IQC-PE保护膜检验指导书-WI-QC-IQC-024
- 格式:xls
- 大小:32.00 KB
- 文档页数:1
检验作业指导书1.进料检验1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
若非迫不得已,公司应尽可能不启用“特采”。
“特采”必须由总经理批准,可行时还必须征得客户的书面许可。
IQC测试作业指导书一、背景介绍IQC(Incoming Quality Control)是指对进货物料的质量进行检验和控制的过程。
在生产过程中,IQC起到了非常重要的作用,它能够确保原材料和零部件的质量符合要求,从而保证产品的质量稳定性和可靠性。
本作业指导书旨在提供IQC测试的详细步骤和要求,以确保测试的准确性和一致性。
二、测试目的IQC测试的目的是评估进货物料的质量是否符合要求,确保原材料和零部件的可靠性和稳定性。
通过IQC测试,可以及时发现和排除不合格品,减少不良品进入生产流程,提高产品的质量和可靠性。
三、测试步骤1. 准备工作- 确定测试所需的进货物料和相关文件,包括物料规格、图纸等。
- 准备测试设备和工具,如测量工具、测试仪器等。
- 检查测试设备和工具的状态,确保其正常工作。
2. 样品接收- 按照供应商提供的发货清单,核对收到的样品数量和规格。
- 检查包装是否完好无损,防止运输过程中的损坏。
3. 外观检查- 对样品进行外观检查,包括颜色、形状、表面光洁度等方面。
- 检查是否有明显的破损、划痕、变形等缺陷。
4. 尺寸测量- 使用适当的测量工具,对样品的尺寸进行测量。
- 根据物料规格和图纸要求,对测量结果进行判定,判断是否合格。
5. 功能测试- 根据产品的功能要求,进行相应的功能测试。
- 检查样品是否能够正常工作,是否满足产品要求。
6. 性能测试- 根据产品的性能要求,进行相应的性能测试。
- 测试样品在不同条件下的性能表现,如温度、湿度等。
7. 化学成分分析- 对样品进行化学成分分析,确定其成分是否符合要求。
- 使用适当的化学分析方法,对样品进行测试。
8. 结果判定- 根据测试结果和物料规格要求,判定样品是否合格。
- 对于不合格的样品,记录具体的不合格项和原因。
9. 报告编写- 按照公司的标准格式,编写IQC测试报告。
- 报告中应包括样品信息、测试结果、判定依据等内容。
四、测试要求1. 测试人员应具备相关的测试知识和技能,熟悉测试方法和要求。
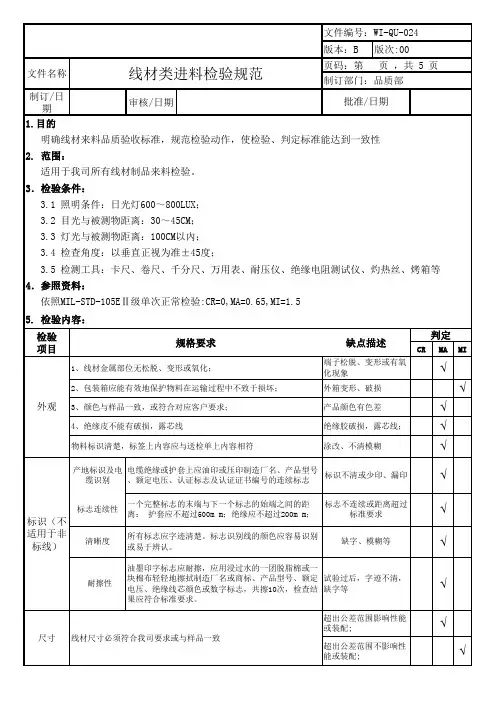
保护膜检验标准1.0目的:明确保护膜品质检验标准,确保保护膜质量符合本公司要求。
2.0适用范围:适用于本公司所有保护膜的进料检验。
3.0 定义:N/A4.0 使用文件及参考資料4.1工程图纸4.2BOM4.3 样品5.0 检验仪器设备及治/工具:5.1 卡尺5.2 投影仪、菲林6.0 抽样方案,检验条件:6.1 抽样方案6.1.1 抽样计划:依照MIL-STD-105E (II) 抽样检验。
6.1.2 判定方法:A 主要缺点:主要指功能,性能以及严重的外观缺陷, 依AQL:0.4接收。
B 次要缺点:主要指轻微的外观缺陷,依 AQL:1.0判定接收。
C 尺寸、性能:5片/批。
6.2 检验条件6.2.1光照条件:20W白炽灯或者40W荧光灯下,周围光亮度为800~1200 LUX。
6.2.2检验员视力要求1.0以上(含矫正视力)。
6.2.3 检查距离:30~45cm,检验时间:20S7.0 尺寸检查7.1用卡尺对照工程图纸,对来料保护膜的规格作尺寸检查,如尺寸超出公差值将不能接受。
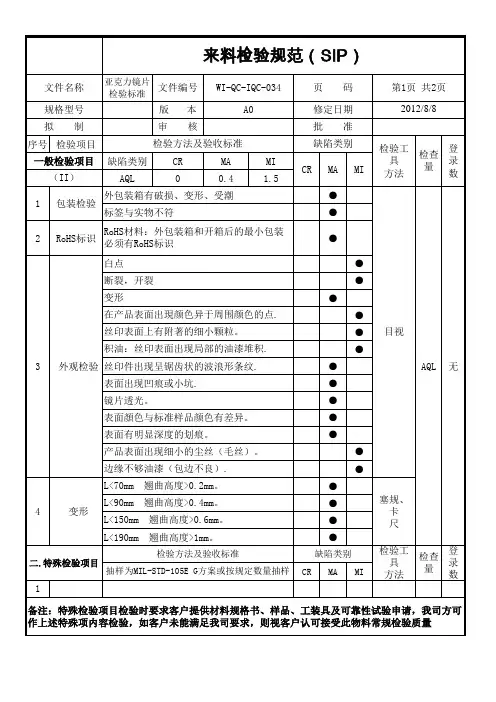
8.0检查项目及标准NO检验要点检验项目判定标准检验工具缺陷等级1包装检查包装来料包装是否完好,包装印刷字体清晰,标识单规范完整。
目视主要抽检包装是否按照标识的型号包装,不可混装,外包装的箱唛要和内包装标识一致。
目视主要来料的出货报告:型号、规格、数量、材质是否和订单一致目视主要外观检查划伤不可见深度目视主要脏污不允许目视主要褶皱/气泡不允许目视主要杂质点0.15≤D≤0.2mm 小于3个,且间隔大于10mm; D<0.15mm 不密集。
目视菲林主要毛丝保护膜边缘(四周)3mm以内的毛丝、异物不允许(不管毛丝、异物面积多大,均NG)目视菲林主要异物1.异物<Ф0.15mm允许有几个,要求:a.不影响显示;b.每两个尘点的距离>2mm(还需要看贴到产品上的视觉效果)2.异物≥Ф0.2mm,不允许目视菲林主要反离型不允许目视主要外型尺寸尺寸MIL-105E一次正常抽样计划,依工程图纸C=0;AQL=10。
IQC来料检验作业指导书Incoming_Inspection_Work_Instruction文件更改历史记录Amendment History版次Revision更改日期Change Date更改概要Description of Changes更改人Prepared by批准人Approved byPrepared by编制Reviewed by审核Approved by批准来料检验作业指导书Incoming_Inspection_Work_Instruction1.0Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials.本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0Sampling / Equipment Used 取样 / 使用设备2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样.2.2Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规4.2.4 Magnifier / Microscope / 放大镜 / 显微镜3.0Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格。
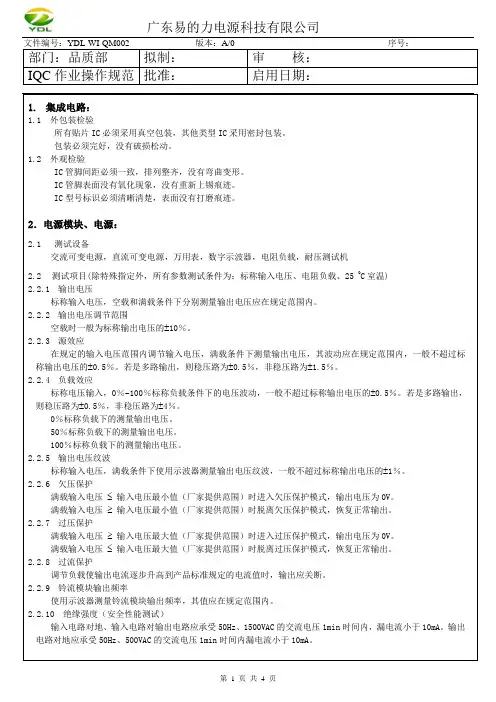
QC手法- IQC/IPQC/OQC检验方法一、原材料检验(IQC)l原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成。
②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式。
③试检:取小批量试样进行生产,检查生产结果是否符合要求。
l来料不合格的处理:①标识:在外包装上标明“不合格”,堆置于“不合格区”或挂上“不合格”标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:①从非合格供应商中采购物资——加强检验。
②检验不合格而采用的物资——挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
二、过程检验(IPQC)lIPQC的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求。
⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品。
员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
员工互检:下道工序操作人员对上道员工的产品进行检验,可以不予接收上道工序的不良品,相互监督,有利于调动积极性,但也会引起包庇、吵执等造成品质异常现象。
IQC检验作业指导书一、引言IQC(Incoming Quality Control)检验作为供应链管理中的重要环节,旨在确保进货物料的质量符合要求,从而保证生产过程的稳定性和产品质量的可控性。
本文档旨在提供一份IQC检验作业指导书,以便IQC检验员能够准确、高效地执行检验工作。
二、检验流程1. 收货- 检查货物包装是否完好,有无破损或渗漏现象。
- 核对货物数量与送货单上的信息是否一致。
- 检查货物标识是否清晰可辨,包括产品名称、规格型号、批次号等。
2. 外观检验- 根据产品的外观要求,对货物进行外观检查,包括颜色、形状、表面光洁度等。
- 检查是否存在明显的缺陷、划痕、变形等问题。
- 对于特殊要求的产品,根据相应的标准进行检验。
3. 尺寸检验- 根据产品的尺寸要求,使用合适的测量工具进行尺寸测量。
- 检查尺寸是否在允许范围内,是否符合产品规格要求。
- 对于特殊要求的尺寸,根据相应的标准进行检验。
4. 功能性检验- 根据产品的功能要求,进行相应的功能性测试。
- 检查产品是否能够正常运作,是否满足设计要求。
- 对于特殊要求的功能性测试,根据相应的标准进行检验。
5. 材料成分检验- 根据产品的材料成分要求,采用适当的检测方法进行材料成分检验。
- 检查材料成分是否符合要求,是否符合相关的法规和标准。
6. 抽样检验- 根据抽样计划和标准,进行抽样检验。
- 根据抽样结果,判断整批货物的合格性。
7. 记录与报告- 对每次IQC检验进行详细记录,包括检验日期、检验员、检验结果等信息。
- 对于不合格的货物,及时通知供应商,并进行不合格品处理。
- 汇总检验数据,生成检验报告,供相关部门参考。
三、检验标准1. 外观检验标准- 根据产品的外观要求,制定相应的检验标准,包括颜色、形状、表面光洁度等方面的要求。
2. 尺寸检验标准- 根据产品的尺寸要求,制定相应的检验标准,包括尺寸允许范围、公差要求等。
3. 功能性检验标准- 根据产品的功能要求,制定相应的检验标准,包括功能测试方法、合格判定标准等。
内衣行业-妇婴有限公司(质检作业指导书)IQC和QC作业指南一:IQC面、辅料检验1、工作区域:选择有光线地方、检验器具清洁、清扫。
2、整理工作区域,清除与本次作业无关的所有物件。
3、接通检验设备电源,开启设备查看灯光、计数表是否正常。
4、收齐应检验货品的批核样板、原板样衣、采购进货单、订单要求。
5、根据采购回仓数量按缸号每缸抽样并做好相应标记,(定做1000-3000米抽30%,3000-10000米抽20%,10000米以上抽10%,第一次检验不合格需加量抽检或全检,定做1000米以下或现金采购需全检,确保检验结果客观公正。
6、织物直向移动通过目测区域,保证1m长的可视范围进行检验。
7、以织物使用面为准,以目光距布面70cm-90cm评定疵点。
8、局部性疵点、线状疵点按疵点的长度计量,条块装疵点按疵点的最大长度或疵点最大宽度计量,累计对照表1计分。
表1 疵点计分规定(92公分*0.914码=84.088克)9、无论疵点大小和数量,直向1m全幅范围内最多计4分。
10、破损性疵点1m内无论疵点大小均计4分。
11、明显散布性疵点,每米计4分。
12、有效副宽按GB/T4667测量,偏差超过±2.0%,每米计4分。
13、纹路歪斜按GB/T14801测量,直向以1m为限,横向以幅宽为限,超过5.0%每米计4分。
有洗水后扭曲测量要求的,纹路歪斜可由供需双方协商解决。
14、与标样色差,用GB/T250评定,低于4级每米计4分。
15、同匹色差,用GB/T250评定,低于4-5级全匹每米计4分。
16、同批色差,用GB/T250评定,低于4级两个对照匹每米计4分。
17、每个接缝计4分。
18、距布头30cm以内的疵点不计分。
19、每匹布长度的测量按长度检测装置计量。
20、核对颜色、规格、数量。
21、取样或做缩水有理化测试:(布头或布尾4米处取1平方米左右)22、按《品质检验标准》做相关期内部检验,(白色面料需开底灯)23、做内部检验发现有疵点时用返工标签作出标识和记录。
IQC检验作业指导书一、引言IQC(Incoming Quality Control)是指对进货物料进行的质量控制检验,旨在确保进货物料的质量符合预期标准。
本文档旨在提供IQC检验作业的详细指导,包括检验流程、检验标准、检验方法等内容。
二、检验流程1. 检验准备阶段在进行IQC检验之前,需要进行以下准备工作:- 确定检验项目和标准:根据进货物料的特性和要求,明确需要检验的项目和相应的标准。
- 准备检验设备和工具:根据检验项目的要求,准备相应的检验设备和工具,如测量仪器、试验设备等。
- 制定检验计划:根据进货物料的数量和紧急程度,制定检验计划,明确检验的时间和地点。
2. 检验执行阶段在进行IQC检验时,按照以下步骤进行:- 接收进货物料:将进货物料送至指定的检验区域,确保物料的完整性和准确性。
- 样品抽取:根据抽样方案,从进货物料中抽取代表性样品,确保样品的代表性和可靠性。
- 检验项目执行:根据检验项目和标准,对样品进行相应的检验,如尺寸测量、外观检查、性能测试等。
- 记录检验结果:将检验结果记录在检验报告中,包括样品信息、检验项目、检验结果等内容。
- 处理不合格物料:对于不符合标准的物料,根据供应商协商的方式进行处理,如退货、返修等。
3. 检验报告编制阶段在完成IQC检验后,需要编制检验报告,包括以下内容:- 样品信息:记录样品的基本信息,如批次号、供应商信息等。
- 检验项目和标准:列出检验项目和相应的标准要求,确保检验结果的可比性和一致性。
- 检验结果:将每个检验项目的结果进行记录,包括合格、不合格等。
- 备注:对于特殊情况或异常情况,进行相应的备注说明。
- 签名和日期:检验人员和审核人员对检验报告进行签名,并标注日期。
三、检验标准1. 外观检查标准- 表面光洁度:根据物料的要求和标准,对表面的光洁度进行评估,如无划痕、无污染等。
- 外观缺陷:对物料表面的缺陷进行检查,如凹陷、划痕、气泡等。
- 颜色一致性:对物料的颜色进行检查,确保颜色的一致性和符合要求。
沿海集团公司IQC检验作业指导书1、外部结构尺寸符合图纸要求/叠厚为28mm/后端支架长26.5mm/前端支架长14.5mm/螺牙底到支架面的距离为200.5mm;2、空载转速为2400010%rpm/功率为754W;3、冷态时AC1800V 0.5mA 3S不击穿,不闪络;沿海集团公司IQC检验作业指导书沿海集团公司IQC检验作业指导书沿海集团公司IQC检验作业指导书6、测量杆片宽度为6.30.02mm,厚为10.02mm。
沿海集团公司IQC检验作业指导书2、对线身以37.50V, 0.5mA测试击穿;3、长度根据订货单而定;(偏差小于2mm)4、外径与截面积按订货单而定。
沿海集团公司IQC检验作业指导书1、普通壶发热管Ac220V.650W(5%,10%) Ac110V.650W(5%,10%)2、认证壶发热管Ac230V.7500W(5,10%)3、冷态时Ac2100V,0.5mA无击穿、无闪络;4、热态时Ac2000V,0.5mA无击穿、无闪络;5、经烧水后管身弯形、漏水、破裂;沿海集团公司IQC检验作业指导书1、 外部结构尺寸符合图纸要求/叠厚为23mm/后端固定支架长为24.5mm/前端支架长14.5mm 转轴径4.5mm/螺牙长为6mm 。
2、 空载转速为2300010%pm/电流为0.34A/功率为684w ; 3、 冷态时AC1500V ,0.5mA 无击穿,无闪络。
1、前支架的安装孔偏移为0.05mm/水平偏移为0.05mm/转轴螺牙平偏移为0.05mm/转轴螺牙底到支架面的高度20.50.5mm ;2、通电运转达电火花大于2级/噪声大于40dB / 振动大。
3、电机装配后,以240V 电压通电运转,要求寿命不小于6小时(此项检验抽样可用特殊检查水平S-1)沿海集团公司IQC 检验作业指导书1、定子叠厚2.0mm/后端架长35mm,误差为0.5mm前端架长20mm,误差为0.5mm/转轴径中6.35mm0.5/ 2、空载转速:一档1750010%RPM / 功率为二档2000010%RPM / 功率为三档2250010%RPM / 功率为3、冷态时AC1500V,0.5mA不击穿,不闪络。