检验标准:钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。
2.取样数量:每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。
低碳钢热轧圆盘条时,拉力1根。
3.取样方法:⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。
(25/45,30/50)⑵试件在每根钢筋距端头不小于500mm处截取。
⑶拉力试件长度:7d0+200mm。
⑷冷弯试件长度:5d0+150mm。
⑸化学试件取样采取方法:1)分析用试屑可采用刨取或钻取方法。
采取试屑以前,应将表面氧化铁皮除掉。
2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。
3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。
4)供验证分析用钢屑必须有足够的重量。
(二)冷拉钢筋应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。
(三)冷拔低碳钢丝1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。
2.乙级钢丝的力学性能可分批抽样检验。
以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。
如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。
如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。
注:拉力试验包括抗拉强度和伸长率两个指标。
二、焊接钢筋试件的取样焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于成品质量的检验。
(一)钢筋闪光对焊接头1.钢筋接头检验标准:同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。
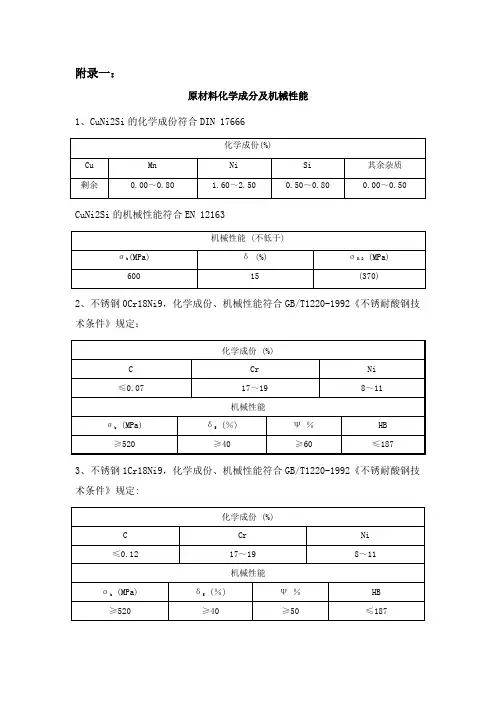
附录一:原材料化学成分及机械性能1、CuNi2Si的化学成份符合DIN 17666CuNi2Si的机械性能符合EN 121632、不锈钢0Cr18Ni9,化学成份、机械性能符合GB/T1220-1992《不锈耐酸钢技术条件》规定:3、不锈钢1Cr18Ni9,化学成份、机械性能符合GB/T1220-1992《不锈耐酸钢技术条件》规定:4、T2的化学成分、机械性能5、 Q235A,化学成份、机械性能符合GB/T700-1988《普通碳素结构钢技术条件》规定:6、铸造碳钢ZG270-500,化学成份、机械性能符合GB/T11352-1989《一般工程用铸造碳钢》的规定:7、不锈钢螺栓、螺柱、螺钉的机械性能(依据GB/T3098.6)8、不锈钢螺母的机械性能 (依据GB/T3098.15)9、锌锭化学成份符合GB/T470-1997《锌分类及技术条件》规定,牌号不低于2号锌:10、优质碳素结构钢10#:化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:11、铝合金6082:化学成份符合GB/T3190-1996的规定,机械性能符合GB/T5237-2000的规定:12、优质碳素结构钢20#,化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:13、QAl9-4:化学成份符合GB5233-85《加工青铜-化学成分和产品形状》的规定,机械性能符合GB4429-84《铝青铜棒》的规定:14、牌号为QSn4-0.3的铜合金:其化学成分符合GB/T5233-1985《加工青铜的化学成分》的规定,机械性能符合GB/T4429-84的规定:15、ZL114A,化学成份、机械性能符合GB/T1173-1986的规定:16、铝合金型材AlSi1MgMn-T6的化学成份符合EN AW-6082铝合金型材AlSi1MgMn-T6的机械性能符合EN AW-608217、铸造铝合金GK-AlSi7Mg0.3-T6的化学成份符合EN1706-1998铸造铝合金GK-AlSi7Mg0.3-T6的机械性能符合EN1706-1998。
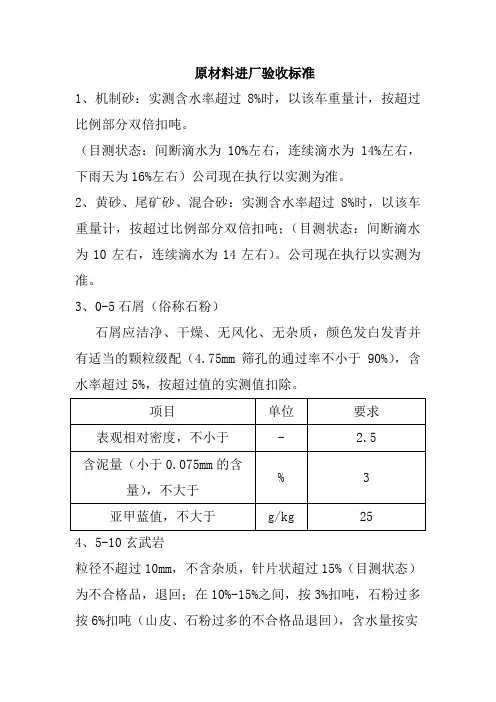
原材料进厂验收标准1、机制砂:实测含水率超过8%时,以该车重量计,按超过比例部分双倍扣吨。
(目测状态:间断滴水为10%左右,连续滴水为14%左右,下雨天为16%左右)公司现在执行以实测为准。
2、黄砂、尾矿砂、混合砂:实测含水率超过8%时,以该车重量计,按超过比例部分双倍扣吨;(目测状态:间断滴水为10左右,连续滴水为14左右)。
公司现在执行以实测为准。
3、0-5石屑(俗称石粉)石屑应洁净、干燥、无风化、无杂质,颜色发白发青并有适当的颗粒级配(4.75mm筛孔的通过率不小于90%),含水率超过5%,按超过值的实测值扣除。
4、5-10玄武岩粒径不超过10mm,不含杂质,针片状超过15%(目测状态)为不合格品,退回;在10%-15%之间,按3%扣吨,石粉过多按6%扣吨(山皮、石粉过多的不合格品退回),含水量按实测值扣。
含泥量不能大于1.0%,泥块含量不能大于0.5%。
其中1-3碎石超过31.5mm的颗粒不能大于3%,小于5mm以下的颗粒不得超过2.0%。
粒径大小不均匀的按1%—3%扣,严重者退回,压碎值指标小于等于12%。
5、10-15玄武岩粒径不超过15mm,不含杂质,针片状超过15%(目测状态)为不合格品,退回;在10%-15%之间,按3%扣吨,石粉过多按6%扣吨(山皮、石粉过多的不合格品退回),含水量按实测值扣。
含泥量不能大于1.0%,泥块含量不能大于0.5%。
其中1-3碎石超过31.5mm的颗粒不能大于3%,小于5mm以下的颗粒不得超过2.0%。
粒径大小不均匀的按1%—3%扣,严重者退回,压碎值指标小于等于16%。
6、10-20mm石灰岩(1-2碎石)针片状超过15%(目测状态)为不合格品,退回;在10%-15%之间,按3%扣吨,石粉过多按6%扣吨(山皮、石粉过多的不合格品退回),含水量按实测值扣。
含泥量不能大于1.0%,泥块含量不能大于0.5%。
其中1-3碎石超过31.5mm的颗粒不能大于3%,小于5mm以下的颗粒不得超过2.0%。
主要原材料检验标准与取样方法细则一、钢筋的取样试验(一)钢筋1.检验标准:钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。
2.取样数量:每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。
低碳钢热轧圆盘条时,拉力1根。
3.取样方法:⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。
(25/45,30/50)⑵试件在每根钢筋距端头不小于500mm处截取。
⑶拉力试件长度:7d0+200mm。
⑷冷弯试件长度:5d0+150mm。
⑸化学试件取样采取方法:1)分析用试屑可采用刨取或钻取方法。
采取试屑以前,应将表面氧化铁皮除掉。
2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。
3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。
4)供验证分析用钢屑必须有足够的重量。
(二)冷拉钢筋应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。
(三)冷拔低碳钢丝1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。
2.乙级钢丝的力学性能可分批抽样检验。
以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。
如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。
如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。
注:拉力试验包括抗拉强度和伸长率两个指标。
二、焊接钢筋试件的取样焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于成品质量的检验。
(一)钢筋闪光对焊接头1.钢筋接头检验标准:同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。
原材料铬铁标准
原材料铬铁标准
铬铁是一种常用的合金原材料,将铬铁合金用于合金钢生产可以使钢
的硬度和耐磨性得到显著提高。
因此,铬铁在冶金行业中有着广泛的
应用。
针对原材料铬铁的使用,在生产过程中,需要严格按照标准进行控制。
目前,国内针对铬铁的标准主要有以下几点:
1.化学成分:铬铁的化学成分是铬和铁的合金。
铬铁中铬的含量应在45%-65%之间,铁的含量应在35%-50%之间。
如果含有钨、锰、钒
等元素,则需要根据含量不同,对应相应的标准。
2.外观质量:铬铁应无裂纹、夹杂、砂眼等缺陷,不得有铁锈、鳞片等污染。
3.粒度:铬铁的粒度应在10mm-100mm之间。
4.包装:铬铁应储存在防潮、防热的仓库中,包装应符合国家相关标准。
在运输过程中,应防止铬铁与其他杂质混合。
以上标准的制定,主要是为了保证铬铁的质量,保证铬铁在冶金生产
中正常使用。
在生产和贸易过程中,各方都需要开展相应的质量检验,如对铬铁钢的单元分析、烧蚀试验和耐磨试验等等。
总的来说,在原材料铬铁的应用过程中,我们必须切实控制其产品质量,确保合金钢生产的各项性能符合各项标准。
同时我们还应该加强
标准制定和实施的管理,使得产业链中的每一个环节都得到了有效的
约束和规范。
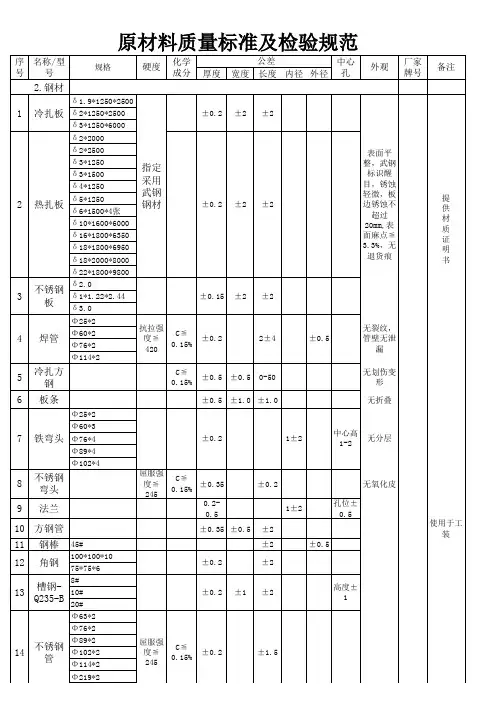
工程施工原材料质量标准在工程建设中,原材料的质量是保证工程质量、安全、进度和投资控制的关键。
因此,对工程施工原材料的质量标准有严格的要求。
以下是从几个方面谈谈工程施工原材料的质量标准。
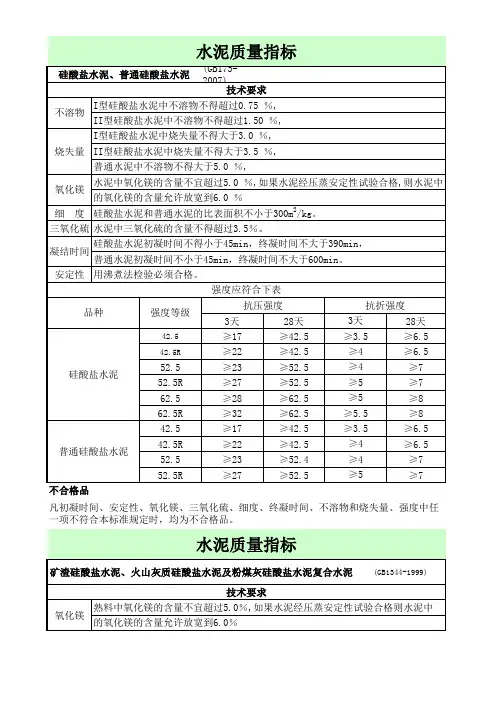
一、水泥1. 强度等级:水泥的强度等级应满足设计要求,一般不低于32.5级。
2. 安定性:水泥安定性应符合国家相关标准,不得存在裂缝、分层、结块等现象。
3. 凝结时间:水泥的初凝时间和终凝时间应符合国家相关标准,初凝时间不应小于45分钟,终凝时间不应大于360分钟。
4. 标准稠度用水量:水泥的标准稠度用水量应符合国家相关标准,一般应在20%~30%之间。
二、钢筋1. 抗拉强度、抗压强度、伸长率等力学性能指标应满足国家相关标准要求。
2. 钢筋应无锈蚀、无断裂、无严重变形等现象。
3. 钢筋的焊接质量应符合国家相关标准,焊接接头应满足强度要求。
4. 钢筋的锚固长度、焊接长度等应满足设计要求。
三、混凝土1. 强度等级:混凝土的强度等级应满足设计要求,一般不低于C25。
2. 和易性:混凝土的和易性应满足施工要求,包括坍落度、黏聚性、保水性等。
3. 水泥用量:混凝土中水泥的用量应符合设计要求,一般不宜少于400kg/m³。
4. 骨料:骨料应清洁、无杂质,粗骨料的最大粒径应不大于混凝土强度等级对应的允许最大粒径。
5. 外加剂:外加剂的性能应满足设计要求,如缓凝剂、早强剂、防冻剂等。
四、土工合成材料1. 土工合成材料的力学性能指标应满足设计要求,如抗拉强度、抗压强度、抗剪强度等。
2. 土工合成材料应具有良好的耐腐蚀性、耐久性和抗老化性能。
3. 土工合成材料的铺设应满足设计要求,如层数、厚度、缝合等。
五、其他材料1. 木材:木材应符合设计要求的种类、规格和质量,如有防腐、防火等要求,应进行相应的处理。
2. 防水材料:防水材料的性能应满足设计要求,如防水卷材、防水涂料等。
3. 保温材料:保温材料的导热系数、密度、抗压强度等性能指标应满足设计要求。

混凝土原材料质量标准一、前言混凝土是建筑、基础设施建设中最常用的建筑材料之一,其质量直接关系到建筑物的安全和寿命。
因此,在混凝土制作过程中,应严格控制原材料的质量。
本文将详细介绍混凝土原材料的质量标准。
二、水泥质量标准1.外观质量:水泥应为灰色或浅灰色粉末,无团块和结块现象。
2.化学成分:水泥中主要成分为硅酸盐、铝酸盐和钙质,应符合国家标准要求。
3.物理性能:水泥应具有适当的凝结时间、强度和收缩性能。
4.工作性能:水泥应具有良好的可塑性和可操作性。
5.包装和储存:水泥应采用防潮、防水、防震等措施进行包装和储存。
三、骨料质量标准1.物理性质:骨料应符合国家标准要求,包括粒径、角质率、压碎值、吸水率等。
2.化学成分:骨料中不得含有过多的有害成分,如含泥、含沙、含其他杂质等。
3.强度和耐久性:骨料应具有良好的强度和耐久性,不易受到风化、水蚀等影响。
4.清洁度:骨料应经过清洗处理,不得含有土壤、粘土等污染物。
四、砂质材料质量标准1.颗粒大小:砂质材料应符合国家标准要求,包括粒径、压碎值等。
2.含泥率和含沙率:砂质材料中不得含有过多的泥土和沙子,应经过筛选和清洗处理。
3.强度和耐久性:砂质材料应具有良好的强度和耐久性,不易受到风化、水蚀等影响。
4.清洁度:砂质材料应经过清洗处理,不得含有土壤、粘土等污染物。
五、水质量标准1.外观质量:水应为清澈、透明的液体,不得含有悬浮物、沉淀物等。
2.化学成分:水中不得含有过多的有害物质,如氯离子、硫酸盐等。
3.PH值:水的PH值应在6.5-8.5之间。
4.硬度:水的硬度应符合国家标准要求。
5.杂质:水中不得含有过多的杂质,如油污、泥沙等。
六、混凝土配合比设计标准1.强度等级:混凝土的强度等级应符合设计要求。
2.材料比例:混凝土中各原材料的比例应根据强度等级和材料特性进行合理配比。
3.工作性能:混凝土应具有良好的可塑性和可操作性。
4.耐久性:混凝土应具有良好的耐久性,防止早期龟裂、长期劣化等情况的出现。
普通浮法原料标准一. 石英砂质量指标(北海石英砂)
难熔重矿物:
难熔重矿物≤10ppm。
二. 石灰石质量指标(长兴大地)
1、相邻的两批原料的波动范围:
(1)CaO ±0.5%
三. 白云石质量要求(安徽九泰)
1、相邻的两批原料的波动范围:
(1)CaO ±0.25% (2)MgO ±0.25% 四.长石质量指标(安徽长石矿业)
1、相邻的两批原料的波动范围 (1)、Al2O3 ±0.5%; (2)、SiO2 ±1.0%; (3)、Fe2O3
±0.05%; (4)、R2O ±0.5%。
2、不得含有粒度大于0.25mm 的难熔矿物。
五. 芒硝质量指标
1、相邻的两批原料的波动范围 (1)、Na2SO4 ±0.15%; 六. 碳粉质量指标(无烟煤)
不含有Cr2O3、SiC等杂质
七. 氧化铁红质量指标
难熔矿物:
镍矿物含量≤5ppm,且单个颗粒直径不大于0.25mm。
常用原材料检验标准一、畜肉的品质检验1、鲜肉的质量标准(1)新鲜肉。
肉色泽红润,肌肉有光泽,脂肪洁白。
外表微干或湿润,不沾手,指压后凹陷立即恢复。
脂肪团聚于表面,具有香味。
(2)次鲜肉。
肌肉色稍暗,脂肪缺光泽,外表略湿润,稍沾手。
指压后凹陷恢复慢,且不能全恢复。
略带氨味或酸味。
肉汤稍有浑浊,脂肪滴浮于表面,缺少鲜味。
(3)变质肉。
肌肉无光泽,脂肪灰绿色,外表湿润,沾手,指压后凹陷不能恢复,有明显痕迹,并有臭味。
肉汤浑浊,有絮物状,并带臭味。
2、冷冻肉、解冻肉和再冻肉的质量标准。
(1)冷冻肉。
肉表面颜色正常,比冷却肉鲜明,切面呈灰粉色,手指或热刀接触处呈现鲜红色的斑块。
肉质坚硬如冰,用硬物敲打发出响亮的声音。
在冰冻状态下无气味。
牛肉的脂肪为白色或黄色,猪肉和羊肉的脂肪为白色。
肌腱致密,白色带有浅灰色或黄色,关节液透明微红。
长期保藏肉的肉汤稍浑浊,无成熟肉的香味。
(2)解冻肉。
肉表面呈红色,脂肪呈淡红色,切面平滑而湿润,可沾湿手指,从肉中流出红色肉汁。
切面没有弹性,指压形成的凹陷不复原,呈面团样硬度。
气味正常,但无成熟肉特有的芳香味。
脂肪柔软而多水分,有部分为浅红色或鲜红色。
肌腱松软,带有鲜红色或淡红色。
肉汤浑浊,有油脂气味。
(3)再冻肉。
肉表面呈红色,脂肪呈浅红色,切面为暗红色,手指或热刀接触时色泽无变化。
切面没有弹性,指压形成的凹陷不复原,呈面团样硬度。
气味正常,但无成熟肉特有的芳香味,脂肪呈砖红色,柔软而多水分。
肌腱为鲜红色,关节液也染上红色而稍有不透明。
肉汤浑浊,有很多灰红色泡沫,没有新鲜肉特有的香味。
按照卫生要求,肉类一般不允许两次冷冻,否则不但没有肉的鲜味,营养素也会流失,而且产生致癌物质。
二、禽类的品质检验1、禽肉的品质检验检验家禽肉类的品质,除对活禽进行质量检验外,还需对屠宰退毛的光禽进行质量检验。
禽肉,尤其是有的病禽肉外表特征并不明显,宰前检查容易忽视,加之有些家禽加工后保管不善,引起新鲜度下降,甚至变质,所以在光禽的进一步加工前,必须再次进行质量检验,以保证菜肴的质量和风味。
面粉检验标准、原理、注意事项一、现行标准(1)现在有关小麦粉的国家标准有3项:GB1355-1986(小麦粉》,GB/T 8607-1988《高筋小麦粉》.GB/T 8608-1988《低筋小麦粉》。
(2)现在有关行业标准有9项:LS/T 3201-1993《面包用小麦粉》.LSIT 3202-1993《面条用小麦粉》,LS/T 3203-1993(饺子用小麦粉》,LS/T 3204-1993《馒头用小麦粉》,LS/T 3205-1993《发酵饼干用小麦粉》,LS/T 3206-1993《酥性饼千用小麦粉》,LS/T3207-1993(蛋糕用小麦粉》,LS/T 3208-1993(糕点用小麦粉》,LS/T 3209-1993《自发小麦粉》。
新旧标准的对比原标准是分散的,为单项食品原料的小麦粉制定的标准;修订后的标准是统一的,根据小麦粉特性制定的标准。
原来GB 1355-1986《小麦粉》是全文强制性标准,修订后的(小麦粉》标准为条文强制。
解决了意见比较一致的水分偏严、脂肪酸值偏宽的问题,简化了对粗细度的要求。
同时增加了内容术语和定义、面筋指数、稳定时间,降落数值,检验规则和判定规则、对标识标签的要求等。
二、新的小麦粉国家标准的修订内容1.关于小麦粉的分类新标准按照小麦粉的筋力强度和食品加工适应性能分为3类:(1)强筋小麦粉—主要作为各类面包的原料和其他要求较强筋力的食品原料。
(2)中筋小麦粉—主要用于各类馒头、面条、面饼、水饺、包子类面食品、油炸类面食品等。
(3)弱筋小麦粉—主要作为蛋糕和饼干的原料。
(4)普通小麦粉—考虑到有些特殊产品无法按强筋、中筋和弱筋小麦粉进行分类,因此,统一归并在普通小麦粉中,该类小麦粉只规定其常规指标.不涉及小麦粉的筋力强度。
由于中筋小麦粉对应的筋力强度和食品加工适应性能较广,综合各方面的意见。
将中筋小麦粉又分为南方型中筋小麦粉和北方型中筋小麦粉。
2.关于小麦粉的分级原小麦粉标准分为特制一等、特制二等、标准粉、普通粉四个等级,并制定了9个专用小麦粉行业标准,每个专用粉品种又分为精制级和普通级。
4.3不锈钢化学成分及力学性能要求:
化学成分
(表中单一数值均为最大值)
1.线材SUS302 、SUS304、SUS316 适合于冷墩加工,主要用来做一些不锈钢螺钉,螺栓等
经过冷加工后其力学性能有明显的提高,这类材料不能通过热处理来提高其力
学性能,冷加工是提高其力学性能的唯一方法。
此材料抗腐蚀能力极强。
相当于中国
1Cr18Ni9
SUS410,SUS420也适合于冷墩加工,此材料抗腐蚀能力没以上几种强,但可以通过
热处理改变其性能。
用来做一些不锈钢螺钉,螺栓等
2.棒材 SUS303其性能相当于SUS302,但主要用于自动车床加工,做一些螺母,套、轴类零件
不能热处理。
抗腐蚀能力同SUS302
SUS416相当于SUS410,但主要用于自动车床加工,做一些螺母,套、轴类零件,可热
处理。
4.4碳钢化学成分及力学性能要求:
(表中单一数值均为最大值)
1.线材1010,1018,1022都是低碳钢,用来冷墩加工,做一些螺钉螺母,主要用来
做普通螺钉和国标要求的自攻螺钉,通过渗碳来改变其力学性能。
分别相当于中国的
10# 18# 22#钢
2.棒料12L14、1215 、45#主要用于自动车床加工紧固零件,12L14是一种快削钢,含部分
铅,加工后的表面有交好的粗糙度。
1215不含铅,环保性能好,但表面粗糙。
4.5铜材化学成分及力学性能要求:
(表中单一数值均为最大值)
力学性能
棒材C3603,C3604两种材料性能接近,但用于车床加工,C3603较C364塑性好
线材QSn4-0.3 QSn6.5-0.1是中国的锡青铜,用于打头加工铜类螺钉螺母等一些紧固件。
4.6铝材化学成分及力学性能要求:
棒材6063、6061、7005、7075用于自动车削加工,用来生产铝制紧固件,同种处理状态下其力学性能逐渐升高,根据可户的要求选用不同的材料,其中6063使用最为普遍,可以车削加工,又可以冲压加工,如把手,螺钉,螺母等。