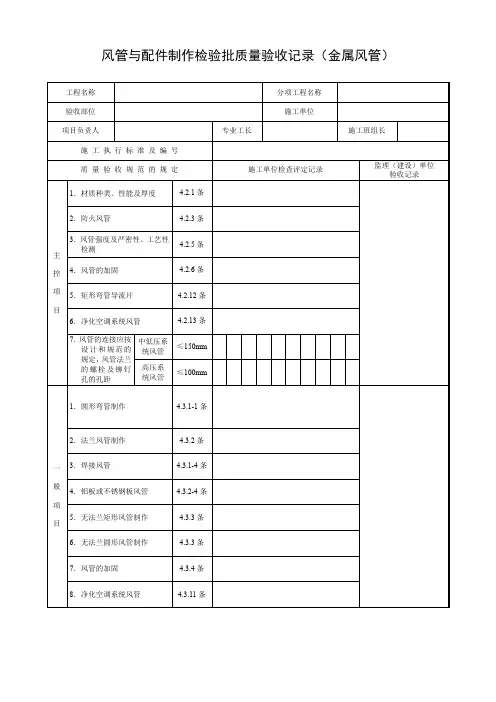
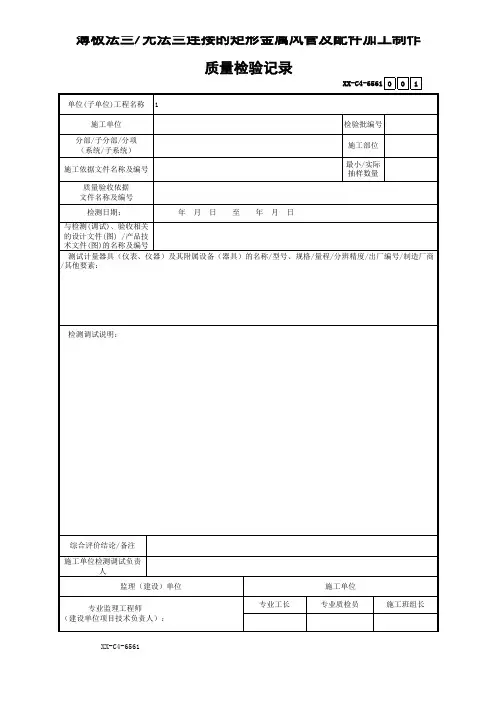
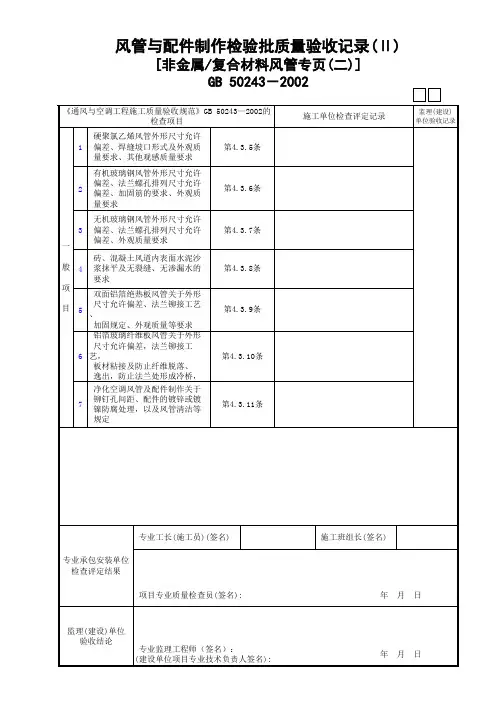
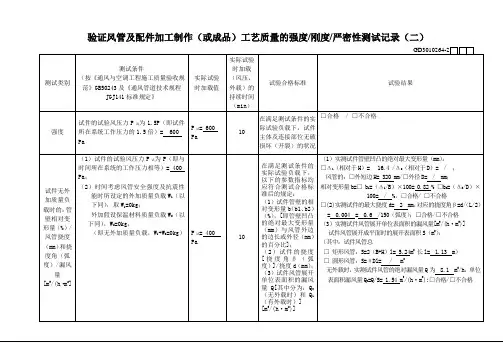
薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录(二)
- 格式:xls
- 大小:31.00 KB
- 文档页数:1

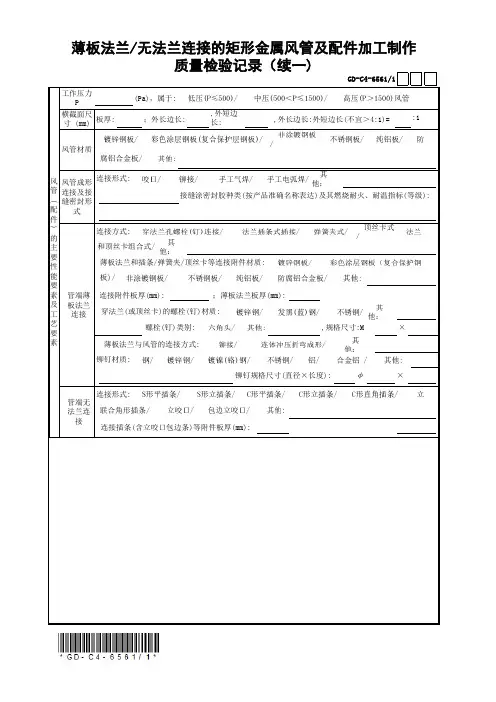
×φ板厚:;外长边长:,外长边长:外短边长(不宜>4:1)=风 管 ︵配 件
︶ 的
主要性
能要
素及工艺要
素工作压力
P
横截面尺寸 (mm)
风管材质
风管成形 连接及接 缝密封形
式
管端薄 板法兰 连接 管端无
法兰连 接连接插条(含立咬口包边条)等附件板厚(mm):薄板法兰/无法兰连接的矩形金属风管及配件加工制作
质量检验记录(续一)
(Pa),属于: 联合角形插条/
连接形式:
铆钉规格尺寸(直径×长度):
×铆钉材质:
薄板法兰与风管的连接方式:他:
螺栓(钉)类别:,规格尺寸:M 穿法兰(或顶丝卡)的螺栓(钉)材质:他:连接附件板厚(mm):;薄板法兰板厚(mm):
板)/
和顶丝卡组合式/他: 薄板法兰和插条/弹簧夹/顶丝卡等连接附件材质:接缝涂密封胶种类(按产品准确名称表达)及其燃烧耐火、耐温指标(等级):连接方式:/腐铝合金板/
连接形式:他:/GD-C4-6561/1
,外短边长::1。
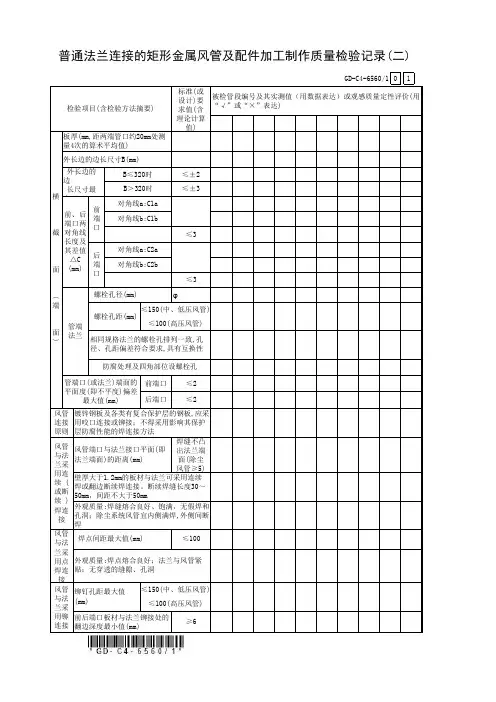
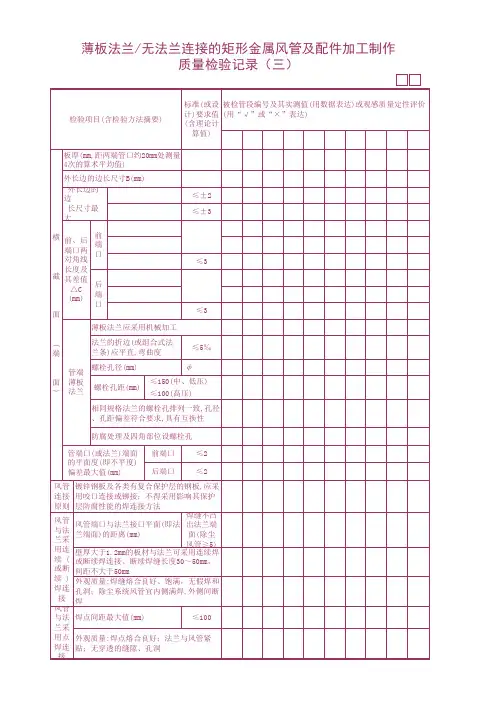
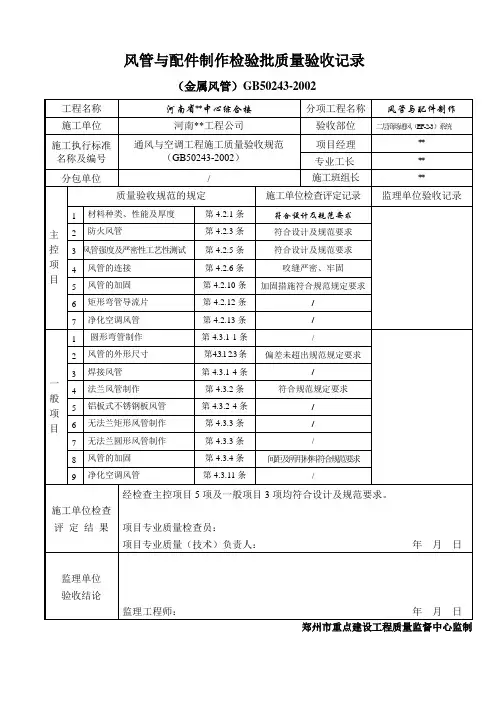
01φ普通法兰连接的矩形金属风管及配件加工制作质量检验记录(二)GD-C4-6560/1检验项目(含检验方法摘要)标准(或 设计)要 求值(含理论计算值)被检管段编号及其实测值(用数据表达)或观感质量定性评价(用“√”或“×”表达)横 截面 ︵端 面 ︶板厚(mm,距两端管口约20mm处测量4次的算术平均值)外长边的边长尺寸B(mm)外长边的边长尺寸最大B≤320时≤±2B>320时≤±3对角线b:C1b 对角线b:C2b 前、后 端口两 对角线 长度及其差值 △C (mm)前 端 口对角线a:C1a 管端 法兰 螺栓孔径(mm) 螺栓孔距(mm)≤3后 端 口对角线a:C2a ≤3≤100(高压风管)≤150(中、低压风管)后端口≤2相同规格法兰的螺栓孔排列一致,孔径、孔距偏差符合要求,具有互换性防腐处理及四角部位设螺栓孔风管端口与法兰接口平面(即法兰端面)的距离(mm)焊缝不凸 出法兰端 面(除尘 风管≥5)壁厚大于1.2mm的板材与法兰可采用连续焊或翻边断续焊连接。
断续焊缝长度30~50mm,间距不大于50mm 管端口(或法兰)端面的 平面度(即不平度)偏差最大值(mm)前端口≤2风管 与法兰采用点焊连接焊点间距最大值(mm)≤100风管 连接 原则镀锌钢板及各类有复合保护层的钢板,应采用咬口连接或铆接;不得采用影响其保护层防腐性能的焊连接方法风管 与法 兰采 用连 续 ( 或断 续 ) 焊连 接外观质量:焊缝熔合良好、饱满,无假焊和孔洞;除尘系统风管宜内侧满焊,外侧间断焊外观质量:焊点熔合良好;法兰与风管紧贴;无穿透的缝隙、孔洞风管 与法 兰采用铆 连接铆钉孔距最大值(mm)≤150(中、低压风管)≤100(高压风管)前后端口板材与法兰铆接处的翻边深度最小值(mm)≥6。
金属矩形风管薄钢板法兰连接技术摘要:金属矩形风管薄钢板法兰风管制作、安装技术与传统角钢法兰连接技术相比,具有工艺先进、产品质量稳定,制作、安装生产效率高,成型质量好,操作人员工种少(省去焊工、油漆工种),减少环境污染,降低操作劳动强度,缩短工期,加快工程建设进度等特点。
金属矩形风管薄钢板法兰连接技术,根据加工形式的不同有所区别:法兰与风管管壁为一体的形式,称之为“共板法兰风管”、“无法兰风管”或叫“TDC法兰风管”;另一种则是“组合式法兰”风管(又称之为TDF法兰),其薄钢板法兰采用组合式法兰,机器制作成形,根据风管长度下料后,插入制作好的风管管壁端部,再用铆(压)连接为一体。
本文对金属矩形风管薄钢板连接技术作总结介绍。
关键词:金属矩形风管薄钢板法兰风管制作;安装技术一、应用概况本工程金属矩形风管薄钢板法兰连接技术采用的是:法兰与风管管壁为一体的形式,称之为“共板法兰风管”。
适用于通风空调系统中工作压力小于等于1500Pa的系统,风管边长小于等于2000mm的薄钢板法兰矩形风管的制作和安装。
二、施工方法和施工流程及工艺1、主要技术内容本工程薄钢板法兰风管采用的构造形式为:经过专用机械加工风管与法兰同为一体,风管间的连接采用弹簧夹式。
薄钢板法兰风管的制作,可采用单机设备分工序完成风管制作;也可采用在计算机控制下,用过自动生成线将材料类型选择、剪切下料、风管板面连接形式及法兰成形、折方等工序顺序自动完成。
异性风管可采用数控等离子切割设备下料,工序简单、操作时间短,下料准确。
设备的配套使用实现了直风管加工和风管配件下料的自动化。
2、技术指标金属矩形薄钢板法兰连接技术的技术指标应符合国家标准《通风与空调工程施工质量验收规范》GB50243,《通风管道技术规程》JG141以及《薄钢板法兰风管制作与安装》07K133中的有关规定。
3、施工流程3.1、共板法兰制作流程:确定风管尺寸→镀锌板调整进料入机台→剪板机剪板→切割机切角→压筋→角连接件、弹簧夹、顶丝卡制作→咬口(插口、承口)→机制TDF法兰成形机)→折弯机折弯→合缝→上角码调整→质检。