基于PLC技术的直升机模拟训练液压平台控制系统的设计
- 格式:pdf
- 大小:616.50 KB
- 文档页数:3
摘要由于传统的液压试验台采用继电器等元件作为控制系统的控制元件,存在可靠性、灵活性差等许多缺点,现将通过PLC来实现液压试验台的自动控制系统设计,不但扩大液压试验台的功能范围,提高了控制系统的柔性,构建了由PLC作为下位机控制现场设备,由PC作为上位机在线监控的控制系统,有利于学生在机电液综合控制等方面的综合能力,还可以实现机、电、液一体化的完美结合,实现实验处理的自动化,实时监控等。
关键词:液压试验台、PLC、自动化、控制系统。
红河学院本科毕业论文 (设计)ABSTRACTBecause the traditional hydraulic test rig adopts relays as control system of elements such as the control elements are poor reliability and flexibility, existence many shortcomings, will now through PLC to realize the automatic control system of hydraulic test design, not only to expand the scope of hydraulic test function, improve the control system flexible, constructs by PLC as the next place machine control field device, by the PC as PC on-line monitoring and control system for students in aspects of comprehensive control electromechanical liquid comprehensive ability, still can achieve machine, electricity, liquid integration perfect union, realize the automation, experimental treatment real-time monitoring, etc.Key words: Hydraulic test rig, PLC, automation and control system.目录第一章前言 (1)第二章液压试验台(CQYZ-M/C1) (2)2.1 概述 (2)2.2 液压传动的发展及其研究对象 (2)2.3 液压试验台的国内外研究现状 (3)2.4 液压试验台的组成 (3)2.4.1 液压泵站 (3)2.4.2 实验操作台 (3)2.4.3 电气控制系统 (4)2.5 液压试验台的设备构成 (4)2.6 液压试验台的特点 (4)2.7 液压试验台的技术参数 (5)2.8 液压试验台的应用范围 (5)第三章三菱PLC编程软件GX Developer-7.08 (6)3.1 软件概述 (6)3.1.1 操作简便 (6)3.1.2 能够用各种方法和可编程控制器CPU连接 (6)3.1.3 丰富的调试功能 (7)3.2 GX Developer 的特点 (7)3.2.1 软件适用范围不同 (7)3.2.2 操作运行不同 (8)3.3 操作界面 (8)3.3.1 编写梯形图程序 (10)3.3.2 软元件的注释 (13)3.4 参数设定 (14)3.4.1 PLC参数设定 (14)3.4.2 远程密码设定 (15)3.5 查找及替换 (15)3.5.1 编程元件替换 (16)3.5.2 指令替换 (16)3.5.3 常开常闭触点互换 (17)3.6 在线监控与仿真 (17)3.6.1 在线监控 (17)3.6.2 仿真 (17)第四章三菱PLC仿真软件GX Simulator6-C与编程软件的结合使用 (18)4.1 三菱PLC仿真软件的简介 (18)4.2 三菱PLC编程软件GX Developer 7.08版与仿真软件GX Simulator 6-C 版的结合使用演示 (18)4.2.1 进入编程软件GX Developer 7.08 (18)4.2.2 写入PLC程序并转换 (19)4.2.3 进入仿真软件GX Simulator 6-C (21)4.2.4 PLC程序仿真运行/PLC程序软元件测试 (22)4.2.5 退出仿真运行/返回写入模式 (23)4.2.6 保存程序/退出软件 (24)第五章控制系统的设计 (25)5.1 系统仿真的总体方案 (25)5.2 控制系统要求分析 (26)5.3 控制系统原理图如下所示:(图20) (27)5.4 控制系统的PLC接线图与I/0分配 (29)5.4.1控制系统的PLC接线图(图21) (29)5.4.2 控制系统的I/O分配表(表3) (29)5.5 控制系统的PLC梯形图与步进图 (30)5.5.1 梯形图如下图22所示 (30)5.5.2 步进状态图如下图23所示 (34)5.6 PLC的选择 (34)第六章总结 (36)参考文献 (37)致谢 (38)第一章前言液压传动技术是机电一体化技术的重要组成部分,而且液压传动相对于机械传动来说是一门新技术,随着流体力学、自动控制、计算机等技术的不断发展,液压传动技术已经发展成为包括传动、控制、检测技术、机电一体化的一门完整的自动化技术,并且在工业生产、设备控制等方面都得到了广泛应用。

基于PLC的液压同步系统的程序设计方法在液压系统中,经常要求系统能控制处理多个执行机构同步运行的问题。
下面以笔者为国内某热电厂所设计的由一台PLC和四个电液比例阀组成的系统为例,说明同步系统的组成及程序设计方法。
一、系统组成系统由PLC、电流比例阀、齿轮双齿条油缸及转动执行机构等部分组成。
由PLC控制四个电液比例阀分别驱动四个齿轮双齿条油缸,带动四个执行机构转动。
控制要求规定:四个执行机构转动时,其转动速度应同步,最终的转动位置角度应相同。
系统的PLC选用Koyo SZ-4型产品,其各种模块安装在机架内的不同槽位上,I/O点的地址定义号由该模块所在的槽位决定,八槽机架所安装的模块类型及其地址定义号如图1所示。
图1系统的开关量输入模块选用8ND1型和16ND1型24VDC模块,它们的地址号为1010 ~1077,共56点。
主要用来连接按钮输入信号和接收绝对式旋转编码器发生的编码信号。
开关量输出模块选用8TR1型24VDC模块,它的地址号为~010~Q017,主要用来连接各种指示灯。
模拟量输出模块的型号为2DA2,该D/A模块提供2路-10V~—+10V的输出电压。
Z-CTIF为高速计数模块,该模块用于接收增量式旋转编码器发来的高速脉冲。
比例阀选用的是4WRZ16型先导式电液比例换向阀,其电源形式为直流24V,电磁铁名义电流为800mA。
由PLC输出的-10V~+10V电压控制功率放大器输出-800mA~+800m A电流,输出电流的大小决定了电液比例阀阀口的开度。
系统选用Koyo TRD-NA360PW绝对式旋转编码器作为执行机构转动角度检测反馈元件。
当电液比例阀驱动齿轮双齿条油缸带动执行机构低速转动时,绝对式旋转编码器可将执行机构的转动位置角度实时反馈给PLC。
系统选用的增量式旋转编码器用于发出执行机构转动方向和转动角度大小的指令。
二、程序设计方法1、旋转编码器数据采集的编程方法图2为绝对式旋转编码器和增量式旋转编码器数据采集的部分程序。

液压系统PLC控制教学设计概述液压系统广泛应用于各种机械及工业设备中,随着现代工业技术的不断发展,PLC(可编程序控制器)作为自动化控制领域的重要组成部分,已经被广泛应用于液压系统的控制和调节。
本文主要介绍一种针对液压系统的PLC控制教学设计,该教学设计旨在提高学生对液压系统中PLC控制和调节的认识和实践技能,使学生能够掌握基本的液压系统PLC控制原理和方法,为未来从事液压系统控制和调节相关工作打下坚实的基础。
教学内容基本原理液压系统是一种利用流体压力来传递能量并实现力的传递的动力系统,液压系统由液压泵、储油器、控制阀、执行器和管路等部分组成。
PLC是一种常用于自动化控制系统的电子控制器,它能够完成各种复杂的控制和调节功能。
在液压系统中,PLC主要用于控制和调节各种执行器的运动和位置。
教学目标1.熟悉液压系统的基本构成和工作原理;2.掌握PLC控制的基本原理和方法;3.学习搭建液压系统和PLC控制系统的实验平台;4.能够进行液压系统PLC控制的实验操作和故障排除;5.最终能够完成一个液压系统PLC控制的实验项目。
实验平台本次教学设计所使用的实验平台是基于PLC的液压控制系统,其中PLC采用西门子S7-200系列控制器,可实现对液压系统中某些执行器的运动和位置进行控制和调节。
实验步骤1.搭建液压系统实验平台,包括液压泵、储油器、控制阀、执行器和管路等部分;2.搭建PLC控制系统,包括PLC控制器、输入输出模块和人机界面等部分;3.设计液压系统PLC控制的控制程序,包括监测和读取系统状态、输出指令到执行器等部分;4.进行实验操作,测试液压系统PLC控制的功能和性能,如执行器的位置和速度控制等;5.分析和解决液压系统PLC控制的故障,如执行器的失控、传感器故障等;6.实现液压系统PLC控制的实验项目,如利用PLC控制液压缸的伸缩运动。
结论通过本次液压系统PLC控制的教学设计,学生可以深入了解液压系统中PLC的基础原理和实践技能,掌握液压系统中PLC控制的主要方法和技术;同时,学生在实验操作中还能够培养自己的实验技能和创新能力,为未来从事液压系统控制工作打下坚实的基础。
基于PLC 控制的液压控制系统[摘要] 采用可编程控制器(PLC)代替继电器控制器,对机械手的液压驱动系统进行控制,通过输入输出接口建立与机械手液压系统开关量和模拟量的联系,实现机械手搬运工件的顺序动作和自动控制,达到准确度高、控制方便、可靠性好的目标,大大提高了生产率和自动化程度,减少了系统故障,具有很强的实用性。
[关键词]PLC;液压控制;机械手1、前言( Introduction)目前PLC 在工业生产过程控制自动化和传统产业技术改造等方面得到了广泛应用,与传统的继电器控制相比, PLC 具有控制系统构成简单、可靠性高、通用性强、抗干扰能力强、易于编程、体积小、可在线修改、设计与调试周期短、便于安装和维修等突出优点, 而且一般不需要采取什么特殊措施,就能直接在工业环境中使用,更加适合工业现场的要求,使用PLC 控制液压控制系统能提高系统的整体性能,具有较明显的优越性.本文介绍基于PLC 控制的某液压机械手的典型液压控制回路及其PLC 控制方法。
2、控制要求分析(Analys is of control demands )在生产现场工作开始后, 机械手在一个工作循环中需要依次完成以下顺序动作:下降、夹紧、上升、左移、下降、松开、上升、右移( 共8个顺序动作), 这是一个典型的顺序控制问题。
采用PLC 实现机械手的自动循环控制, 需要在某些动作位置设置位移传感器或行程开关来检测动作是否到位, 并确定从一个动作转入到下一个动作的条件。
根据机械手的动作要求,选用3 个液压缸来完成该8 个顺序动作:升降缸1 在工件两个位置( 原位与目标位置) 上方的下降和上升运动,移动缸2 的左移和右移运动, 夹紧缸3 的夹紧和松开动作。
缸1 下降或上升到位时应停止运动, 缸2 左移或右移到位时也应停止运动,故需分别设置一行程开关S1、S2、S3、S4。
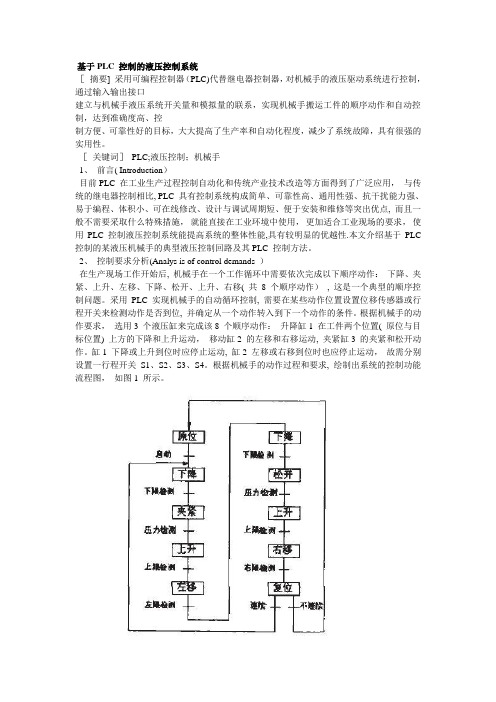
根据机械手的动作过程和要求, 绘制出系统的控制功能流程图,如图1 所示。


车辆工程技术60机械电子1 翻转轴轴套压装整体设计方案重卡前悬翻转轴主要承担驾驶室翻转作用,每件翻转轴需压入四个轴套用于驾驶室的支撑旋转。
应公司业务需求,急需开发一套压装系统满足翻转轴加工需求。
该套设备本体部分为钢结构压装平台、液压油缸、定位气缸、伺服电机、轴套压装平台及设备防护外壳组成。
其中钢结构压装平台由方钢、钢板等材料焊接而成主要作用为支撑液压油缸、气缸等工作元件。
液压油缸主要作用为压装轴套提供压力并检测轴套压装距离。
定位气缸主要作用为因车型不同轴套压装之前压装平台的前后方向的定位以及不同系列前悬支架的支撑。
伺服电机主要作用为因车型不同轴套压装之前支架摆放位置、压装定位位置的控制。
轴套压装平台主要作用为支架摆放、定位以及安装轴套工装。
设备防护外壳主要作用防护设备碰撞损伤及外观整洁。
整套设备通过PLC 控制伺服电机及伸缩气缸对压装工件进行压装定位,定位完成后通过对液压站电磁阀控制油缸进行压装,压装完成后缩回油缸,依次完成压装工序。
2 程序控制编程2.1 控制系统流程针对不同型号翻转轴,需提前在系统内设置参数保存,下一次使用时直接调用,提高系统对不同产品的兼容性首先确定车型型号是不是已有车型,如果是直接查询到相应的车型型号查询出数据,然后压装。
如果不是,则需要重新建立相应车型数据,保存在系统中,以后出现时则可以直接调用。
2.2 控制系统硬件设计及PLC I/O 分布综合分析三菱、西门子、欧姆龙等几种常用PLC 及其组件功能后,从开发简单、使用方便、功能强大、经济效益等方面综合分析考虑,最后使用三菱FX 系列PLC 及其组件进行开发设计。
(1)部分I/O 分配表如表1,表1中详细标注了系统操作输入及系统输出端口,表明该设备进入系统的程序信号情况,操作系统以此为基础进行各项操控及信号输出。
表1 I/O 分配表数字量输入数字量输出X000急停X011气缸降落检测Y000轴1脉冲Y014气缸升起X001油泵过载X012气缸A 锁紧Y001轴2脉冲Y015气缸降落X002轴1正限位X013气缸A 松开Y002轴1方向Y016气缸A 锁紧X003轴1负限位X014气缸B 锁紧检测Y003轴2方向Y017气缸A 松开X004轴2正限位X015气缸B 松开Y004油缸A 前Y020三色灯/红X005轴2负限位X016初始位置Y005油缸A 后Y021三色灯/黄X006轴1DOG X017放置位置Y006油缸B 前Y022三色灯/绿X007轴2DOG X020压装启动Y007油缸B 后Y012油缸D 后退X010气缸升起X021举升按钮Y010油缸C 后Y013油缸D 前进Y011油缸C 前Y014举升升起Y012油缸D 后Y015举升降落Y013油缸D 前 (2)系统内模拟量分配表如表2,针对不同型号产品制作数据配方,依据型号名称快速查找相应加工数据,针对不同型号的油缸进给距离数据及压装压力数据,利用模拟量采集模块,进行模数转换,得到相应加工数据,通过与标准数值比较,从而确定加工件是否合格。
基于PLC的液压机控制系统设计文章主要介绍了液压机系统的工作原理、特点以及研究现状。
从设计角度出发,分析液压系统的工艺流程;根据液压系统的工艺特点设计电气控制系统,分析在电气控制与液压系统的自动、手动控制方式,编写PLC程序,最终由PLC 程序控制液压系统形成一个统一的控制系统整体,达到利用自动化手控制液压系统完成特定的工作行程。
系统通过程序指令控制电路,执行速度快,克服了电磁继电器动作时间长触点抖动的缺点。
并达到所需精度,改善了控制效果,提高了设备的可靠性。
标签:液压传动;PLC控制;液压机1 概述液压传动与控制是以液体作为介质来实现各种机械量的输出(力、位移或速度等)的。
它与单纯的机械传动、电气传动和气压传动相比,其单位重量的输出功率和单位尺寸输出功率大;液压传动装置体积小、结构紧凑、布局灵活,易实现无级调速,调速范围宽,便于与电气控制相配合实现自动化[1,2];易实现过载保护与保压,安全可靠;元件易于实现系列化、标准化、通用化;液压易与微机控制等新技术相结合,构成“机-电-液-光”一体化便于实现数字化[3,4]。
因此,其广泛应用于各种机械设备及精密的自动控制系统,发展速度迅速[5]。
液压机就是该控制理论一个典型应用。
液压机工艺用途广泛,适用于弯曲、翻边、拉伸、成型和冷挤压等冲压工艺,也可适用于校正和压装等工艺。
PLC 以其高可靠性、强抗干扰性、良好的通用性等优点在工业控制的各个领域得到日益广泛的应用[6,7]。
特别是在液压机的液压控制系统中,PLC已得到普遍应用和发展,而且这一趋势仍将继续。
2 工艺流程铝型材液压机是一种把铝或铝合金棒料挤压成各种规格型材的机器液压机工作时,铝棒坯料由加热炉加热到所需挤压温度,然后送至供锭器中,供锭器自动把坯料和挤压垫送至模筒口,由工作缸活塞推模筒直至模口,并在快速推料过程中,供锭器自动复位,同时,挤压筒及模具进行预热,最后,由工作缸进行挤压加工。
在挤压过程中,棒料靠装在挤压筒内的电热元件保持一定的温度挤压结束后,由剪切装置将制品与压余分离,剩料和压垫掉人残料溜槽,压机各部件全部复原,一次挤压加工结束。
液压系统PLC控制课程设计一、课程设计背景随着工业自动化技术的快速发展,液压系统在工业生产中得到了广泛的应用。
而PLC控制技术则是工业自动化中应用最为广泛的一种技术,PLC控制器具有编程灵活、可靠性高等优点,使得其在工业控制系统中得到了广泛的应用。
为了加强学生对液压系统和PLC控制技术的理论知识的掌握,提高学生的实践能力和综合能力,本课程设计将液压系统和PLC控制技术相结合,通过设计一个带有电磁铁的液压动力夹具的控制系统,让学生在理论学习的基础上,掌握PLC程序编写的方法和液压系统的基本运行原理,从而达到培养学生解决实际问题的能力的目的。
二、课程设计内容本次课程设计主要内容包括以下几个方面:1.液压系统的基础知识:液压元件的基本构造、原理及其工作方式;2.PLC控制器的编程知识:介绍PLC各个模块的基本功能和输入输出口的使用方法;3.液压系统的PLC控制:设计带有电磁铁的液压动力夹具的控制系统,通过利用PLC编程控制液压系统中的各个元件的控制信号,实现液压系统的动作和运行。
三、课程设计步骤1.系统设计:在设计掌握液压元件的基本结构和原理的基础上,对液压系统的设计进行详细的规划,包括系统概述、系统设计目标、系统设计方案和系统设计方案的遵从原则等方面的内容;2.系统建模:根据掌握的液压系统的基础知识和设计方案,对系统进行建模。
在建模过程中,应当充分考虑控制器的选择、系统运行稳定性的保证等方面的问题;3.系统控制程序设计:在分析液压系统的运行方式、PLC控制器的基本功能和输入输出口的使用方法等方面的基础上,设计控制程序并实现液压系统的控制; 4.系统测试:合理利用实验室设备对系统进行测试,发现系统存在的不足之处并进行改进。
四、课程设计要求1.掌握液压系统的基本知识,理解液压系统的工作原理;2.掌握PLC控制器的基本原理和编程方法; 3.设计具有实际应用价值的液压系统,并能够进行PLC控制器编程实现系统的控制; 4.根据课程设计流程进行规划、建模、设计和测试,只有保证每个流程都得到充分的实施,才能够达到课程设计的实质目的。
plc课程设计液压控制一、教学目标本课程的学习目标包括知识目标、技能目标和情感态度价值观目标。
知识目标要求学生掌握PLC课程设计液压控制的基本原理、方法和步骤。
技能目标要求学生能够熟练运用PLC编程软件进行程序设计,并能够独立完成液压控制系统的搭建和调试。
情感态度价值观目标要求学生在学习过程中培养团队合作意识、创新精神和责任感。
二、教学内容本课程的教学内容主要包括PLC课程设计液压控制的基本原理、编程方法、系统搭建和调试技巧。
具体包括以下几个方面的内容:1.PLC课程设计液压控制的基本原理:了解液压系统的工作原理、组成部分及其相互作用。
2.编程方法:学习PLC编程语言,掌握逻辑控制、功能指令的运用。
3.系统搭建:学习液压控制系统的搭建方法,包括液压元件的选择、布局和连接。
4.调试技巧:学习液压控制系统的调试方法,包括参数设置、故障诊断和排除。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式进行教学。
包括:1.讲授法:教师通过讲解液压控制的基本原理、编程方法和系统搭建调试技巧,使学生掌握相关知识。
2.讨论法:学生分组讨论实际案例,培养团队合作意识和解决问题的能力。
3.案例分析法:分析典型液压控制案例,使学生更好地理解液压控制系统的应用。
4.实验法:学生在实验室进行液压控制系统的搭建和调试,提高动手能力和实践能力。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统的学习资料。
2.参考书:提供相关的参考书籍,丰富学生的知识储备。
3.多媒体资料:制作精美的PPT、教学视频等,提高课堂教学效果。
4.实验设备:准备齐全的液压控制系统实验设备,为学生提供实践操作的机会。
通过以上教学资源的支持,我们将努力提高学生的学习兴趣和主动性,确保教学目标的实现。
五、教学评估为了全面、客观地评估学生的学习成果,本课程将采用多种评估方式相结合。
2010年第6期液压与气动
基于PLC技术的直升机模拟训练液压平台
控制系统的设计
宋向前1,施晓进2
Desi gn of heli copter simulati on trai n i ng hydrauli c platform
control syste m based on PLC
SONG X iang qian1,SH I X iao jin2
(1.泰州师范高等专科学校,江苏泰州 215300;2.泰州科美伦机电有限公司,江苏泰州 215300)
摘 要:应某步兵航空兵培训基地的要求,设计了1台四自由度的直升机模拟训练液压平台。
平台能够实现旋转角度范围0 -360 ,旋转角度精度<1 ,最大倾斜角度> 20 ,倾斜角度精度<0.5 ,最大响应速度>20 /s,速度可调,垂直加速度>0.2g,成功地解决了当前军队直升机飞行员实机培训成本过高的问题。
关键词:PLC;A/D,D/A扩展模块;PI D控制;比例阀;液压平台
中图分类号:TH137 文献标识码:B 文章编号:1000 4858(2010)06 0037 03
1 前言
应某步兵航空兵培训基地的要求,设计了1台四自由度的直升机模拟训练液压平台。
图1为直升机模拟训练机三维立体图,图2为直升机模拟训练机液压平台结构图。
平台能够实现旋转角度范围0 ~360 ,旋转角度精度<1 ,最大倾斜角度> 20 ,倾斜角度精度<0.5 ,最大响应速度>20 /s,速度可调,垂直加速度>0.2g,成功地解决了当前军队直升机飞行员实机培训成本过高的问题。
PLC(可编程控制器)在现代的自动化行业中应用广泛,PLC发展应用到今天, PLC系统一直被人们应用在生产过程中,PLC系统的可靠性一直被人们所推崇。
用PLC实现对系统的控制是非常可靠的。
这是因为PLC在硬件与软件两个方面都采取了很多措施,确保它能可靠工作。
事实上,如果PLC工作不可靠,就无法在工业环境下运用,也就不成其为PLC了。
另外现代的PLC不仅仅局限于过去的开关量的控制,而是延伸到模拟量及位移、速度的控制领域。
2 系统的组成
2.1 液压系统
3个液压缸控制模拟训练机平台的左右前后4个方向的倾斜运动,1个液压马达控制平台的旋转运动。
为了实时检测3个液压缸的运动位置及旋转的角度,采用了直线电位器式位移传感器和旋转光电编码器,构成位置闭环控制系统。
由于要求运动速度可控制,选择了性价比较高的比例阀来驱动液压缸及马达的运动。
比例阀可以通过控制电压的大小来确定油液流量的大小,从而控制运动速度。
图1 直升机模拟训练机三维立体图
图2 直升机模拟训练机液压平台结构图
收稿日期:2009 11 11
作者简介:宋向前(1980 ),男,江西余江人,讲师,硕士,主要从事机电控制技术方面的科研和教学工作。
37
液压与气动2010年第6期
2.2 控制系统
直升机训练机液压平台控制系统的组成框图如图3所示,直升机训练系统由西安某直升机设计单位设计提供,直升机模拟训练机上具备真实直升机上的操作杆及操纵平台,操作的相关信息进入训练系统后输出相应的角度信号及速度信号,送给PLC 处理。
为了检测位置信号及输出模拟控制电压给比例阀放大板,选择了A /D 及D /A 扩展模块。
另外光电编码器的脉冲信号送入PLC 的高速计数器输入端X0,X1。
霍尔
传感器则用来在上电旋转复位时检测绝对零点。
图3 直升机训练机液压平台控制系统的组成框图
3 控制系统的控制过程
PLC 与上位机的通讯格式为自由通讯格式,波特率为19200BPS ,8位数据位,1位停止位,偶校验。
通讯格式:0XF8+ADDSLR +ADDJLR +ADDSQH +AD DJ QH +ADDSRT +ADD J RTL +ADD J RTH +ADDJS+C H ECK 。
0XF8为贞头,C H ECK 为贞尾,表示各数据的字节和。
其余依次为;左右倾角速度,左右倾角,前后倾角速度,前后倾角,旋转速度,旋转角度低位,旋转角度高位,垂直加速度。
数据接收命令如图4。
图4 接收命令行
数据接收结束后,PLC 中特殊辅助继电器M 8134会产生一个下降沿,因而可以用LDF M 8134启动数据处理命令,如图5
所示。
图5 数据接收处理行示例
A /D 转换的结果及D /A 欲转换的数据,在PLC 中的寄存器地址为I D 100 I D102(十四位有效,即0
16383)及QD200 QD203(十二位有效,0 4095),分别可对应0 5V 或0 10V 。
可以用MOV 指令将I D
寄存器的结果取入内部寄存器D,或者将控制数据送入寄存器QD 进行D /A 转换后输出。
直线位移传感器采用拉杆式位移传感器,其特点为使用寿命长,可达一亿次;线性度0.05%;分辨率高于0.01mm ;运行速度可达10m /s 。
旋转角度检测采用光电编码器,每转脉冲数为2000个,并且可以进行四倍频,即每转可达8000个脉冲,直接由PLC 的高速计数器端口X0,X1接入,计数器用C630,具有断电保持功能。
霍尔传感器位置即为绝对旋转角度零点,到达时磁珠触发霍尔传感器进行动作,并且接入PLC 的X2输入口,利用它的上升沿来复位高速计数器C630。
关于速度的控制,由于PI D 运算调节时,一开始处于PI D 全开阶段,即以最快的速度(输出上限值)接近目标,当达到PI D 的运算范围时,相关比例积分微分参数才开始起控制作用,故通过修改PI D 输出上限值,可以达到调节运动速度的目的。
图6为简单程序流程图,PLC 通电先进行初始化,使3台液压缸降到最低点,旋转液压马达驱动机构到初始零位点。
动作结束后等待接收上位机的动作信息,并启动数据处理工作,通过驱动放大板驱动液压缸
及马达作相应的动作。
图6 程序流程框图
图7为上电初始化使旋转角度回到绝对零位的程序,由于C630为断电保持型计数器,其脉冲个数计数器即代表当前绝对角度,每转为8000个脉冲,为了便于计算,将其除以2.222得到3600/转,考虑到旋转编码器与平台间的传动比为2.88,得到脉冲系数6.3999。
这样处理的好处在于可以将寄存器D306中的值作为角度值。
回到零位前,必须先判断绝对角度的
正负,再根据与绝对零点的远近来选择旋转回零的方向。
回零后霍尔传感器检测到位置,将C630进行复位。
38
2010年第6期液压与气动
图7 初始化旋转回零程序4 总结
传统的位移控制多采用步进电机或伺服电机来完成,而用液压缸及液压马达来实现位置控制则相对较少,本次设计采用PLC技术及比例阀来实现精确的位移及速度控制,基本达到的了控制要求。
运行效果良好,可以很好模拟直升机的各种空中动作,成功解决了军队长期以来直升机飞行员培训成功过高的问题。
参考文献:
[1] 雷天觉.液压工程手册[M].北京:机械工业出版
社,1990.
[2] 成大先.机械设计手册[M].北京:化学工业出版
社,2002.
[3] G B/T786.1-93,液压气动图形符号[S].
基于BP神经网络的多环槽磁流变减振器
动力学模型辨识
田 静,何 军,祝世兴
The dyna m ics modelli ng para meter i de ntificati on of t he MR da mper w ith mu lti ri n g grooves based on BP neural network
TIAN Ji n g,H E Jun,ZHU Sh i x ing
(中国民航大学航空工程学院,天津 300300)
摘 要:磁流变减振器的输入输出具有很强的非线性关系,通常在进行结构分析时,需要对结构进行简化或线性化处理,因此理论上计算的十分准确的控制量,在实际中并不能达到满意的控制效果。
该文采用BP神经网络对所设计的减振器进行正模型和逆模型辩识,避免了对结构进行理论建模的复杂性与不精确性,达到了很好的辨识效果。
关键词:BP神经网络;磁流变减震器;辨识
中图分类号:TH137 文献标识码:B 文章编号:1000 4858(2010)06 0039 04
0 引言
磁流变减振器是基于磁流变液的可控特性的一种新型减振器,其工作原理是在外加磁场的作用下,磁流变液中随机分布的磁化颗粒的磁化运动方向大致平行于磁场方向,磁化运动使微粒首尾相连,形成链状结构或复杂的网状结构,从而使磁流变液的流变特性发生变化,进而使减振器阻尼通道两端的压力差发生变化,达到改变阻尼力的目的。
收稿日期:2009 12 29
基金项目:中央高校基本科研业务费资助(ZXH2009B006);中国民航大学校基金资助(07qd11S)
作者简介:田静(1972 ),女,辽宁兴城人,副教授,博士,主要从事液压技术方面的教学和科研工作。
39。