A_TIG焊熔深增加机理的数值模拟
- 格式:pdf
- 大小:1.27 MB
- 文档页数:6

TIG焊熔池流场数值模拟摘要:本文建立了考虑自由表面的TIG焊熔池模型,模型采用移动双椭球焊接热源。
利用FLUENT模拟了不同电流下熔池表面的流场,从模拟出的数据中得到了不同焊接参数时流场特性,分析研究焊接熔池的形成过程。
关键字: 数值模拟;焊接参数;流场1计算模型的建立1.1热源模型为了更加接近实际情况,考虑热量在焊件厚度方向的传播和熔池前半部和后半部的受热差异,本文采用移动双椭球热源模型[1]。
双椭球热源模型公式:前半部分(1-1)后半部分(1-2)其中,◆┫CZ、分别为椭球体前后半轴的长度,、分别为椭球体前后两部分的热效率。
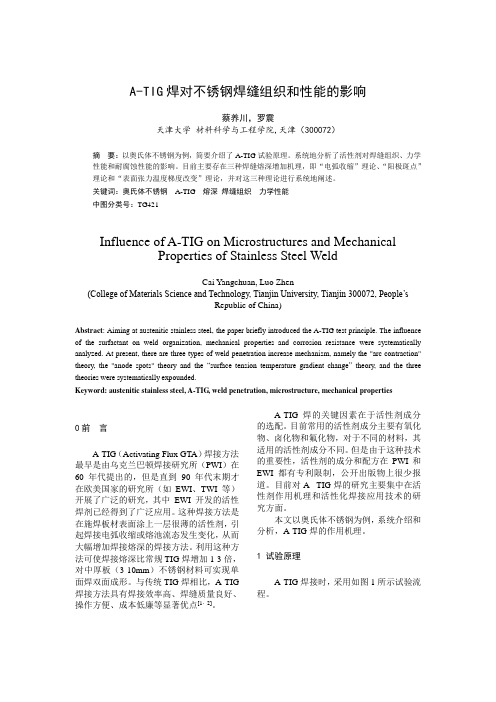
1.2建立几何模型和网格划分采用100mm×50mm×4mm的1Cr18Ni9Ti不锈钢焊件进行模拟,由于焊缝区域热输入大,温度梯度大和受热不均匀,故对距焊缝中心线5mm和10mm处进行两次网格自适应加密。
图1 工件模型及网格划分2.熔池流场分析图2,3,4是不同电流时熔池三方位截面的流场云图。
X-Y截面可以看出:电流增大,熔池上表面熔化面积变大,代表流速的流线也越来越密集,说明流体流动速度也逐渐变大。
图2中X-Z截面可以看出:熔池的前部有一个涡流,而且随着电流增大,涡流越来越大,流线越来越长,越来越密集。
熔池沿焊接方向上的尺寸和熔深也都跟着电流的变大而变大[2]。
120A 150A180A图2 电流递增时X-Y面流场120A150A180A图3电流递增时X-Z面流场120A150A180A图4电流递增时Y-Z面流场图4是熔池Y-Z截面的流场分布云图。
可以看出,Y-Z截面上有两个关于焊缝中心线对称分布的涡流,这两个涡流都是由中心向外流动。
电流变大,涡流越来越明显,流线越来越稠密。
在临近上表面处,这两个涡流流线都是向熔池四周延伸,起的作用就是增加熔宽。
在电弧作用中心处也就是熔池中心的温度最高,涡流从这里流向边缘,传递了电弧热量来熔化母材,扩展焊缝宽度。
A-TIG焊对不锈钢焊缝组织和性能的影响蔡养川,罗震天津大学材料科学与工程学院,天津(300072)摘要:以奥氏体不锈钢为例,简要介绍了A-TIG试验原理。
系统地分析了活性剂对焊缝组织、力学性能和耐腐蚀性能的影响。
目前主要存在三种焊缝熔深增加机理,即“电弧收缩”理论、“阳极斑点”理论和“表面张力温度梯度改变”理论,并对这三种理论进行系统地阐述。
关键词:奥氏体不锈钢A-TIG 熔深焊缝组织力学性能中图分类号:TG421Influence of A-TIG on Microstructures and MechanicalProperties of Stainless Steel WeldCai Yangchuan, Luo Zhen(College of Materials Science and Technology, Tianjin University, Tianjin 300072, People’sRepublic of China)Abstract: Aiming at austenitic stainless steel, the paper briefly introduced the A-TIG test principle. The influence of the surfactant on weld organization, mechanical properties and corrosion resistance were systematically analyzed. At present, there are three types of weld penetration increase mechanism, namely the "arc contraction" theory, the "anode spots" theory and the “surface tension temperature gradient change”theory, and the three theories were systematically expounded.Keyword: austenitic stainless steel, A-TIG,weld penetration, microstructure, mechanical properties0前言A-TIG(Activating Flux GTA)焊接方法最早是由乌克兰巴顿焊接研究所(PWI)在60 年代提出的,但是直到90 年代末期才在欧美国家的研究所(如EWI、TWI 等)开展了广泛的研究,其中EWI 开发的活性焊剂已经得到了广泛应用。



低碳钢A-TIG焊接方法的试验研究①甘肃工业大学(兰州市730050)樊丁顾玉芬石玗张瑞华摘要:对一种高效的TIG焊方法—A-TIG进行了初步研究。
A-TIG即在预先准备好的施焊材料上涂敷一层表面活性剂,对其进行系列堆焊试验。
结果表明:在相同焊接参数下,涂敷表面活性剂后焊接电弧有明显收缩,熔池深度也有显著增加,而熔宽稍有减少。
着重介绍了活性剂成分的调配及活性剂成分对熔深变化的影响,并且对熔深增加机理进行了初步研究。
关键词:A-TIG 焊接熔深活性剂电弧收缩表面张力Experimental study of A-TIG procedureCollege of materials Science and Engineering, Gansu Univ of TechFan Ding Gu Yufen Shi yu Zhang RuihuaABSTRACT:A-TIG welding as a high-efficient welding process is the method that TIG welding is made by covering the activating flux to the surface of the weldment beforehand. The results confirm that under the same welding conditions, weld arc is obviously constricted, the penetration is increased remarkably and the width of welds is reduced a little after covering the activating flux. The emphasis of this paper lies in introducing developing the flux composition, analyzing its influence factors to the penetration, and preliminarily analyzing the mechanism for increased penetration.Keywords:A-TIG, Weld penetration, Activating flux, Arc constriction, Surface tension0 前言TIG焊在现代焊接法中很普及,它的优点是焊缝质量高,一般用于精密焊接及高质量的焊接场所。
焊接过程中材料熔池流动行为的数值模拟与分析引言:焊接是一种常见的连接金属材料的方法,其在工业生产中应用广泛。
焊接过程中,材料的熔池流动行为对于焊接接头的质量和强度具有重要影响。
因此,研究焊接过程中材料熔池流动行为的数值模拟与分析,对于优化焊接工艺、提高焊接接头质量具有重要意义。
1. 现有研究概况在过去的几十年里,许多学者对焊接过程中材料熔池流动行为进行了研究。
其中,数值模拟方法被广泛应用于研究熔池的形成和流动过程。
数值模拟方法能够更好地理解焊接过程中的各个参数之间的相互作用,从而揭示熔池流动机制。
2. 熔池形成过程的数值模拟焊接过程中,熔池的形成过程受到多种因素的影响,如热源的热输入、材料的热导率等。
通过数值模拟可以模拟这些因素对熔池形成的影响,从而得到不同焊接工艺参数下熔池的形态和尺寸。
研究表明,焊接速度和焊接电流对熔池形态和尺寸有着显著影响。
3. 熔池流动行为的数值模拟熔池流动行为对于焊接接头的质量和强度具有决定性的影响。
数值模拟可以通过求解焊接区域的流体动力学方程来模拟熔池的流动行为。
这些方程包括质量守恒方程、动量守恒方程和能量守恒方程。
通过数值模拟可以得到焊接过程中熔池的流速、流动方向和温度分布等信息,进一步分析熔池的流动机制。
4. 数值模拟与实验的结合研究数值模拟与实验相结合是研究焊接过程中材料熔池流动行为的常用方法。
实验可以提供真实的焊接过程的数据,而数值模拟可以对实验结果进行验证和解释。
通过数值模拟与实验相结合的方法,可以更准确地模拟焊接过程中的熔池流动行为,并深入研究其机制。
5. 应用前景随着计算机技术和数值模拟方法的不断发展,研究焊接过程中材料熔池流动行为的数值模拟与分析将会得到更广泛的应用。
数值模拟可以为焊接工艺的优化和焊接接头质量的提高提供重要参考依据。
另外,数值模拟还可以辅助设计和优化焊接设备,提高焊接生产的效率和质量。
结论:通过数值模拟与实验相结合的研究方法,焊接过程中材料熔池流动行为得到了深入的研究和认识。
A—TIG焊接方法发展现状总结了近年来国内A-TIG焊主要研究方向及研究成果以及A-TIG焊工艺存在的问题。
标签:A-TIG;活性剂;电弧收缩;表面张力前言TIG焊的单道焊缝熔深浅、熔敷率低,是一种低效率的焊接方法。
A-TIG焊是在传统TIG焊接前将很薄的一层表面活性剂涂敷在施焊板材表面,焊接时活性剂引起焊接电弧收缩或熔池内金属流态发生变化,在相同的焊接规范下使焊接熔深显著增加。
从20世纪60年代中期乌克兰巴顿焊接研究所提出卤化物组成的活性剂针对钛合金的氩弧焊接技术至今,各国研究者在活性剂的熔深增加机理、不同材料的活性剂研发、活性剂成分的改进、活性焊接技术与激光焊接技术结合等方面做了大量试验研究工作,并达到了一定的实用化、商品化水平。
1 A-TIG工艺特点A-TIG焊最重要的特点在于使用活性剂。
活性焊剂一般为细粉状,为便于涂敷及防止焊接时被保护气体吹散,应用易挥发的溶剂将其溶解成糊状,焊接前均匀地涂覆在焊缝两侧[1]。
工业生产中则多把活性剂配制成可以直接使用的溶剂或喷剂,其用量应根据工件的厚度、焊接条件和所需解决的技术问题决定。
A-TIG焊接技术最大的优点在于对熔深的增加效应上。
该技术可以在保持TIG焊接强度、抗晶间腐蚀性能等优点的前提下,增加焊接深深、减小变形、消除气孔、提高生产效率[2]。
A-TIG焊技术在现有焊接装备的前提下,采用活性剂技术,获得了大熔深、高效率、高质量的优点,可以先进的激光焊、电子束焊接相比,而成本却较低。
2 研究现状A-TIG焊由于能显著增加焊接熔深,在不锈钢、有色金属的焊接中有广泛的研究。
目前国内外研究主要集中在针对不同母材的工艺使用、活性剂配方、电弧机理、数据仿真等方面。
2.1 工艺使用A-TIG焊工艺使用主要集中在不锈钢、铝合金、镁合金、钛合金等材料的焊接中。
南京航空航天大学徐杰等人針对AZ31铝合金的A-TIG焊工艺进行了研究。
研究了在A-TIG焊中单一成分的活性剂和涂敷量对焊缝成形的影响。
tig焊接熔深形成的机理TIG焊接熔深形成的机理TIG焊接是一种常用的金属焊接方法,它通过使用非消耗性钨电极和惰性气体保护剂,将两个金属工件加热到熔化状态并使其连接在一起。
在TIG焊接过程中,焊接熔深是一个重要的参数,它决定了焊接质量和连接强度。
本文将探讨TIG焊接熔深形成的机理。
TIG焊接的熔深是指焊缝中焊接材料的熔化程度及其与母材的融合情况。
熔深的大小直接影响焊缝的强度和耐腐蚀性。
TIG焊接的熔深受到多种因素的影响,主要包括焊接电流、焊接速度、焊接电弧长度和焊接电弧功率密度等。
焊接电流是影响熔深的重要参数之一。
焊接电流越大,焊接熔池的温度越高,焊接熔深也就越大。
这是因为焊接电流的增加会导致电弧加热的强度增加,使焊接熔池的温度升高,从而增加了焊接熔深。
焊接速度也会对熔深产生影响。
焊接速度越快,焊接材料受热时间越短,熔化程度也就越低,焊接熔深就会减小。
相反,焊接速度越慢,焊接材料受热时间越长,熔化程度也就越高,焊接熔深就会增加。
焊接电弧长度也对熔深有一定影响。
焊接电弧长度越长,焊接熔池的温度分布越均匀,焊接熔深也就越大。
这是因为焊接电弧越长,焊接熔池的受热区域也就越广,从而增加了焊接熔深。
焊接电弧功率密度也是影响熔深的因素之一。
焊接电弧功率密度越高,焊接熔池的温度也就越高,焊接熔深就会增加。
焊接电弧功率密度的大小取决于焊接电流和焊接电弧长度,通过调节这两个参数可以控制焊接电弧功率密度的大小,从而影响熔深。
TIG焊接熔深的形成机理主要与焊接电流、焊接速度、焊接电弧长度和焊接电弧功率密度等因素有关。
在实际焊接过程中,通过合理地控制这些参数,可以实现所需的熔深,从而得到高质量的焊接接头。
此外,对于不同材料和焊接要求,还需要根据具体情况进行参数的优化选择,以确保焊接质量的达标。
A-TIG焊接技术的原理及应用助焊剂TIG焊技术(A-TIG)在19世纪90年代末期受到国外的高度重视,同传统的TIG 焊相比,在相同的规范下活性化焊接能够大幅度地提高生产率、降低生产成本,而无需更换生产设备。
A—TIG焊的主要应用材料已经从最初的钛合金扩展到不锈钢、碳钢和高温合金等材料,应用范围日益扩大。
而我国A-TIG焊技术的研究和开发才刚刚开始。
普通TIG焊广泛用于有色金属(钛合金、铝合金等)、不锈钢和高温合金等的焊接生产,在惰性气体的保护下可以获得高质量的焊接接头。
但TIG焊的主要不足是其单道可焊厚度小(3mm)、焊接效率低。
对于厚度较大的焊件,需要开坡口或进行多层焊。
因此目前TIG焊多用于薄件或多层焊的打底。
助焊剂TIG焊技术(A-TIG)能够解决上述问题。
A-TIG焊最早是南乌克兰E. O. Paton焊接研究所(PWI)在60年代开发的技术,并在前苏联用于能源、化工和航空航天工业的焊接生产中。
1.A-TIG焊的主要的优点:(1)操作简单、方便、成本低一一A-TIG使用特殊研制的助焊剂(也称为活性剂),在焊前涂敷到被焊工件的表而,使用普通的TIG焊焊接设备和参数规范就可以进行焊接。
焊后附在焊缝表而的熔渣可以简单地采用刷洗的方法去除,不会对焊缝产生污染。
(2)大幅度地提高焊接效率、降低焊接成本一一在焊接规范参数不变的情况下,与常规TIG焊相比,A-TIG焊可以提高熔深一倍以上(对于12mm厚度不锈钢可以单道一次焊透),而且不增加正面焊缝宽度。
因此对于中等厚度的材料可不开坡口一次焊透,对于更厚的焊件则可以减少焊道的层数。
对于薄板A-TIG焊可以提高焊接速度,或者使用小规范焊接,减小热输入及减小焊接变形。
图l示出焊接不锈钢厚板lm长焊缝各种焊接方法所需的焊道层数和焊接时间对比,可以看出,A-TIG焊对减少焊道层数和缩短焊接时间有明显的效果。
图2示出了6mm厚度不锈钢板使用TIG焊和A-TIG焊的熔深对比情况。