E+L-纠偏调试手册
- 格式:docx
- 大小:484.00 KB
- 文档页数:10
(4)
(5)
(6)
(7)
SET UP
按住__不松手,显示。。4,E+L
SET UP
25
26
(8) 按住
不松手,按
将其至
3.0
至13(纠偏灵敏度),松开
16
24
20
1
SET UP
,按
(电机总行程)
,按至
(电机正行程)
,按至
SET UP
至27(电机负行程),松开
100
30
,按至-30
(9)
按住
SET UP
左反光板/右反光板
2
必选
5
接近开关
PNP常开(倍加福)
1
必选
6
接近开关座
1
可选/可不选
7
控制器
DC1340R
1
必选
8
电眼安装支架
VA5121
2
按照实际情况选择
9
马达线
6*0.75mm屏蔽线
可选/可不选
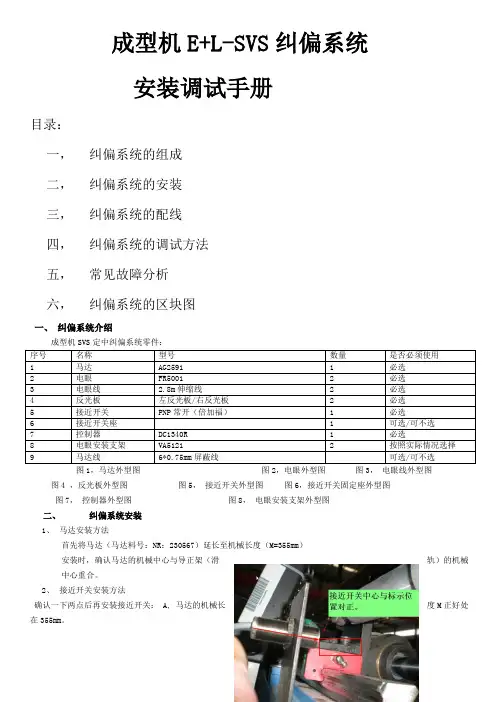
确认一下两点后再安装接近开关:A,马达的机械长度M正好处
在355mm
B,导正辊处的滑块位于滑轨的中心处。,
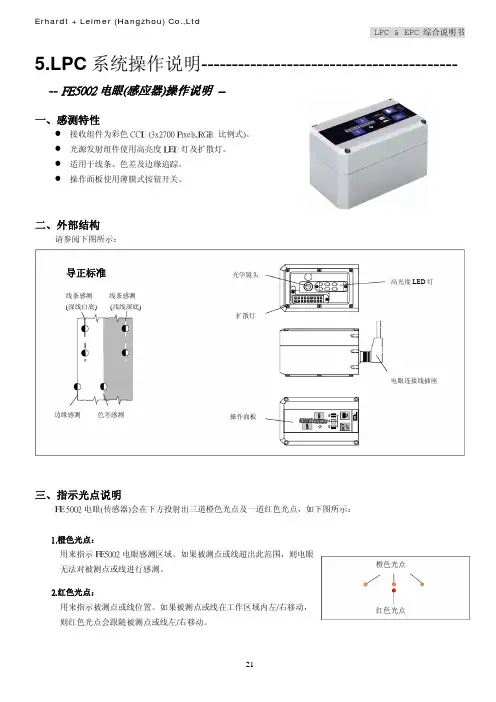
如上图,同时按住DEV键和GRP键,约20秒以后电眼指示灯上有两个灯在常亮,后松开DEV键和
GRP键,其中红色区域为电眼的群组号,蓝色区域为电眼的设备号。
对于右侧电眼,按动GRP键,将群组号的指示灯跳到0,之后按动DEV键,将设备号调成1。
对于左侧电眼 按动GRP键,将群组号的指示灯跳到0,之后按动DEV键,将设备号调成2。 等待几秒后电眼会自动重启,电眼地址修改完毕。
如果大于5,将30,31均清0,此时马达回到机械长度,然后调节接近开关铁片位置,使铁片位置介于接近开 关指示灯亮与不亮之间,并将26,27分别设置成30.,
2,检查电眼的地址,顺着材料运行的方向看右侧电眼地址为
或者2为设备号。
(25
此时,
不松手,
-30即可
0.1,左侧电眼地址为0.2., 其中0为群组号,1
商板按键介绍
数码显亍管
参数调节蔭电源指示
EE--±=
则修改
-1
电眼功能选择
LT
1、根据马
RK4004
参数
以下方法进行检查,若参数不对,
首先、安装
SET IIP
SET UP
其次
不松手,按一下
,此时显示0,再按至42,
设定参数
)
0, 显示。
完成解锁功能。
0,继续按:至显示。。3,然后松开
(1)
(2)
(3)
成型机
安装调试手册
目录:
纠偏系统的组成
—> 三, 四, 五, 六,
纠偏系统的安装 纠偏系统的配线 纠偏系统的调试方法 常见故障分析 纠偏系统的区块图
纠偏系统介绍
成型机SVS定中纠偏系统零件:
序号
名称
型号
数量
是否必须使用
1
马达
AG2591
1
必选
2
电眼
FR5001
2
必选
3
电眼线
2.8m伸缩线
2
必选
4
反光板
按
至81
SET UP
(18)
按住
SET UP
■不松手,
△
按
至83
(19)
按住
SET UP
■不松手,
△
按
至84
(20)
按住
SET UP
不松手,
△
按
至85
SET UP
(马达极限信号)
(回中开关信号)
(自动信号)(Βιβλιοθήκη 中信号),松开,松开
按至2
按至-3
(21)
(22)
按住
97#参数0801
不松手,
△
至86
(手动信号)
SET UP
松开
14
松开
11(更改为15)
松开
15(更改为11)
(23)
按住
SET UP
不松手,
至99
(选择双电眼工作),
松开
SET UP
,按至
(24)
按住
SET UP
不松手,
至3,松开
SET UP
,按至10(给电机做初始化)
SET UP
按
按住
执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
安装方法:在马达机械长度(M=355mm状态下,安装铁片边缘在 接近开关中间位置,安装高度2-3mm即可
目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的
3、 系统配线见附件
注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点
1L/24V+
N/DV
PE
:r
■
STOP SET UP
二o+
■S
故障一:电机极限指示灯同时在闪烁,请检查RK4004内是否报ERR13,此故障为电机卡住。
请松开电机接头,检查滑轨是否顺畅。如果顺畅,按照调试步骤,检查参数是否正常,若正常,重新 给电机做初始化,即可。
故障二:控制板报ERR10,此故障为电机线断开,检查电机线是否有磨损,或者扯断。
故障三:控制板报ERR7,此故障为右侧电眼故障;或者ERR8,则为左侧电眼故障,请检查电眼线是否有断
开情况。 如正常。 则可能电眼存在问题。更换电眼测试一下。
故障四:操作面板上电眼全遮指示灯和全不遮指示灯同时闪烁,清洁电眼及反光板。
如果还有其他故障,欢迎与我司技术人员联系。
莱默尔(杭州)机电设备有限公司青岛办事处
不松手,
至50(速度_P),松开
SET UP
,按至2.0
,按至0.1
(15)
56
电流4A(2.9时报警Err3)
(16)
按住
SET UP
不松手,按囚至57(电机电流),松开
SIET UP
SET UP
SET UP
至51(速度_1),松开
按住
不松手,
按
(14)
,按至2.9
SET UP
(17)
按住
不松手,
X4£3
4-24V DC
1-24V DC
其3£2X4-O-Jso
+J^v —3
1-.Z4VDC
g
+W—>
5EhlN->MWJT-r>
^8lN->ilaajrT>HSET->
s
5
4
3
**
—
3
r
严
5
UH>
声E
>
i
怦
4
H
E
2
LF
CC
TE翟.fnMn忑畏更g
三,纠偏的调
试步骤
检查E+L电源线和信号线是否为24VDC确认没问题后,上电
不松手,
34
(编码器解析度),松开
SET UP
,按至
(10)
按住
SET UP
—松手,
35
(减速比),松开
SET UP
,按至8
(11)
按住
SET UP
—松手,
36
(螺杆牙距),松开
SET UP
,按至5
(12)
按住
SET UP
不松手,
48
(最大电机转速)
,松开
SET UP
,按至
2750
(13)
按住
SET UP
3,测试马达手、自动及对中动作是否正常。
如果马达方向相反,可以更改24号参数,由1改为0
四,常见故障分析:
对于我司纠偏控制器的故障分析,我们可以根据以下两点:
RT操作面板指示灯意义和RK4004控制板上的错误码信息。
电眼选中指示幻
HBMM
\
电眼全遮指示费乙
电机极限喇
示灯
电眼全不牡耳d
指示灯
s ~~nvk
联系XX:0532-85816162, 传真:0532-85817072
(5)
(6)
(7)
SET UP
按住__不松手,显示。。4,E+L
SET UP
25
26
(8) 按住
不松手,按
将其至
3.0
至13(纠偏灵敏度),松开
16
24
20
1
SET UP
,按
(电机总行程)
,按至
(电机正行程)
,按至
SET UP
至27(电机负行程),松开
100
30
,按至-30
(9)
按住
SET UP
左反光板/右反光板
2
必选
5
接近开关
PNP常开(倍加福)
1
必选
6
接近开关座
1
可选/可不选
7
控制器
DC1340R
1
必选
8
电眼安装支架
VA5121
2
按照实际情况选择
9
马达线
6*0.75mm屏蔽线
可选/可不选
确认一下两点后再安装接近开关:A,马达的机械长度M正好处
在355mm
B,导正辊处的滑块位于滑轨的中心处。,
如上图,同时按住DEV键和GRP键,约20秒以后电眼指示灯上有两个灯在常亮,后松开DEV键和
GRP键,其中红色区域为电眼的群组号,蓝色区域为电眼的设备号。
对于右侧电眼,按动GRP键,将群组号的指示灯跳到0,之后按动DEV键,将设备号调成1。
对于左侧电眼 按动GRP键,将群组号的指示灯跳到0,之后按动DEV键,将设备号调成2。 等待几秒后电眼会自动重启,电眼地址修改完毕。
如果大于5,将30,31均清0,此时马达回到机械长度,然后调节接近开关铁片位置,使铁片位置介于接近开 关指示灯亮与不亮之间,并将26,27分别设置成30.,
2,检查电眼的地址,顺着材料运行的方向看右侧电眼地址为
或者2为设备号。
(25
此时,
不松手,
-30即可
0.1,左侧电眼地址为0.2., 其中0为群组号,1
商板按键介绍
数码显亍管
参数调节蔭电源指示
EE--±=
则修改
-1
电眼功能选择
LT
1、根据马
RK4004
参数
以下方法进行检查,若参数不对,
首先、安装
SET IIP
SET UP
其次
不松手,按一下
,此时显示0,再按至42,
设定参数
)
0, 显示。
完成解锁功能。
0,继续按:至显示。。3,然后松开
(1)
(2)
(3)
成型机
安装调试手册
目录:
纠偏系统的组成
—> 三, 四, 五, 六,
纠偏系统的安装 纠偏系统的配线 纠偏系统的调试方法 常见故障分析 纠偏系统的区块图
纠偏系统介绍
成型机SVS定中纠偏系统零件:
序号
名称
型号
数量
是否必须使用
1
马达
AG2591
1
必选
2
电眼
FR5001
2
必选
3
电眼线
2.8m伸缩线
2
必选
4
反光板
按
至81
SET UP
(18)
按住
SET UP
■不松手,
△
按
至83
(19)
按住
SET UP
■不松手,
△
按
至84
(20)
按住
SET UP
不松手,
△
按
至85
SET UP
(马达极限信号)
(回中开关信号)
(自动信号)(Βιβλιοθήκη 中信号),松开,松开
按至2
按至-3
(21)
(22)
按住
97#参数0801
不松手,
△
至86
(手动信号)
SET UP
松开
14
松开
11(更改为15)
松开
15(更改为11)
(23)
按住
SET UP
不松手,
至99
(选择双电眼工作),
松开
SET UP
,按至
(24)
按住
SET UP
不松手,
至3,松开
SET UP
,按至10(给电机做初始化)
SET UP
按
按住
执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
安装方法:在马达机械长度(M=355mm状态下,安装铁片边缘在 接近开关中间位置,安装高度2-3mm即可
目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的
3、 系统配线见附件
注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点
1L/24V+
N/DV
PE
:r
■
STOP SET UP
二o+
■S
故障一:电机极限指示灯同时在闪烁,请检查RK4004内是否报ERR13,此故障为电机卡住。
请松开电机接头,检查滑轨是否顺畅。如果顺畅,按照调试步骤,检查参数是否正常,若正常,重新 给电机做初始化,即可。
故障二:控制板报ERR10,此故障为电机线断开,检查电机线是否有磨损,或者扯断。
故障三:控制板报ERR7,此故障为右侧电眼故障;或者ERR8,则为左侧电眼故障,请检查电眼线是否有断
开情况。 如正常。 则可能电眼存在问题。更换电眼测试一下。
故障四:操作面板上电眼全遮指示灯和全不遮指示灯同时闪烁,清洁电眼及反光板。
如果还有其他故障,欢迎与我司技术人员联系。
莱默尔(杭州)机电设备有限公司青岛办事处
不松手,
至50(速度_P),松开
SET UP
,按至2.0
,按至0.1
(15)
56
电流4A(2.9时报警Err3)
(16)
按住
SET UP
不松手,按囚至57(电机电流),松开
SIET UP
SET UP
SET UP
至51(速度_1),松开
按住
不松手,
按
(14)
,按至2.9
SET UP
(17)
按住
不松手,
X4£3
4-24V DC
1-24V DC
其3£2X4-O-Jso
+J^v —3
1-.Z4VDC
g
+W—>
5EhlN->MWJT-r>
^8lN->ilaajrT>HSET->
s
5
4
3
**
—
3
r
严
5
UH>
声E
>
i
怦
4
H
E
2
LF
CC
TE翟.fnMn忑畏更g
三,纠偏的调
试步骤
检查E+L电源线和信号线是否为24VDC确认没问题后,上电
不松手,
34
(编码器解析度),松开
SET UP
,按至
(10)
按住
SET UP
—松手,
35
(减速比),松开
SET UP
,按至8
(11)
按住
SET UP
—松手,
36
(螺杆牙距),松开
SET UP
,按至5
(12)
按住
SET UP
不松手,
48
(最大电机转速)
,松开
SET UP
,按至
2750
(13)
按住
SET UP
3,测试马达手、自动及对中动作是否正常。
如果马达方向相反,可以更改24号参数,由1改为0
四,常见故障分析:
对于我司纠偏控制器的故障分析,我们可以根据以下两点:
RT操作面板指示灯意义和RK4004控制板上的错误码信息。
电眼选中指示幻
HBMM
\
电眼全遮指示费乙
电机极限喇
示灯
电眼全不牡耳d
指示灯
s ~~nvk
联系XX:0532-85816162, 传真:0532-85817072