塑料设备参数调查表
- 格式:doc
- 大小:42.50 KB
- 文档页数:1
常用塑料注塑技术参数表
成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
1. 注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4. 保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5. 背压
背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
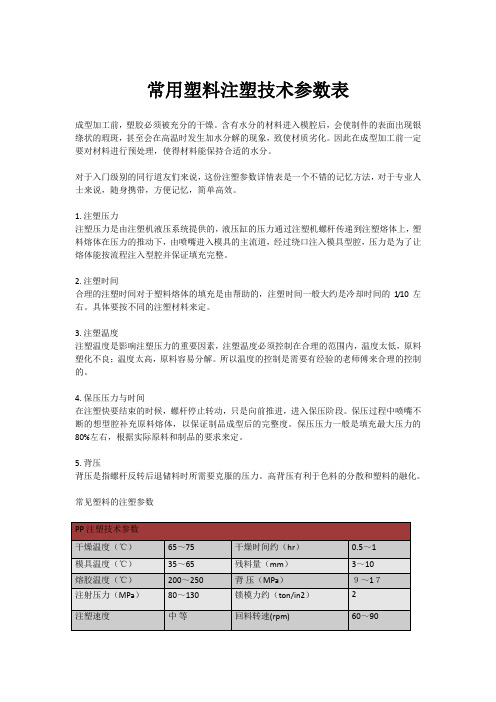
常见塑料的注塑参数。

Customer(客户)Part Name(产品名)Part No(零Date(日期)1. 图纸的版本 Part Versioncheck by YesNoWhat to doRD RD RD2.制品的成型方式Molding MethodYesNoPR PR3.尺寸及公差检查Dimesion and Tolerance CheckYes No RD PR RD RD4.基本信息检查Basic InformationYesNoRD PR RD RD PR RD RD5.出模角检查Draft CheckYesNoRD RD RD6.壁厚检查Thickness CheckYesNoRD RD7.外观检查Appearance CheckYesNoRD PR RD PR RD PR PR RD8.装配检查Assembly CheckYesNoRD PR RD RD 总经理批准:a.有无3D 图,版本是什么? Have we got 3D part drawing and what's the version?b.有无2D 图,版本是什么? Have we got 2D drawing and what's the version?PR:g.制品的倒扣是否能出模? Can undercuts be moldable?c.浇口位置和型式指定了吗? Gate location and type specified?d.制品有无雕刻要求如产品号,版本,日期章,模穴号,材料标识等, 位置及大小是否指定?Engraving informatiom e.g. part No,rev No,cav ID,recycling code and date code specified?f.分模线跳级及段差是否接受?Can stepped parting line and mismatch be accepted?a.关键尺寸是否标注?Critical dimension specified?e.雕刻内容凹陷入产品内是否意味着雕刻内容突出于钢料上?(电脑锣要求特别注意此项)Engraving recessed in the plastic=protruding on steel? (special note for CAM required)c.是否有关键可见面规定? Does it specify the critical surface?b.是否规定晒纹必须由模德或尼红制作(考虑到报价)?specified texture must be made by MoldTech or Nihon? (considered in quotation)RD:c.3D 图和2D 图是否符合? Are 2D drawing and 3D part conform?da.确认是注塑模,压铸模或其它? Injection mold,die-casting mold or other?b.是否特殊模塑,IMD,气辅, 二次注塑,双色成型?Special process e.g. IMD,air-assistant,over-mold,double injection?a.制品所用的胶料,颜色已指定 Plastic material grade and color are clarified.b.公差是否合理,能否做到? Tolerance is reasonable?Can we make it?c.未注公差有无指定,参考标准是什么 Free tolerance refer to which standard?d.是否要求有检测夹具inspection jig required?a.检查是否有出模角,出模角是否足够 Has part enough draft angle?b.检查蚀纹面的脱模角是否足够 Is draft angel enough for mold release if texture?a.制品的壁厚是否均匀,壁厚过渡是否合理?Is Wall-thickness uniform? Is thickness transition resonable?b.成型收缩率Shrinkage rate specifiedc.检查拔模方向是否合理 Is draft direction reasonable?Checked by(审核者)Comfirmed by(确认)PR:RD:d.是否需要焊接,粘接Need ultrosonic welding or adhesive?h.制品表面是否需要电镀? Need to electroplate?a.制品与其它零件有无配合,配合有无干涉?Need to assemble with other parts? Has assembly interference with each other?b.是否可以得到配合样板或装配图?Can we get the assembling samples or assembly data?e.外观缺陷的接受程度? Specified the acceptable level of cosmetic?f.变形风险评估及预防estimate the warpage risk and do predeformation or change part design g.薄尖钢料的防治,较深槽的处理(强度及冷却问题)avoid the thin or sharp steel in mold , change the part design 。


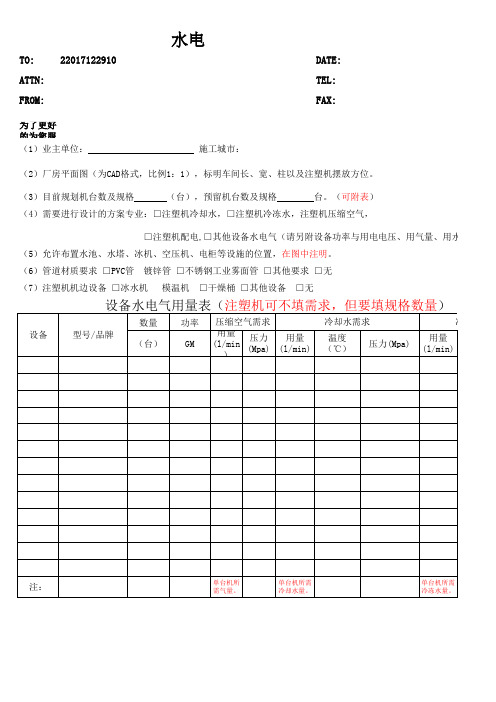
水电气需求调查表
TO:22017122910DATE:
ATTN:TEL:
FROM:FAX:
为了更好的为您服务,请您详细填写以下内容。
(1)业主单位: 施工城市:
(2)厂房平面图(为CAD格式,比例1:1),标明车间长、宽、柱以及注塑机摆放方位。
(3)目前规划机台数及规格(台),预留机台数及规格台。
(可附表)
(4)需要进行设计的方案专业:□注塑机冷却水,□注塑机冷冻水,注塑机压缩空气,
□注塑机配电,□其他设备水电气(请另附设备功率与用电电压、用气量、用水量)。
(5)允许布置水池、水塔、冰机、空压机、电柜等设施的位置,在图中注明。
(6)管道材质要求 □PVC管 镀锌管 □不锈钢工业雾面管 □其他要求 □无
(7)注塑机机边设备 □冰水机 模温机 □干燥桶 □其他设备 □无
、用水量)。
)。

常用塑料注塑工艺参数表:常用塑料注塑工艺参数表:树脂名称LDPE HDPE 乙丙共聚PPPP 玻纤增强PP注射机类型螺杆转速/(r/min)柱塞式—螺杆式30~60柱塞式—螺杆式30~60螺杆式30~60直通式180~190190~200210~220160~17070~9090~13040~502~5形式喷嘴温度/ 料筒温度/ 前直通式150~170直通式150~180直通式170~190直通式170~190 170~200180~190180~200180~200中—180~220190~220200~220 后 140~160140~160150~170160~170模具温度/30~45 30~6050~70 40~80注射压力/MPa 60~100 70~10070~100 70~120保压压力/MPa40~50 40~5040~50 50~60注射时间/s 0~5 0~5 0~5 0~5保压时间/s15~60 15~6015~60 20~60 15~4015~4040~100冷却时间/s15~60 15~6015~50 15~50总周期/s 40~140 40~14040~120 40~120树脂名称PS HIPS ABS 高抗冲ABS耐热ABS注射机类型螺杆转速/(r/min) 柱塞式—螺杆式螺杆式30~60螺杆式30~60螺杆式30~60 30~60 直通式 190~200 200~220 220~240 190~200 60~8585~12050~803~5形式喷嘴 温度/ 料筒温度/ 前 直通式 160~170 直通式 160~170 直通式 180~190直通式 190~200 170~190 170~190 200~210200~210 中 — 170~190 210~230210~230 后 140~160 140~160 180~200 180~200 模具温度/ 20~60 20~50 50~70 50~80 注射压力/MPa 60~100 60~100 70~90 70~120保压压力/MPa 30~40 30~40 50~70 50~70注射时间/s 0~3 0~3 3~5 3~5保压时间/s 15~40 15~40 15~30 15~30 15~3015~3040~70 冷却时间/s 15~30 15~40 15~30 15~30 总周期/s 40~90 40~9040~70 40~70常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类: 个人日记 | 标签: |字号大中小 订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC 注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf 为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。