基于PLC的运料小车设计
- 格式:pdf
- 大小:1.85 MB
- 文档页数:7
作者简介:韩刚(1987-),男,山东省潍坊市,大学本科,助理工程师,从事火电厂热控保护,仪表检测及自动化控制工作;崔婷(1991-),女,山东省青岛市,大学本科,助理工程师,设备维护部热控专业,从事火电厂热控保护,
仪表检测及自动化控制工作。基于PLC的运料小车设计
TheDesignofMaterialTransportCarBasedonPLC
韩刚1,崔婷2(1.国家能源蓬莱发电有限公司设备维护部热控班,山东烟台265600;2.国家能源蓬莱发电有限公司,山东蓬莱265600)HanGang1,CuiTing2(1.thermalcontrolteamofequipmentmaintenancedepartmentofnationalenergyPenglaiPowerGenerationCo.,Ltd.,ShandongYantai265600;2.stateenergyPenglaiPowerGenerationCo.,Ltd.,ShandongPenglai265600)
摘要:该论文以西门子公司的S7-300系列PLC为例,简单设计自动运料小车控制系统。设计中通过各行程开关的通断情况判断小车当前位置,实现运料小车的前进、后退、卸料、装料等内容,达到了对运料小车自动控制的设计要求。在编程方面,该设计采用SETP7工控编程软件,通过硬件配置、参数设置、测试、诊断等一系列功能,构筑运料小车的运行界面,并通过PLCSIMSimulatingModules仿真软件,模拟SETP7的运行情况,将运料小车的一系列动作展示出来。关键词:自动运料系统;PLC;S7-300;工控组态软件WinCC中图分类号:TP273文献标识码:A文章编号:1003-0107(2020)06-0053-07Abstract:ThispapertakesS7-300seriesPLCofSiemenscompanyasanexampletosimplydesignthecontrolsystemoftheautomaticmaterialtransportcar.Inthedesign,thecurrentpositionofthetrolleyisjudgedbytheon-offconditionofeachtravelswitch,soastorealizetheforward,backward,unloading,loadingandothercontentsofthetrolley,soastomeetthedesignrequirementsfortheautomaticcontrolofthetrolley.Intheaspectofpro-gramming,setp7industrialcontrolprogrammingsoftwareisusedinthisdesign.Throughaseriesoffunctionssuchashardwareconfiguration,parametersetting,testing,diagnosis,etc.,theoperationinterfaceofthematerialtransportingtrolleyisconstructed.Throughplcsimsimulatingmodulessimulationsoftware,theoperationofsetp7issimulated,andaseriesofactionsofthematerialtransportingtrolleyaredisplayed.Keywords:automaticconveyingsystem;PLC;S7-300;industrialcontrolconfigurationsoftwareWinCCCLCnumber:TP273Documentcode:AArticleID:1003-0107(2020)06-0053-07
0引言
实际工业生产中,部分设备的控制使用了大量的中
间继电器和时间继电器,长时间运行后触点易接触不良
且搭设的硬接线回路较为复杂,出现的故障不易发现排
除。针对运行时间较长且控制回路故障率较高的设备,
可以选择以PLC为基础进行控制回路的升级改造。1运料小车系统分析
1.1运料小车系统分析
本文以西门子公司的S7-300系列PLC为例,简单
设计现场工业运输中运料小车控制系统。本次课程设计
中通过各行程开关的通断情况判断小车当前位置,
以便
53电子质量2020年第06期(总第399期)
了解小车当前位置的相对情况,从而控制电动机的正转、
反转和停止,达到了对运料小车自动控制的设计要求,
运料小车由一台三相异步电动机拖动,电机正转,小车
前进,电机反转,小车后退。
运料小车PLC控制系统的由可编程逻辑控制器(
PLC)、启动按钮、停止按钮、行程开关、三相异步电动机
及状态显示组成,其总体结构如图1所示。
图1方案流程本设计的核心思想是:通过PLC控制电机的正反
转,实现小车的正反转,并在一定条件下停止运行。实现
了物料运输车的自动控制,满足了工业生产的要求。
1.2系统的整体框图及方案确定
本次设计选用西门子公司的S7-300系列PLC,
SIMATICS7-300系列PLC适用于各行各业,各种场合
中的检测、监测及控制的自动化。S7-300系列的功能强
大,可实现复杂控制功能。S7-300系列具有极高的性价
比,可靠性,指令集丰富,易于掌握,操作便捷,内置集成
功能丰富,具有实时特性,通讯能力强,扩展模块,其中
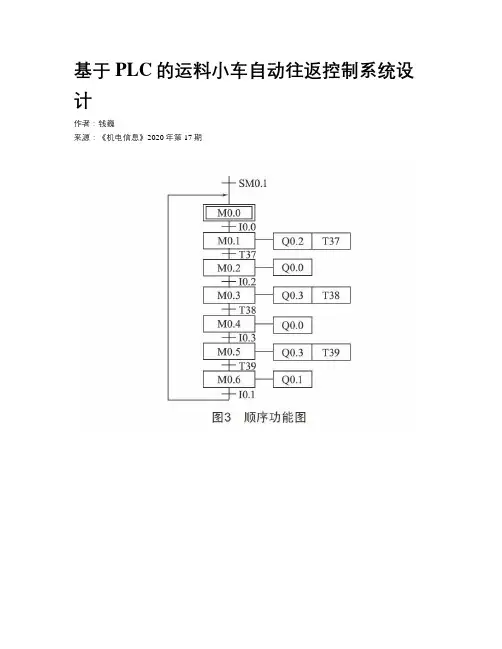
启动按钮SB1用来开启运料小车,停止按钮SB2用来
手动停止运料小车[1]。按SB1小车从原点起动,KM1接
触器吸合使小车向前运行直到碰SQ2开关停,KM2接
触器吸合使甲料斗装料5秒,然后小车继续向前运行直
到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料
3秒,随后KM4接触器吸合小车返回原点直到碰SQ1
开关停止,KM5接触器吸合使小车卸料5秒后完成一
次循环。其中按动启动按钮后小车连续作3次循环后自
动停止,中途按停止按钮SB2则小车完成一次循环后才
能停止[2]。
2系统的硬件设计
2.1PLC的原理介绍
图2所示为SETP7组成结构。图2SETP7组成结构(1)CPU中央处理单元,起"心脏"作用。
纵:当从编程器输入的程序存入到用户程序存储器
中,然后CPU根据系统所赋予的功能(系统程序存储器
的解释编译程序),把用户程序翻译成PLC内部所认可
的用户编译程序。
横:输入状态和输入信息从输入接口输进,CPU将
之存入工作数据存储器中或输入映象寄存器。然后由
CPU把数据和程序有机地结合在一起。把结果存入输出
映象寄存器或工作数据存储器中,然后输出到输出接口、
控制外部驱动器。
组成:CPU由控制器、运算器和寄存器组成[3]。这些
电路集成在一个芯片上。CPU通过地址总线、数据总线
与I/O接口电路相连接[4]。
(2)存储器
具有存储功能的半导体电路分为系统程序存储器
和用户存储器。
系统程序存储器用于存储系统程序,包括用于编译
用户程序的管理程序、监视程序和解释编译器。它由只
读存储器和只读存储器组成,由制造商使用,内容不可
更改,电源不消失。
用户存储器:分为用户程序存储区和工作数据存储
区。它由随机存取存储器(RAM)组成。由用户使用。关机
内容消失。锂电池常用作备用电源,使用寿命3-5年。
(3)输入/输出电路
输入电路:光电耦合器由两个发光二极度管和光电
三极管组成。发光二级管:在光电耦合器的输入端加上
变化的信号,发光二极管就产生与输入信号变化规律相
同的光信号。光电三级管:在光信号的照射下导通,导通
程度与光信号的强弱有关[5]。在光电耦合器的线性工作
区内,输出信号与输入信号有线性关系。
输入接口电路工作过程:当开关合上,二极管发光,
然后三极管在光的照射下导通,向内部电路输入信号。
当开关断开,二极管不发光,三极管不导通。向内部电路
输入信号。也就是通过输入接口电路把外部的开关信号
转化成PLC
内部所能接受的数字信号。
54
输出电路:PLC的继电器输出接口电路
工作过程:当内部电路输出数字信号1时,有电流
流过继电器线圈,然后闭合常开触点,提供负载传导的
电流和电压。当内部电路输出数字信号0时,没有电流
流过继电器线圈,然后常开触点断开以断开负载的电流
或电压。换言之,通过输出接口电路,将内部数字电路转
换成信号,使负载动作或不动作。
还有特别用来输入/输出模拟电流信号和高速脉
冲信号的特殊结构,例如:模数/数模转换模块、高速计
数模块等。
(4)编程器有两种程序员。一种是手持式编程,方便。我们实验
室使用的是手持程序员。另一种是通过PLC的RS232
接口与计算机连接,然后轻触键盘,通过nstp-gr软件(或
Windows下的软件)将程序输入PLC。
2.2分配I/O地址表
输入输出信号规定如表1所示。
根据输入输出信号规定,在SymbolEditor中编辑符
号变量在块Blocks中完成程序的设计,根据要求在CF1
完成梯形图的设计。图3所示为梯形图窗口。
表1输入输出信号规定符号 地址 数据类 注释
B1 I2.0 BOOL 小车在原始位置
B2 I2.1 BOOL 小车在1#进料位置
B3 I2.2 BOOL 小车在1#进料位置
K1 Q4.5 BOOL 小车前进
K2
Q4.6 BOOL 小车后退
S1 I0.0 BOOL 启动按钮
S1.H1 Q4.3 BOOL 启动按钮灯
S2 I0.1 BOOL 停止按钮
S2.H1 Q4.4 BOOL 停止按钮
S3 I0.4 BOOL 灯测试
Y1 Q4.0 BOOL 1#进料阀
Y2 Q4.1 BOOL 2#进料阀
Y3 Q4.2 BOOL 小车卸料阀
2.3PLC外部接线图
运料小车由一台三相异步电动机拖动,电机正转,
小车向右行,电机反转,小向左行。小车控制系统的输入,
输出设备与PLC的I/O端对应的外部接线图如4所示。3运料小车软件设计
3.1运料小车流程
运料小车流程图如图5所示。图3梯形图窗口
55