最新化工仪表事故案例2资料
- 格式:doc
- 大小:25.00 KB
- 文档页数:6
化工企业气化事故案例华鲁恒升近两年气化事故案例一.气化炉E炉因HV0704关闭,紧急拍停。
事故原因:中控主操作接班后按上级要求准备提E炉负荷,在调节HV0704E时,突然HV0704E关闭,气化炉和洗涤塔及管线压力很快上升,主操作慌忙中拍停,气化炉停车。
处理措施:停车处理后,检修HV0704E最后说是仪表原因,在开车生产HV0704E作为仪表和气化的特护,尽量少调节或不调节,需通知仪表相关人员监盘。
二.气化炉A炉因P0705A,机封刺漏,造成A炉降负荷事故原因:某班上中班,接班后十分钟中控打电话说现场有人发现P0705A机封刺漏,现场人员马上赶到P0705A处,发现P0705A机封刺漏很严重,雾水喷起5米高,已经无法靠近,班长通知中控A炉降低负荷,又叫人拿来两身雨衣雨裤,操作工换上,冒着淋水,热蒸汽把备泵启动起来,运行正常后,把运行泵进出口阀关闭,交保全检修。
处理措施:拆检时发现有一张叶轮片脱落,保全进行了叶轮更换,检修完毕交工艺试车备用。
三.二期灰水高压闪蒸罐入口管线短节刺漏,D炉降负荷事故原因:主要是因为灰水中含固量严重,长时间对管壁冲刷所造成。
处理措施:将气化炉的排水切往开工管线,降负荷,把高压闪蒸罐切出后对短节刺漏部位进行焊补。
四.气化炉D炉升温时发生爆鸣事故原因:D炉检修完毕,点火升温,当温度升到200°C 左右时,因蒸汽吸引压力不稳,造成回火,灭火,中控人员监盘只是发现温度快速降低,而判断失误,没有及时切断燃料气,造成炉内燃料气过多,发生爆鸣,使预热烧嘴发生倾斜。
处理措施:通知保全调整好预热烧嘴,稳定蒸汽压力,重新点火升温。
五.气化炉B炉工艺气管线泄露,造车停车事故事故原因:B炉工艺气管线在出口向下再向东的拐角处发生泄露,无法处理只好停车,主要原因是工艺气带灰严重对管壁冲刷所致。
处理措施:停车后对工艺气管线拐角处全部割下,更换焊补,经过这次教训,对其他各炉的工艺气管线的拐角处,进行了管壁及时更换。
高温高压稠化仪事故案例
以下是一起高温高压稠化仪事故的案例:
案情简介:
在某石油化工企业的实验室中,发生了一起高温高压稠化仪事故。
该实验室使用稠化仪进行不同物质的稠化性能测试。
事故发生时,实验人员正在进行一次高温高压稠化试验,稠化仪突然发生爆炸,导致实验室内部火势蔓延,造成多人伤亡。
事故原因:
1. 设备故障:初步调查显示,稠化仪在试验过程中发生了设备故障。
可能是由于设备的压力控制系统失灵,无法稳定控制试验过程中产生的高压。
2. 操作失误:据目击者称,实验人员在试验过程中没有按照操作规程进行操作,存在疏忽和违规操作的行为。
3. 清洁不及时:在事故之前,实验室存在较为严重的清洁不及时的问题。
稠化仪内残留的试验物质可能引发了事故。
事故影响:
1. 人员伤亡:事故造成了多人伤亡,其中一人因伤势过重不治身亡。
2. 环境污染:火势蔓延导致实验室内部的化学品泄漏,造成了环境污染。
3. 设备损坏:稠化仪因爆炸而遭到严重损坏,无法继续使用。
教训总结:
1. 设备维护:必须定期对高温高压稠化仪等设备进行维护检查,
确保其正常运行,并修复任何发现的故障。
2. 安全操作:实验人员必须严格按照操作规程进行操作,不得有疏忽和违规行为,提高安全意识。
3. 定期清洁:及时对设备进行清洁,避免试验物质的残留引发事故。
4. 应急预案:建立健全应急预案,加强培训,提高员工对突发事故的应对能力,减少人员伤亡和环境污染程度。
该事故引起了企业的高度重视,并进行了全面整改和安全培训工作,以防止类似事故再次发生。
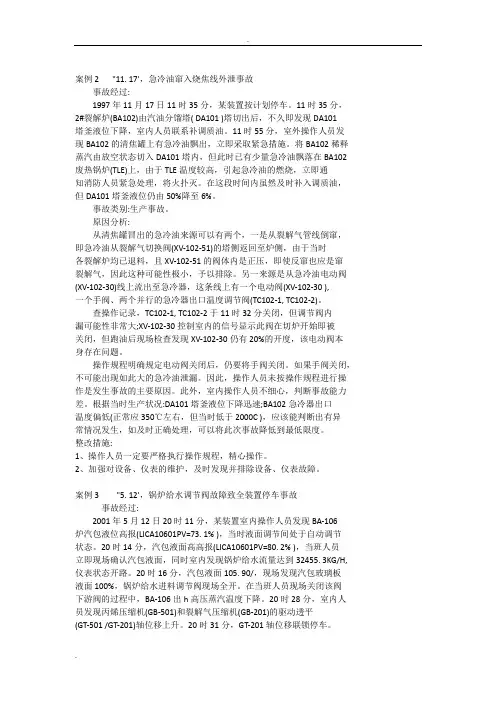
案例2 "11. 17',急冷油窜入烧焦线外泄事故事故经过:1997年11月17日11时35分,某装置按计划停车。
11时35分,2#裂解炉(BA102)由汽油分馏塔( DA101 )塔切出后,不久即发现DA101塔釜液位下降,室内人员联系补调质油。
11时55分,室外操作人员发现BA102的清焦罐上有急冷油飘出,立即采取紧急措施。
将BA102稀释蒸汽由放空状态切入DA101塔内,但此时已有少量急冷油飘落在BA102 废热锅炉(TLE)上,由于TLE温度较高,引起急冷油的燃烧,立即通知消防人员紧急处理,将火扑灭。
在这段时间内虽然及时补入调质油,但DA101塔釜液位仍由50%降至6%。
事故类别:生产事故。
原因分析:从清焦罐冒出的急冷油来源可以有两个,一是从裂解气管线倒窜,即急冷油从裂解气切换阀(XV-102-51)的塔侧返回至炉侧,由于当时各裂解炉均已退料,且XV-102-51的阀体内是正压,即使反窜也应是窜裂解气,因此这种可能性极小,予以排除。
另一来源是从急冷油电动阀(XV-102-30)线上流出至急冷器,这条线上有一个电动阀(XV-102-30 ),一个手阀、两个并行的急冷器出口温度调节阀(TC102-1, TC102-2)。
查操作记录,TC102-1, TC102-2于11时32分关闭,但调节阀内漏可能性非常大;XV-102-30控制室内的信号显示此阀在切炉开始即被关闭,但跑油后现场检查发现XV-102-30仍有20%的开度,该电动阀本身存在问题。
操作规程明确规定电动阀关闭后,仍要将手阀关闭。
如果手阀关闭,不可能出现如此大的急冷油泄漏。
因此,操作人员未按操作规程进行操作是发生事故的主要原因。
此外,室内操作人员不细心,判断事故能力差。
根据当时生产状况:DA101塔釜液位下降迅速;BA102急冷器出口温度偏低(正常应350℃左右,但当时低于2000C ),应该能判断出有异常情况发生,如及时正确处理,可以将此次事故降低到最低限度。
化工作业安全事故典型案例一、“消失”的防护栏。
话说有这么一家化工厂,厂里有个大型的反应釜。
这个反应釜就像一个脾气不太好的巨兽,要是操作不当,那可不得了。
反应釜周围呢,本来有一圈防护栏,这防护栏就像忠诚的卫士,守护着在附近工作的人员,防止他们不小心掉进反应釜这个危险区域。
有一天,来了个新的维修工人,这小伙子干活倒是挺麻利,就是有点毛手毛脚的。
他来给反应釜旁边的一个小设备做维修。
这维修啊,得把一些工具和零件搬来搬去的。
这小伙子嫌防护栏有点碍事,就自作主张把防护栏给拆了一部分,想着等修完了再装回去。
可是啊,这维修工作比他想象的要复杂一些,修着修着他就把这防护栏的事儿给忘到九霄云外去了。
这时候,另一个工人路过这个区域,他当时正拿着个本子在记录一些数据,眼睛就盯着本子呢,没注意脚下已经没有防护栏了。
结果,“扑通”一声,直接就朝着反应釜掉下去了。
还好当时反应釜没有在进行危险的反应,周围的工友听到声音赶紧跑过来,七手八脚地把他给救了上来。
这可真是差点就酿成了大祸,就因为一个防护栏被拆了又没及时装回去。
二、“调皮”的化学品混合。
在另一个化工车间里,有两种化学品,咱们就叫它们A液和B粉吧。
这A液呢,是一种酸性很强的液体,就像一个性格暴躁的小恶魔。
而B粉呢,是一种特别活泼的粉末,只要和一些东西混合,就容易产生剧烈的反应。
本来在操作规程里明确写着,这两种东西要分开存放,而且在使用的时候要有严格的流程,得先把A液按照精确的量加到一个特殊的容器里,然后在特定的温度和搅拌速度下,再慢慢加入B粉。
可是有一天,车间里的两个工人,一个叫老张,一个叫小李,他俩在工作的时候开起了小差。
老张负责加A液,小李负责加B粉。
老张呢,那天和老婆吵架了,心里正烦着呢,加A液的时候就没太注意量,一不小心就多加了好多。
小李这边呢,本来就有点迷糊,他看老张加完了,也没看温度和搅拌速度对不对,就直接把B粉一股脑儿地倒进去了。
这下可好了,就像点燃了鞭炮的引线一样,两种化学品瞬间就剧烈反应起来。
化工仪表检修事故案例话说在一个化工厂里,有这么一套重要的生产设备,它的运行全靠那些仪表精准地监测和反馈数据呢。
有一天,仪表工小李接到任务,要对一个关键反应釜上的温度仪表进行检修。
这小李啊,平常干活也算麻利,可那天不知道是没睡醒还是咋的。
他到了现场,连基本的安全检查都做得马马虎虎。
按照流程,检修前得先切断相关设备的电源,并且挂上检修的牌子,防止别人误操作。
可小李呢,就觉得自己动作快,稍微看了一眼,觉得电源好像是断了,牌子也没挂就开始动手拆仪表。
当他正拿着工具拧螺丝的时候,突然“啪”的一声,一阵火花闪过。
原来啊,电源并没有完全切断,这一下可不得了,小李的手被电得一阵麻,工具都掉到地上了。
还好当时电压不是特别高,不然可就不是麻一下这么简单了。
这一电,把小李吓得够呛,不过也让他彻底清醒了。
他赶紧重新仔细检查电源,确定切断后,才又小心翼翼地开始检修。
但是啊,因为这一耽搁,整个生产流程都受到了影响。
反应釜的温度数据没有及时得到准确监测,导致里面的化学反应有点失控。
最后生产出来的产品质量不合格,给厂里造成了不小的经济损失。
从这事儿以后啊,小李可再也不敢这么马虎大意了。
每次检修前,都仔仔细细地做好安全检查,还会反复跟同事确认流程。
这就告诉咱们啊,在化工仪表检修这事儿上,再小的步骤都不能省,再简单的事儿也得认真对待,不然就像小李这样,一个小失误就能引发大麻烦。
厂里有个老张,那可是老仪表工了,经验相当丰富。
大家都觉得有他在,仪表检修肯定没问题。
有一次,一个压力仪表出了故障,显示的数据老是跳来跳去的。
老张接到任务后,就大摇大摆地去了检修现场。
他看了看仪表,心里想:“哼,就这点小毛病,我一眼就看出来了,肯定是传感器有点松动。
”于是,他连仪表的说明书都没看,就直接动手去拧传感器的螺丝。
可他不知道的是,这个仪表是新换的型号,和以前的有些不一样。
老张这一拧啊,直接把传感器给拧坏了。
这一下,仪表彻底不工作了。
更糟糕的是,这个压力仪表是控制一个储存危险化学品容器压力的关键设备。
案例75"8. 6" PP装置一线粉料下料主秤停车事件事件经过:2012年8月6日19时52分,一线挤压机粉料进料主秤XW-73601 温度传感器反馈温度达到设定的停车值(500C),导致XW-73601及一线挤压造粒系统联锁停车。
事故类别:生产事故。
事件原因:1、事故(事件、未遂事故)的直接原因:一线挤压机粉料进料主秤XW-73601内温度高。
2、事故(事件、未遂事故)发生的间接原因:( 1 )XW-73601主秤传感器选型错误,按照专利商提供的设计文件,一线粉料仓D-73511内操作温度为600C,而主秤传感器的最高允许温度只有5 5 0C(仪表车间联系厂家后得到的最高允许值),无法满足生产需要。
(2)夏天整个挤压机厂房内温度较高,不利于设备的散热,容易使设备内热量聚集,从而使温度逐渐升高。
(3)主秤传感器冷却氮气温度无法控制,在主秤温度升高时无法很好的对传感器进行降温。
(4)聚合车间及仪表车间对挤压机在夏天长周期运行时存在的问题辨识不到位。
整改措施:1、仪表车间对主秤传感器在60℃条件下的运行寿命进行确认,如有必要则对主秤传感器重新选型、采购更换,并利用二线挤压机停车机会给二线粉料下料主秤增加一路吹扫氮气。
2,聚合车间增开降温用风扇,降低主秤周围环境温度,提高主秤散热速率,并利用交接班机会对班组培训。
案例77"9. 20”一线挤压机粉料下料旋阀停车事件事件经过:9月20日12时58分,聚合车间一线挤压机下料旋阀XR-73511因国产化减速器卡涩停车,经向调度请示,于9月20日13时04分停车检修。
现场拆卸检查国产化减.速器(检查发现输入轴轴承损坏,此减速器6月份大检修由外委改造单位拆卸检修过)。
检修结束后,于9月20 日21时14分开车。
停车时间8小时12分钟。
事故类别:生产事故。
事件原因:1、事件性质:非责任事件。
2、事件的直接原因:聚合车间一线挤压机因下料旋阀XR-73511因国产化减速器卡涩停车3、事件的间接原因:XR-73511下料旋转阀初期设计为3. 3 KW,无法满足正常生产要求。
化工安全事故案例化工行业是一个高风险行业,安全事故时有发生。
下面将介绍几起化工安全事故案例,以便引起大家对化工安全的重视和警惕。
案例一,2005年,美国得克萨斯州的一家化工厂发生了一起严重的爆炸事故。
事故发生时,工厂内的化学品储存区突然发生爆炸,导致数十名工人受伤,部分建筑物被炸毁。
经过调查,事故的直接原因是工厂在储存化学品时未严格遵守安全操作规程,导致化学品泄漏并遭到火源引燃。
此外,工厂在事故发生后的应急处理方面也存在不足,导致事故扩大化。
案例二,2010年,中国某化工企业发生了一起严重的泄漏事故。
事故发生时,企业的储罐发生泄漏,导致大量有毒化学品泄漏到周边环境中,造成数十名周边居民中毒,甚至有人因此丧生。
经过调查,事故的原因是企业在设备维护和管理方面存在疏忽,导致储罐泄漏。
与此同时,企业对于周边环境的监测和应急预案也存在不足,未能及时有效地应对事故发生。
案例三,2018年,日本一家化工企业的生产车间发生了一起严重的化学品泄漏事故。
事故发生时,生产车间内的化学品储存罐发生泄漏,导致数名工人中毒。
经过调查,事故的直接原因是企业在设备维护和安全管理方面存在漏洞,导致储罐泄漏。
与此同时,企业的安全培训和事故应急处理方面也存在不足,未能有效地保障员工和周边环境的安全。
以上案例反映了化工安全事故的严重性和危害性。
化工企业在生产经营过程中,必须高度重视安全生产,严格遵守相关的安全操作规程,加强设备维护和管理,建立健全的安全监测和应急预案,提高员工的安全意识和应急处理能力,从而有效地预防和减少化工安全事故的发生,确保员工和周边环境的安全。
通过对这些案例的分析,我们可以看到,化工安全事故的发生往往是由于企业在安全管理、设备维护、应急预案等方面存在疏忽和不足所致。
因此,化工企业必须加强对安全生产的重视,全面提升安全管理水平,确保化工生产过程中的安全稳定,防范化工安全事故的发生。
同时,政府部门也应加强对化工企业的监管力度,推动企业加大对安全生产的投入,促进化工行业的安全发展。
山东三和维信生物科技有限公司生产安全事故案例分析山东三和维信生物科技有限公司安全部二○一四年十一月案例目录1、设备、仪表工不熟悉系统擅拆阀门造成安全事故事故经过:2009年11月12日,山东省淄博市某化工厂一脱砷反应器操作人员工作时,发现仪表阀门无法调整反应器压力,便通知仪表工人到现场检修。
仪表维修工贾某到现场后,没有询问工艺技术人员管道压力以及内部物料性质,直接开排污阀检查,见无介质流出,怀疑是阀门堵塞,导致仪表失灵。
于是贾某关闭了两侧导淋阀门,登上罐顶试图打开阀门法兰检查处理堵塞故障。
法兰刚一打开便喷出大量氢气发生爆燃,来不及做准备的贾某被这突发状况惊吓倒,从罐顶坠落摔成重伤。
点评:这是一起违章操作而引发的安全生产事故。
仪表维修人员贾某在没有与技术人员沟通分析和确认故障的情况下,在不熟悉工艺流程、没有通知技术总工或车间主任的情况下,根据自己经验,贸然擅自打开带压阀门法兰,导致管内氢气外泄,遇热发生爆燃,导致事故发生;另外,在登高作业中没有按照规定佩戴安全带也是导致本事故的又一重要原因。
我们公司的设备或仪表维护人员,在维修设备、仪表过程中,对于自己不懂的工艺管道、设备、仪表一定要报告自己的主任或请教生产王经理,不能凭“自己的感觉、以往的经验”贸然行事,在打开法兰或设备、容器盖的之前,必须确认管道内物料是什么、有没有压力,自己不能确定的通知安全部进行确认,不能像案例中的贾某那样贸然打开法兰,导致物料喷溅给自己造成伤害;另外,在高度大于2米的作业时,作业人员应佩戴安全带并按照“高挂低用”规范悬挂。
2、夜间在反应釜旁睡觉造成安全事故事故经过:山东济宁某合成树脂化工厂,生产醇酸树脂制作油漆、涂料。
操作工张某是该公司老职工,具有十几年的工龄,人缘好、脾气好、技术掌握的也全面。
2009年12月31日凌晨一点左右,张某将包装箱拆开,放在自己的负责的酯化反应釜旁,取暖睡觉。
此时反应釜正处于酯化反应后期。
根据张某以往的经验,这个阶段反应釜很稳定,基本上不用人管。
最新化工仪表事故案例2资料案例75"8. 6" PP装置一线粉料下料主秤停车事件事件经过:2012年8月6日19时52分,一线挤压机粉料进料主秤XW-73601 温度传感器反馈温度达到设定的停车值(500C),导致XW-73601及一线挤压造粒系统联锁停车。
事故类别:生产事故。
事件原因:1、事故(事件、未遂事故)的直接原因:一线挤压机粉料进料主秤XW-73601内温度高。
2、事故(事件、未遂事故)发生的间接原因:( 1 )XW-73601主秤传感器选型错误,按照专利商提供的设计文件,一线粉料仓D-73511内操作温度为600C,而主秤传感器的最高允许温度只有5 5 0C(仪表车间联系厂家后得到的最高允许值),无法满足生产需要。
(2)夏天整个挤压机厂房内温度较高,不利于设备的散热,容易使设备内热量聚集,从而使温度逐渐升高。
(3)主秤传感器冷却氮气温度无法控制,在主秤温度升高时无法很好的对传感器进行降温。
(4)聚合车间及仪表车间对挤压机在夏天长周期运行时存在的问题辨识不到位。
整改措施:1、仪表车间对主秤传感器在60℃条件下的运行寿命进行确认,如有必要则对主秤传感器重新选型、采购更换,并利用二线挤压机停车机会给二线粉料下料主秤增加一路吹扫氮气。
2,聚合车间增开降温用风扇,降低主秤周围环境温度,提高主秤散热速率,并利用交接班机会对班组培训。
案例77"9. 20”一线挤压机粉料下料旋阀停车事件事件经过:9月20日12时58分,聚合车间一线挤压机下料旋阀XR-73511因国产化减速器卡涩停车,经向调度请示,于9月20日13时04分停车检修。
现场拆卸检查国产化减.速器(检查发现输入轴轴承损坏,此减速器6月份大检修由外委改造单位拆卸检修过)。
检修结束后,于9月20 日21时14分开车。
停车时间8小时12分钟。
事故类别:生产事故。
事件原因:1、事件性质:非责任事件。
2、事件的直接原因:聚合车间一线挤压机因下料旋阀XR-73511因国产化减速器卡涩停车3、事件的间接原因:XR-73511下料旋转阀初期设计为3. 3 KW,无法满足正常生产要求。
事故名称:液位计冻住导致储罐液位抽空工段停车4小时事故经过:11月20日早,某储罐液位计显示50%左右,但操作工发现泵震动较大,下游无流量,以为泵有问题,倒副泵情况如上,导致整个工段停车后检查储罐里已经没有介质,实际液位为0,后检查发现远传液位计冻事故后果:造成工段停车4小时经验教训:1.经常检查液位计显示情况,特别是DCS趋势为一直线长期无变化时,应立即通知仪表及现场巡检现场确认,冬季尤其如此2.冬季做好仪表保温伴热工作,现场加强巡检事故名称:制氢装置LINDE PSA 变压吸附工段多个床层下线停车事故经过:仪表风中含水气量大,到天气突然变冷,易产生水气冷凝现象,导致电磁阀带水,进料调节阀关闭.造成停车事故后果:造成工段停车24小时经验教训:PSA厂房里加伴热管,同时把进出口的房门加保温门帘,故障现象有所改善.事故名称:加氢反应器顶仪表伴热堵漏时,引发火灾事故经过:加氢反应器顶仪表伴热堵漏时,发生着火现象,因为仪表引压管漏H2,而且引压管与伴热管紧贴着,引压管(白钢管)被伴热管“腐蚀”形成砂眼,引起氢气泄漏。
事故后果:加氢装置部分停车2小时。
经验教训:腐蚀严重的更换新白钢管,没腐蚀的在引压管与伴热管之间加薄石棉板隔开。
事故名称:制氧装置空冷塔液位计故障造成分子筛带水事故事故经过:空冷塔液位计采用差压变送器测量,变送器故障后输出一个值,这个值小于液位控制器设定值,使得液位调节阀一直往空冷塔里大开度的加水,造成空冷塔液位过高,使得空气带有带有大量的水进入了分子筛事故后果:制氧装置停止产氧3天。
经验教训:变送器出故障是很难在点检中发现的,这种情况下在DCS 趋势为一直线长期无变化时,工艺应立即到现场去检查。
事故名称:炼油厂催化反应器热电偶保护套管被催化剂磨穿,导致拆热偶丝的时候催化剂喷出事故经过:操作工反应催化反应器有一个热偶显示不对,仪表工去现场测量发现热偶坏,此热偶为非铠装带护管热偶,仪表工想抽出坏的热偶丝换新的,没想到护管已经被催化剂摩穿,在热偶丝拆出的一瞬间几百度的催化剂喷出,幸亏当时仪表工师傅躲的快,没被喷出的催化剂烫伤,后来仪表工带着隔热手套把热偶的盖子给拧上才堵住事故后果:在堵催化剂的时候仪表工的手被烫伤经验教训:在做一些理论上没有危险的工作时也要考虑其他引起危险的因素事故名称:烧嘴冷却水流量计前后流量差大导致气化炉停车经过检查发现事故经过:12月20日中午,烧嘴冷却水流量计三选二停车,导致气化炉停车经过检查发现现场入口流量计冻,流量计安装在气化炉两侧,本身气化炉辐射热量较高,但当天当地降温,窗户打开冷风正对着流量计,当天气温大概在-23度左右,在停车前十分钟一个流量计超上限,但操作工未发现,第二个冻导致三选二停车事故后果:造成工段停车6小时,气化炉重新开车一次经验教训:1.冬季做好仪表保温伴热工作,现场加强巡检,对重要仪表即使在室内也必须做好保温2.中控操作工加强巡检,对重要报警及时联系仪表人员处理,紧急情况先切除连锁事故名称:入汽提塔高压蒸汽安全阀启跳事故经过:工艺反应该管线压力不准,仪表工到现场检查仪表,在检看仪表时导致仪表掉电归零,结果引起投用自动的调节阀全开,导致安全阀启跳。
化工色谱仪爆炸安全事故一、事故经过2001年9月5日10时,某化工厂净化工段化验室班长张某让当班人员黄某对二楼一色谱仪开机,黄某将色谱仪通入载气氢气后,打开主机开关,当打开加热控制器开关2min后,仪器发生爆炸,致使仪器前门飞出打在2m外的实验台上,严重变形;幸好黄某打开加热开关后,转到仪器侧面检查柱尾气,未造成人员伤害。
二、原因分析直接原因经事后调查分析,色谱仪内一色谱柱被卸走,导致大量氢气泄漏到色谱柱箱内,与柱箱内空气混合达到爆炸极限,当开启箱内加热丝开关,使加热丝加热烧成红色,产生明火引起爆炸。
主要原因该操作工黄某在开机前未按规程要求操作,对色谱柱箱内所有连接处未进行试漏。
如果当时打开色谱柱箱,就会发现缺少一根色谱柱,不致于使氢气大量泄漏于柱箱内。
其它原因(1)该仪器停机后未按要求对仪器的载气进出口进行封堵,对仪器未作很好的保护,而在下次开机前很容易让人省去试漏这一项工作。
(2)由于该仪器是进行临时样品分析的,1个月前还曾使用过,在停机过程中,原仪器维修工将仪器内一色谱柱卸走,又因其在此期间调离本岗位,未对仪器情况进行严格交接,致使黄某在开机时免去试漏这一程序。
(3)班长张某对本化验室仪器情况了解不全面,未能协同操作人员在开机前对仪器进行全面检查。
三、事故教训随着科学的发展,气相色谱仪越来越受到分析检验者的青睐,它以用样少、快速、灵敏度高、价格低廉等特点,越来越多地走进工厂化验室、科研单位,然而,如何正确使用色谱仪是至关重要的。
应从此次事故中认真吸取下列教训。
(1)提高职工对各类仪器操作技能,特别是开机、停机,了解仪器存在的危险因素,加强对职工的安全教育。
(2)进一步健全各类仪器操作档案,其中包括开机时间、使用情况、停机时间、停机原因,以及检修情况、完好性等。
(3)有条件的应当设专人对某些仪器进行日常维修,包括开、停机等,严禁操作人员进行除使用以外的其它操作。
(4)各级主管领导也应将色谱仪开停机作为一项重要工作,随时掌握各台仪器的运行情况,确保万无一失。
案例2 "11. 17',急冷油窜入烧焦线外泄事故事故经过:1997年11月17日11时35分,某装置按计划停车。
11时35分,2#裂解炉(BA102)由汽油分馏塔( DA101 )塔切出后,不久即发现DA101 塔釜液位下降,室内人员联系补调质油。
11时55分,室外操作人员发现BA102的清焦罐上有急冷油飘出,立即采取紧急措施。
将BA102稀释蒸汽由放空状态切入DA101塔内,但此时已有少量急冷油飘落在BA102 废热锅炉(TLE)上,由于TLE温度较高,引起急冷油的燃烧,立即通知消防人员紧急处理,将火扑灭。
在这段时间内虽然及时补入调质油,但DA101塔釜液位仍由50%降至6%。
事故类别:生产事故。
原因分析:从清焦罐冒出的急冷油来源可以有两个,一是从裂解气管线倒窜,即急冷油从裂解气切换阀(XV-102-51)的塔侧返回至炉侧,由于当时各裂解炉均已退料,且XV-102-51的阀体内是正压,即使反窜也应是窜裂解气,因此这种可能性极小,予以排除。
另一来源是从急冷油电动阀(XV-102-30)线上流出至急冷器,这条线上有一个电动阀(XV-102-30 ), 一个手阀、两个并行的急冷器出口温度调节阀(TC102-1, TC102-2)。
查操作记录,TC102-1, TC102-2于11时32分关闭,但调节阀内漏可能性非常大;XV-102-30控制室内的信号显示此阀在切炉开始即被关闭,但跑油后现场检查发现XV-102-30仍有20%的开度,该电动阀本身存在问题。
操作规程明确规定电动阀关闭后,仍要将手阀关闭。
如果手阀关闭,不可能出现如此大的急冷油泄漏。
因此,操作人员未按操作规程进行操作是发生事故的主要原因。
此外,室内操作人员不细心,判断事故能力差。
根据当时生产状况:DA101塔釜液位下降迅速;BA102急冷器出口温度偏低(正常应350℃左右,但当时低于2000C ),应该能判断出有异常情况发生,如及时正确处理,可以将此次事故降低到最低限度。