电机定子铁心硅钢片的模具设计与制造
- 格式:pdf
- 大小:260.39 KB
- 文档页数:3
JIU JIANG UNIVERSITY毕业论文(设计)题目电动机定子铁芯冲压模具设计英文题目Design of Motor stator core stampingDie院系机械与材料工程学院专业机械设计制造及其自动化姓名年级2011级(机A0731)指导教师二零一一年五月摘要随着科学技术的不断进步和工业生产的迅速发展,冲压加工已成为机械制造也中先进高效的加工方法之一,其应用范围十分广泛,不仅可以加工金属材料,而且可以加工非金属材料,在现代制造业如汽车,拖拉机,农业机械,电机,电器,仪表,化工,玩具以及日常生活用品的生产方面,都占有十分重要的地位。
本文简单介绍了冲压模具的概念、基本特点、现状及发展方向,阐述了冲压模具的设计原理,并介绍了冲压模具的一般设计流程。
在模具设计过程中,首先通过对定子冲压片做工艺性分析,确定冲压工艺方案,初步确定模具的结构型式,进行凸、凹模刃口尺寸计算,对模具零部件的设计及选用,完成了定子冲压片冲压模具的设计。
在本文的设计过程中,主要详细介绍了本产品冲压工艺方案的分析确定、模具刃口尺寸的计算方法,以及模具非标准零部件的设计计算和标准零部件的设计及选用。
最后,通过计算机辅助设计软件,完成了定子冲压片的模具设计,绘制了定子冲压模具的总装图和模具的主要零部件图,并对主要零部件进行加工工艺的分析设计,最后还对本套模具进行装配设计,完成了该模具设计的一整套流程。
【关键词】模具设计;工艺性分析;模具工艺方案论证;工艺计算;制造工艺AbstractWith the continuous progress of science and technology and the rapid development of industrial production, Stamping processing has become one of the advanced and efficient processing methods, whose application scope is very extensive. Not only can processes metal materials, but also non-metallic material, Stamping processing has becoming more and more important role in modern manufacturing industry such as automotive, tractors, agricultural machinery, motor, electric appliances, instruments, chemical, toys and daily production. This paper briefly introduced the stamping mould concept, basic characteristics, current situation and development direction, and also introduced the design principle of stamping mould, and general design process of stamping mould.In the design process, through anglicizing the process of stator, the structure of mold is determined tentatively. Convex and concave-edge size is calculated; the mold parts are designed and selected. At last, the design of the stator stamping die were completed. In the design process, mainly introduces to identify the product of stamping process program analysis, the calculation method of blade size mold and die non-standard parts design calculation and standard parts design and choose. Finally, through computer aided design software, completed the stator stamping mold design, draw a floor drain stamping mold assembly and the main parts drawing to carry on the processing technology of main componentanalysis and design, and finally designed this set of mold assembly , completed the mold design set of processes.【Key words】Mold design ;usability analysis;mould process scheme comparison;process calculation;manufacturingprocess目录摘要 (Ⅰ)Abstract (Ⅱ)前言 (1)第1章绪论 (2)1.1 冲压的概念、特点 (2)1.2 冲压技术的现状及发展方向 (3)1.3 冲压的基本工序及模具结构 (5)第2章冲压模具的设计 (7)2.1 零件的工艺性分析 (7)2.2 冲压工艺方案的确定 (8)2.3 模具结构式的初步确定 (9)2.4 主要设计计算 (12)2.5 主要零部件的设计计算与选 (18)2.6 绘制模具总装图和模具零部件图(附图) (22)2.7 小结 (22)第3章冲压模具主要零件的加工工艺设计及模具装配分析 (22)3.1冲压模具主要零件的加工工艺设计 (22)3.2模具装配分析 (23)结束语 (26)参考文献 (27)致谢 (28)前言现代模具工业有“不衰亡工业”之称。

冲压模课程设计报告题目:铁芯片复合模设计专业:模具设计与制造姓名:郭宁导师:唐向清老师时间: 2010.10.21冲压模具设计报告摘要:本论文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容。
通过本次设计,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲孔复合模,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
本设计主要工序包括:冲孔和落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题。
本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和主要工作零件图。
关键词:冷冲压铁芯片冲裁落料第 2 页共24页南通纺织职业技术学院目录摘要: (2)1.绪论 (4)1.1 冲压的概念、特点及应用 (4)1.2 冲压的基本工序及模具 (4)1.3 冲压技术的现状及发展方向 (5)2.设计课题及设计任务书 (8)2.1 设计课题 (8)2.1.1课题来源 (8)2.1. 2 课题研究的目的与基本要求 (8)2.2设计任务书 (9)3.冲压工艺与模具设计 (10)3.1 冲压件工艺分析 (10)3.2 工艺方案及模具结构类型 (10)3.3 排样设计及计算 (11)4工艺设计与计算 (12)4.1冲压力的计算 (12)4.2确定压力中心 (13)4.3 凸凹模刃口尺寸计算 (13)4.4主要模具零件结构尺寸 (15)4.5其它模具零件结构尺寸 (16)4.6 冲床选用 (16)5.1凹模加工工艺规程 (18)5.2凸凹模加工工艺规程 (18)5.3凸模固定板加工工艺规程 (19)5.4凸凹模固定板加工工艺规程 (19)5.5卸料板加工工艺规程 (20)5.6上垫板加工工艺规程 (20)第 3 页共24 页冲压模具设计报告5.7下垫板加工工艺规程 (21)5.8空心垫板加工工艺规程 (21)5.9上模座加工工艺规程 (22)5.10下模座加工工艺规程 (22)5.11推件块加工工艺规程 (22)5.12冲孔凸模加工工艺规程 (23)6.设计总结 (24)7参考文献 (24)1.绪论1.1 冲压的概念、特点及应用冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
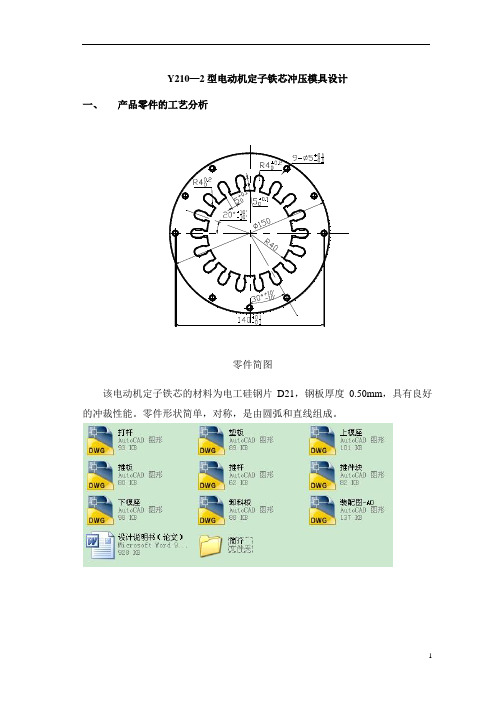
Y210—2型电动机定子铁芯冲压模具设计一、产品零件的工艺分析零件简图该电动机定子铁芯的材料为电工硅钢片D21,钢板厚度0.50mm,具有良好的冲裁性能。
零件形状简单,对称,是由圆弧和直线组成。
对于冲小孔Φ5,冲复杂圆孔Φ80,按照冲压手册一般冲孔模对该材料(钢 <400MPa)可以冲压的最小的孔径为d≧t=0.5mm,因而小孔符合工艺要求。
最小孔边距为b=3.5mm≧t,因而符合孔边距工艺要求,以上分析均符合冲裁工艺要求。
由表1、2 查出冲裁件内外所能达到的经济精度为IT11,孔中心与边缘距离尺寸公差为±0.6,对于孔心距公差为±0.1,将以上精度与零件简图中所标注的尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证,其他尺寸标准、生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲孔落料复合冲裁模进行加工,且一次成形。
二、模具类型的确定常见的模具形式可分为单工序模、复合模和级进模三种。
确定模具形式,应以冲裁工件的要求、生产批量、模具加工条件为主要依据。
4冲压生产批量与合理模具形式见表3 ,单工序模、级进模和复合模的比较见表通过以上关系比较,此工件是大批量生产,故采用冲孔落料复合冲裁模进行加工,且一次冲压成行。
所谓复合模具结构,就是在冲床的一次行程内,完成两道以上的冲压工序。
在完成这些工序过程中,冲件材料无需进给移动。
复合模具结构的优点(1)制件精度高。
由于是在冲床的一次行程内,完成数道冲压工序。
因而不存在累积定位误差。
使冲出的制件内外形相对位置及各件的尺寸一致性非常好,制件平直。
适宜冲制薄料和脆性或软质材料。
(2)生产效率高。
(3)模具结构紧凑,面积较小。
复合模具结构的选用原则:只有当制件精度要求高,生产批量大,表面要求平整时,才选用复合模具结构。
三、冲裁间隙的选用在冲裁模的设计中,凸凹模间隙的合理选取,是保证模具正常工作、提高冲片质量、延长模具寿命的一个关键因素。


收稿日期:2008 03 27作者简介:陈 展(1977 ),女,讲师。
文章编号:1001 4934(2008)05 0018 03电机定子铁心硅钢片的模具设计与制造陈 展(广州市高级技工学校,广东 广州 510410)摘 要:针对电机定子铁心硅钢片的工艺特点,在分析级进模具与落料模具优缺点的基础上,设计了一套有弹性卸料装置的精密落料模;并介绍了该模具的结构特点、设计思路以及制造中应注意的问题。
关键词:定子铁心;硅钢片;落料模;模具结构中图分类号:T G386.2 文献标识码:BAbstract:Accordin g to the technical char acter istics of motor stator core made of silicon-steel plate,a set of pr ecise blanking die with a flexible stripper was designed thr ough analy zing the advantages and disadvantages of both progr essive die and blanking die.T he char ac teristics of th e die structure,the design ideas and matter s need attention in the manufactur ing process wer e all introduced.Keywords:stator cor e;silicon-steel plate;blanking die;die structur e0 引言电动机定子的作用是用来产生磁场和作电动机的机械支撑。
电动机的定子由定子铁心、定子绕组和机座三部分组成。
定子铁心硅钢片在冲压成形后如有毛刺,会影响电磁场,引起涡流,而且会使电线绝缘层破损;定子铁心片的尺寸如有偏差,会使电动机定子和转子间隙不均造成发热故障。


简述永磁同步电机的结构永磁同步电机是一种使用永磁材料作为磁场源的电机,具有高效率、高功率密度和高控制精度等优点,被广泛应用于工业生产、交通运输和可再生能源等领域。
下面将对永磁同步电机的结构进行简述。
首先,永磁同步电机的主要组成部分包括定子、转子和永磁体。
定子是电机的静态部分,由定子铁心和绕组组成。
定子铁心是由硅钢片叠压而成的,以减小铁损和涡流损耗。
绕组则由多组线圈绕制而成,用于产生磁场。
定子线圈通电时产生的磁场与转子磁场相互作用,从而产生转矩。
转子是电机的动态部分,由转子铁心和永磁体组成。
转子铁心同样由硅钢片叠压而成,以减小铁损和涡流损耗,并提高电机的动态特性。
永磁体则是永磁同步电机的核心部件,用于产生稳定的磁场。
在永磁同步电机中,常见的永磁体材料有永磁铁氧体、钕铁硼和钴铁硼等。
这些材料具有高磁能积、高矫顽力和高磁导率等特点,使得电机具有较高的磁场强度和较低的磁场衰减。
除了定子和转子之外,永磁同步电机还包括电机的支承结构、端盖和轴等部件。
支承结构用于安装和支撑电机的各个部分,以保证电机的正常运转。
端盖则用于封装电机的内部部件,保护电机免受外界环境的影响。
轴则用于连接电机的转子和负载,传递电机产生的转矩。
关于永磁同步电机的结构参考内容,可以参考以下内容:1.《机械设计基础》(赵光华,机械工业出版社)2.《电机设计与制造》(林迈勇,机械工业出版社)3.《永磁同步电机技术及应用》(丁顺利,机械工业出版社)4.《永磁同步电机及其控制应用》(邓润树,机械工业出版社)5.《永磁同步电机理论与应用》(冉有华,中国电力出版社)这些参考内容在其中介绍了永磁同步电机的结构、工作原理、控制方法和应用等方面的内容,对于深入了解永磁同步电机具有较高的参考价值。
在具体选择参考内容时,可以根据自己的需求和背景选择相应的内容。

硅钢片的冲裁模工艺分析与设计作者:王琦晗来源:《世纪之星·交流版》2016年第05期[摘要]该毕业设计是落料冲孔复合模的设计,冲压模具主要是将板料分离或成形而得到制件的加工方法。
因为模具的生产主要是大批量的生产,而且模具可以保证冲压产品的尺寸精度和产品质量,模具的设计与制造主要考虑到模具的设计能否满足工件的工艺性设计,能否加工出合格的零件,以及后来的维修和存放是否合理等。
在本次设计中,不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。
[关键词]落料;工艺性;凸凹模;复合模;一、引言近年来,冲压成形工艺有很多新的进展,特别是精密冲裁、精密成形、精密剪切、复合材料成形、超塑性成形、软模成形以及电磁成形等新工艺日新月异,冲压件的精度日趋精确,生产率也有极大提高,正在把冲压加工提高到高品质的、新的发展水平。
前几年的精密冲压主要市是指对平板零件进行精密冲裁,而现在,除了精密冲裁外还可兼有精密弯曲、压延、压印等,可以进行复杂零件的立体精密成形。
过去的精密冲裁只能对厚度为5~8mm以下的中板或薄板进行加工,而现在可以对厚度达25mm 的厚板实现精密冲裁,并可对σb >900MPa的高强度合金材料进行精冲。
二、冲压工艺分析与设计1.工艺分析在一般情况下,影响冲压件工艺性的因素有几何形状、尺寸、精度、表面粗糙度及毛刺。
冲压件工艺性对冲压件质量、材料利用率、生产率、模具制造难易、模具寿命、操作方式及设备选用等都用很大的影响。
良好的冲压件工艺性可显著降低冲压件的制造成本,节省材料,减少成形工序,提高产品寿命和产品质量。
工件如图1所示,材料为硅钢片,厚度0.5mm。
对课题应解决的主要问题,该零件形状简单、对称,是由圆和直线组成的。
由表查出.冲裁件内外形所能达到的经济精度为IT12-IT13。
将以上精度与零件简图中所标注的尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证。
其它尺寸标注、生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲孔落料复合冲裁模进行加工。

电机定、转子铁心自动叠装模设计1.引言铁心是电机、变压器等产品的重要零件之一,一般由导磁率高、低损耗的硅钢片制成,为了减少损耗,在铁心轴线方向上由厚度为0.35mm 或0.5mm的硅钢片组成。
因此,一台产品的铁心可由几片至几百片硅钢片组成;铁心冲片的生产用量非常大,同时,对铁心的质量要求也很高。
铁心叠装后要紧密,叠压力要求在100-150N,铁心叠装质量的好坏将直接关系到产品的性能。
随着模具技术的发展,铁心冲片的加工由单冲模、复合模的冲裁,发展到用高速级进模冲裁。
模具的结构形式从单列散片级进冲模,发展到双列、三列等多列自动叠片高速级进冲模。
冲裁速度可达280-400次/min ,模具一次刃磨寿命在300万次以上,模具总寿命高达亿次以上。
铁心叠装技术已由传统的手工理片,发展到自动叠片技术。
它去除了人工理片、加压、铆钉或螺钉联接、氩弧焊等工艺,使冲片在副模具中完成冲片叠装工艺。
大大减轻了工人的劳动强度,提高了劳动生产效率,保证铁心冲片的叠装质量。
自动叠片技术现已广泛应用于电机定、转子冲片铁心,变压器冲片铁心等产品中。
2.铁心自动叠装技术铁心自动叠装是在1副多工位级进冲模中实现。
叠装的原理是采用按扣的原理,通常由2次冲压来完成冲片的叠装。
冲裁时,先在条料上冲制出凸起,然后在落料的同时,后一冲片的凸起下部在铆紧凸模向下运动的冲压力作用下,扣入前一冲片凸起上部,即叠压。
为使铁心能完成叠装并承受一定的叠压力,铆合的上部压力来自落料凸模,下部支撑力则来自落料凹模下面的收紧套,利用落料冲片回弹造成的冲片外缘与收紧套内壁产生的挤压摩擦力,使冲片与冲片紧密地扣接在一起完成叠装铆紧。
另有种下部的支撑力来之于冲床垫板下部的液压缸。
冲裁过程中,液压缸上的托盘随着叠片的不断增高而逐步下移,当叠片达到设定片数时,液压缸驱动托盘迅速下降到与冲床垫板等高,模具下的横向气缸开始工作,将产品推出模外,然后复位,即完成一个工作循环。
3.铁心叠装形式(1)直铆接。

冲压课程设计说明书机械工程系07级模具设计与制造专业一班题目:硅钢片的模具设计姓名:李卫民学号:200703220119指导老师:叶东老师2009年7月14日目录课程设计任务书 (3)前言 (4)第一部分设计题目 (5)第二部分冲裁工艺分析及方案确定 (5)一、零件的工艺分析 (5)二、确定工艺方案 (6)三、冲裁件的排样设计 (6)第三部分主要工艺参数计算 (7)一、冲裁力的计算 (7)二、模具压力中心的确定 (9)第四部分冲裁模主要零部件的结构设计与选择 (10)一、凸、凹模间隙值的确定 (10)二、计算各主要零件的尺寸 (10)第五部分设计体会和参考文献 (15)一、设计体会 (15)二、参考文献 (16)课程设计任务书一、本课程设计的目的1.学会具体运用《冲压工艺及模具设计》课程内容;2.了解并掌握冲压模具设计的一般程序;3.能够熟练的运用有关技术资料,掌握冲压工艺计算方法;4.能根据工件特点选择合适的冲压模具结构;5.训练设计冷冲压模具的能力,为以后的工作打下初步的基础。
二、本课程设计的任务及要求根据所设计工件的尺寸、形状、批量等原始数据和要求,每个人独立设计,电脑绘制完成一套冲压模具。
具体包括:1.模具装配图一张;2.非标准模具零件图各一张;3.设计说明书1份。
三、设计说明书内容要求设计说明书中应文图并茂,应包括:必要的分析,设计、计算及其依据出处、结构设计示意图等。
具体要求如下:1.设计依据、原始数据;2.冲压加工工艺性分析;3.冲压工艺计算;4.冲压工艺方案比较;5.模具结构设计计算;6.工艺力、零件强度较核等设计计算;7.设备选择计算。
前言冷冲压模具设计是在我们模具设计专业与制造专业学生在学完基础理论课、技术基础课以及大部分专业课的基础上,所设置的一个重要的实践性教学环节,这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。
其目的是:1、综合运用本专业所学课程的理论和生产实际知识,进行一次冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作的能力。

电机定子铁心硅钢片的模具设计与制造电机的设计方式有很多种,但最主要的定子设计只有一种,电机定子当中三部分,第一部分为定子铁心,第二部分为绕组,第三部分为机座,这三部分链接在一起进行组装才能拼接成为最后的电机定子。
而定子铁心的硅钢片在使用冲压后会形成细微的毛刺,这种毛刺会间接地影响到电磁场,降低电机的功率,更严重的是还会对设备产生破坏,最终导致设备故障,如何能够更好地生产设备这就需要我们在模具的设计和制造当中来着手进行考虑。
1 定子铁心技术要点(1)首先,对于定子铁心的冲片尺寸要把握精确,长度、通风槽等设备的尺寸要符合设计规定。
(2)其次,定子铁心的冲片表面应毫无瑕疵,最好选择无毛刺的冲片进行组成,而铁心的重量及各指标都要符合电机安装要求。
(3)最后,定子铁心的通同心轴距应当为0.025 mm左右,同时对设备进行压装后冲片不应该出现波浪形。
定子铁心的边缘以及齿部不能有明显的翘起,整体设计不能有明显的歪斜,进而保证其中心能够很好地对称。
2 明确设计方案初步进行研究根据上面的分析而得出结论,由于本部件自身的特点和需求量的原因,我们考虑应该采用级进模,这样能够提高生产效率。
级进模具就是将工件分别冲出若干个槽口以及销口,待冲出若干个槽口与销口后将剩余的条料进行冲外形,但级进模具看似便利,但还是有缺点存在的。
它的缺点:一是在进行出料与进料的过程当中由于级进模没有弹顶装置,非常容易造成在冲料后槽口的齿部回弹。
二是由于材料的硬度高,非常容易对凹凸模具产生破坏,减少使用寿命。
三是工件的本身对于同心度要求非常高,在采用了级进模设计和冲床后的安装与制造方面都有很大的困难,同时也不利于保证设计出的工件尺寸符合标准。
四是由于工件的自身尺寸比较大,在使用过后有可能超出压力机的安装尺寸,对后期的组装造成不便。
所以采用具有弹性的顶料和落料模才能更好地解决其带来的这些缺点。
3 模具各部位零件的设计在对模具设计的时候,一般因为工件的尺寸比一般规格的大,所以采用对角推送和弹性顶料的原理去进行设计,这样能最大程度上避免冲片回弹过程中对设备造成的损害。

硅钢片冲压模具设计Silicon steel sheet stamping die design班级:学生姓名:学号:8指导教师:职称:导师单位:论文提交日期:课题名称:硅钢片冲压模具设计课题性质:设计,来源于生产实践系名称:机械工程系专业:班级:指导教师:学生姓名:毕业设计任务书一、课题名称:硅钢片冲压模具设计二、毕业论文(设计)主要内容:1、冲压工艺方案确定(冲压工艺性分析、工艺方案的确定)2、模具设计有关计算(冲裁力、压力中心、刃口尺寸);3、模具结构设计(凸凹模结构、标准模架、固定零部件、卸料零部件等);4、绘制模具装配图和非标准件的零件图(逐步完善和确定各零件的结构和尺寸、尽量选用标准组合结构和标准件);5、编写设计说明书;三、计划进度:第8周查阅资料,做好准备工作,冲压工艺方案确定第9周模具设计有关计算第10周模具结构设计;第11周选择标准模架,确定各个模板的尺寸;第12周绘制装配图、零件图,编写设计说明书;第13周论文答辩。
四、毕业论文(设计)结束应提交的材料:1、设计说明书(毕业论文)1份(5000字以上);2、装配图一份,非标准件的零件图2-3张。
指导教师教研室主任年月日年月日题目:冲压模具设计如下图所示,大批量生产,材料为DR510 ,t=1mm ,工件精度为IT9。
摘要在本次毕业设计中我的任务是硅钢片冲压模具设计,通过对零件的分析可知,该零件所用的材料是DR510,且为大批量生产,经过方案比较分析,选择复合冲压模具进行生产加工,既提高生产效率又经济实惠,而且模具设计和制造也相对于简单。
首先根据工件图算工件的展开尺寸,再根据展开尺寸算该零件的压力中心,材料利用率,画排样图,当所有的参数计算完后,对模具的装配方案,对主要零件的设计和装配要求都要进行分析。
在设计过程中除了设计说明书外,还包括模具的装配图,非标准件的零件图等等。
关键词:硅钢片;复合模;AbstractIn the graduation design in my choice of silicon steel, stamping mould design is based on the analysis of the components, it is known that the parts used materials is DR510, and for mass production, after scheme comparison and analysis choose compound stamping mould to process, which can improve the production efficiency and economic benefit, and mold design and manufacturing also relative to the simple. First of all, according to the workpiece figure calculate the workpiece expanded dimensions, and then based on the part of development size calculate pressure center, material utilization and painted strip layout diagram, when all the parameters are calculated to die after assembly scheme, the main parts of the design and assembly requirements are analyzed. In the design process in addition to the design specification outside, still include mold assembly drawings, non-standard parts graph, etc.Keywords:Silicon steel; Composite modulus;目录摘要4Abstract5第一章绪论6第二章冲压件工艺设计72..1冲裁工艺方案的确定82.2模具结构形式的确定9第三章冲压工艺计算103.1排样设计103.1.1排样方法的确定103.1.2确定搭边值113.1.3确定条料步距123.1.4条料利用率123.2冲裁力的计算123.3冲压设备的初步选择143.4冲裁压力中心的确定143.5计算凸、凹模的刃口尺寸14第四章主要零部件的设计164.1工作零部件的机构设计164.1.1落料凹模164.1.2冲孔凸模174.1.3橡胶的设计与计算174.1.4凸凹模174.2定位零件的设计184.2.1卸料板的设计184.2.2螺钉、销钉的选用184.2.3模架及其他零部件的设计18第五章校核模具闭合高度及压力机18第六章绘制模具装配图及零件图19附录23致谢错误!未定义书签。

中文摘要本设计是落料、冲槽复合模的设计。
设计说明书中简要概述了冲压模具目前的发展状况和发展趋势。
然后对工件进行了详细工艺性分析以及冲压方案的确定。
按照冲压模具设计的一般步骤,计算并设计了本套模具上的主要零部件,如:凸模、凹模、凸凹模、凸模固定板、垫板、凹模固定板、卸料板、挡料销、推件板、顶件块等。
模架采用标准模架,选用了合适的冲压设备。
关键词:落料, 冲槽, 复合模, 冲压模具, 凸凹模AbstractThis is a design of dropping and Notching composite die. The design overview the current development status and development trends of stamping die briefly. Then I conduct a detailed analysis of the work piece and determine the Stamping program. After finishing the Stamping die design in accordance with the general steps,I also design and calculations the main parts of this mold .For example, Punch, Die, Die punch, punch plate, plate, Die plate and dump plates, block information, marketing pieces of boards, blocks and other top pieces . At last I use standard mold and choice the suitable Stamping equipment.Keywords : dropping; Notching ; compound die; stamping die; Die punch.目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)第1章绪论 (1)1.1 模具发展的现状和趋势 (1)1.2 模具设计的意义 (4)第2章工艺分析和方案的确定 (5)2.1 工件工艺性分析 (5)2.1.1 工件尺寸和精度 (5)2.1.2 工件的粗糙度和毛刺 (6)2.2 确定工艺方案 (6)第3章模具结构形式的选择 (8)第4章工艺计算 (9)4.1 毛坯尺寸计算 (9)4.2 排样、搭边和料宽以及材料的利用率 (10)4.2.1 排样 (10)4.2.2 搭边和料宽 (11)4.2.3 材料利用率 (14)4.3 冲裁力、卸料力及推件力的计算 (16)4.3.1 冲裁力的计算 (16)4.3.2 卸料力及推件力的计算 (17)4.4 压力中心的计算 (18)4.5 冲裁间隙 (19)4.6 凸、凹模刃口尺寸计算 (20)第5章冲模主要零件的设计 (30)5.1 凸模、凹模的设计以及模架的选择 (30)5.1.1 凸模的设计 (30)5.1.2 凹模的设计 (33)5.1.3 模架的选择 (35)5.2 定位零件的设计 (36)5.3 卸料和推件、顶件零件的设计 (39)5.4 固定与紧固零件 (41)5.5 导向零件 (43)第6章冲压设备的选择 (44)6.1 设备类型的选择 (44)6.2 设备型号的选择 (45)第7章绘制模具装配图和部分零件图 (47)第8章设计总结 (49)参考文献 (51)致谢 (52)四川理工学院毕业设计(论文)第一章绪论1.1 模具发展的现状和发展1.1.1 冲压在工业生产中的作用近年来,随着飞机、汽车、电子、仪表、日用工业品等工业的发展及少无切屑加工技术的应用,冲压加工技术得到了高速的发展。

电机及拖动试题⼀及答案电机及拖动试题(⼀)⼀、单项选择题1、在直流电机的公式E a=C eΦn以及T e=C TΦI a中,Φ指的是( )A、每极合成磁通量B、所有磁极总磁通量C、主磁通每极磁通量D、每对极合成磁通量2、造成他励直流电动机固有机械特性是⼀条略微下垂的直线原因是()A、负载转矩B、电源电压C、⽓隙磁通D、电枢电阻降压3、⼀台50Hz三相感应电动机的转速n=720r/min,则该电机的极数以及同步转速为()A、4极,1500r/minB、6极,1000r/minC、8极,750r/minD、10极,600r/min4、⼀台50Hz三相感应电动机的拖动额定恒转矩负载运⾏时,若电源电压下降10%,则此时电动机的电磁转矩T a为()A、T aNB、0.81T aNC、0.9T aND、>T aN5、在三相感应电动机等效电路中,其中附加电阻(1-s)/(sR2')上所消耗的电功率等于()A、输出功率P2B、输⼊功率P1C、电磁功率P mD、总机械功率PΩ6、⼀台绕线式感应电动机,在恒定负载下,以转差率s运⾏,当转⼦边串⼊电阻R=2R2'(R已折算到定⼦边0,测得转差率将为()A、等于原先的转差率s B 、三倍等于原先的转差率sC、两倍等于原先的转差率sD、⽆法确定7、如果有⼀台三相感应电动机运⾏在转差率s=0.25的⼯况下,此时通过⽓隙传递的功率有()A、25%的转⼦铜耗B、75%是转⼦铜耗C、75%是输出功率D、全机械功率8、三相感应电动机与电磁转矩的⼤⼩成正⽐的是()A、电磁功率B、输出功率C、输⼊功率D、全机械功率9、电机⽓隙应取尽可能⼩的主要⽬的是()A、减⼩附加损B、提⾼功率因素C、减⼩电机体积D、提⾼运⾏可靠性10、不能作为降低⿏笼型异步电动机堵转电流的⽅法是()A、降低电源电压B、定⼦边串接电抗C、定⼦绕组接法D、绝缘等级11、绕线式异步电动机转⼦串电阻调速的机械特性所具有的特点是()A、串接电阻越⼤,堵转转矩越⼩B、最⼤转矩提⾼C、转差率与转⼦总电阻成正⽐D、串接电阻越⼤,堵转转矩越⼩12、已知⼀台直流电动机的额定数据如下:额定功率P N=160KW,额定电压U N=220V,额定效率ηN=90%,额定转速ηN=1500r/min,则该电机的额定电流为()A、0.539安B、0.08安C、727安D、808安13、⼀台他励直流电动机的额定功率P N=20KW,额定电压U N=220v,额定电流I N=78.8A,额定转速ηN=1500r/min,电枢回路总电阻R a=0.2Ω,则该电动机的理想空载转速为()14、他励直流电动机电枢回路串电阻后,其理想空载转速具有特点为()A、不变B、增⼤C、减⼩D、为015、直流电动机中电枢电阻调速⽅法的调速范围只能在()A、零以上B、零与基速之间C、基速以上D、基速以下16、⼀台串励直流电动机在某⼀负载转矩时,电流I=40A,转速n=1000r/min,电枢电阻R f=0.08Ω,线路电压为110v,不计磁场的饱和效应。

收稿日期:2008 03 27
作者简介:陈 展(1977 ),女,讲师。
文章编号:1001 4934(2008)05 0018 03
电机定子铁心硅钢片的模具设计与制造
陈 展
(广州市高级技工学校,广东 广州 510410)
摘 要:针对电机定子铁心硅钢片的工艺特点,在分析级进模具与落料模具优缺点的基础上,设计了一套有弹性卸料装置的精密落料模;并介绍了该模具的结构特点、设计思路以及制造中应注意的问题。
关键词:定子铁心;硅钢片;落料模;模具结构中图分类号:T G386.2 文献标识码:B
Abstract:Accordin g to the technical char acter istics of motor stator core made of silicon-steel plate,a set of pr ecise blanking die with a flexible stripper was designed thr ough analy zing the advantages and disadvantages of both progr essive die and blanking die.T he char ac teristics of th e die structure,the design ideas and matter s need attention in the manufactur ing process wer e all introduced.
Keywords:stator cor e;silicon-steel plate;blanking die;die structur e
0 引言
电动机定子的作用是用来产生磁场和作电动机的机械支撑。
电动机的定子由定子铁心、定子绕组和机座三部分组成。
定子铁心硅钢片在冲压成形后如有毛刺,会影响电磁场,引起涡流,而且会使电线绝缘层破损;定子铁心片的尺寸如有偏差,会使电动机定子和转子间隙不均造成发热故障。
如何冲裁出优质的定子铁心硅钢片,需要从模具设计、制造与装配等方面考虑。
1 工件分析
定子铁心冲片的技术要求
(1)冲片几何尺寸应准确,铁心总长度、槽
形尺寸及径向通风槽的尺寸和位置等均应符合规定要求,尺寸精度为IT 4级,如图1所示。
图1 定子铁心硅钢片零件图
(2)冲片表面应光滑,厚薄均匀,基本无毛
刺。
铁心重量或叠压系数要符合电机安装图纸规定。
(3)形状要求:铁心同轴度应在
0.025
mm 范围内,压装后冲片不应出现波浪形。
铁心边缘,特别是齿部不应翘起。
槽中心线应通过圆心,不应有明显的歪斜。
以保证定、转子中心
18Die and M ould Technolog y No5.2008
对称。
定子铁心冲片容易出现的问题:冲裁件有毛刺,除造成定子叠加尺寸误差外,同时易使电线绝缘层破损;冲裁后零件槽口为非封闭曲线,易造成槽口回弹变形,特别是齿部和外形翘起变形。
1.3 产量分析
定子铁心硅钢冲片中心角为60 ,由6个冲片组成一个定子铁心圈,冲件厚度为0.44mm,定子铁心的总厚度为1m,组成一个定子铁心约需要产量1.3万件,设计冲裁能力为100万件,属于大批量生产。
1.4 确定工艺方案及模具形式
根据以上分析,结合本工件的特点和产量分析,开始时考虑用级进模,提高生产效率。
级进模设计是先冲12个槽口和导正销孔,再把条料送进落料冲外形。
但是可能出现的问题有:一是级进模一般采用下出料的卸料方式,没有弹顶装置,容易造成槽口齿部回弹;二是硅钢片硬度高,凸凹模容易磨损,且产量为100万件,需要修磨凸凹模,如果采用下出料的卸料方式,凹模刃口厚度不大,不利用多次修磨;三是本工件对同心度要求很高,采用级进模会使凸模的制造、安装困难,不容易保证工件尺寸。
四是本零件尺寸较大,刃口外形尺寸为370mm135 mm,级进模会使模具尺寸过大,超出压力机安装尺寸。
故采用有弹性顶料装置和卸料装置正装落料模,这样能解决级进模的缺陷。
2 模具总体结构设计和主要零件设计
由于冲件尺寸较大,模具采用对角导柱滚动导向模架,易于送料和导向平稳准确。
采用弹性顶料装置和卸料装置,能防止冲片回弹变形。
直接采用单工序落料模,有效保证工件尺寸的形位精度,减少冲裁的细小废料(级进模每次冲出12个槽孔废料)和使模具结构紧凑,缩少模具尺寸,节约材料和成本。
设计主要零件时,首先要考虑主要零件用什么方法加工制造及总体装配的方法。
结合模具特点,本模具适宜采用线切割机床加工凸模、凹模、卸料板、顶料板,用这种方法可以保证这些零件的尺寸和配合,使装配工作简化。
2.1 工作零件设计
(1)材料的选用 由于硅钢片硬度高,冲裁刃口尺寸大,对工作零件材料的耐磨性和力学性能要求高,凸模和凹模材料选用GM (9Cr6WM o2V2)钢。
因为GM钢经高温淬火和高温回火后,它的硬度、抗弯强度、耐磨性、韧性明显高于Cr12M oV。
GM钢在电机定子冲裁模的寿命可达100万件-120万件,比Cr12M oV 提高2 6倍,且具有良好的线切割性能,符合本模具的要求。
(2)凸模设计 凸模直接用慢走丝线切割加工成直通凸模,用销钉定位和用8个M12螺钉固定在垫板上。
凸模的长度为卸料板(厚30 mm)、橡胶(厚31mm)的总和减去凸模凹入卸料板的1mm,则凸模高度为60mm。
这套模具为落料模,所以以凹模为基准,凸模配做;冲裁间隙取材料厚度的10%,单边间隙为0.02 mm。
弹性卸料板以凸模为基准,按间隙要求配做。
弹性卸料板对工件有预压作用,对凸模有保护作用,凸模与卸料板的间隙为0.025mm。
(3)凹模设计 凹模采用整体凹模,凹模孔采用慢走丝线切割机床加工。
安排凹模在模架上位置时,要依据计算压力中心的数据,将压力中心与模柄中心重合。
选择凹模厚度为40 mm,凹模长度和厚度为刃口外界距离与2个凹模壁厚之和(即450mm220mm)。
2.2 定位零件设计
采用导尺作为横向定位装置,导尺和条料之间的间隙选0.15mm,导尺厚度为6mm,用螺钉固定在凹模上,材料采用T10A钢制作,热处理硬度H RC50-55。
纵向定位采用2个固定挡料销和1个始用挡料销。
2.3 卸料装置设计
定子铁心片冲裁后工件为非封闭曲线,易造成槽口回弹变形,特别是齿部和外形翘起变
19
模具技术2008.No.5
形,故必须采用弹性卸料和顶料装置。
弹性顶料装置安装在下模,如果把橡胶放在凹模里面,会使凹模厚度增大,浪费材料和增加线切割时间(线切割时间和切割面积成正比),所以本套模具把橡胶等弹性体移到模具外面,安装在冲床固定板下面,同时如果橡胶的弹性失效时容易更换。
弹性顶料板厚度为25mm,材料选45#钢,热处理硬度HRC43 47。
顶料板形状和工件形状基本一致。
弹性卸料板安装在上模,卸料板厚度为30 mm,材料选用45#钢,热处理硬度HRC43 47,卸料板上设置6个卸料螺钉,卸料螺钉的尾部在上模座的台阶孔中定位,卸料螺钉有足够的行程。
2.4 垫板设计
上垫板要安装凸模,厚度取30mm;下垫板支撑凹模,厚度取25mm。
垫板用45#钢,热处理硬度H RC43 47。
垫板预先做好销钉孔和螺纹孔。
综合以上零件,得到模具总装图如图2所示。
3 模具制造要点
本案冲裁的是硅钢片,而且对形位尺寸有很高的要求,冲裁后要求无毛刺。
首先考虑对凸模和凹模制造,凸模和凹模最好能用同一台线切割机床制造,直接做到尺寸和表面粗糙度要求,以减少机床误差的影响,方便模具装配。
凸模和凹模装配时间隙必须均匀,否则会产生毛刺。
装配时先装下模,然后调节凸模,使凸凹模间隙均匀,
再安装上模。
图2 模具结构
1.螺母
2.橡皮
3.托板
4.下模座
5.凹模垫板
6.顶料板 7、11、12.固定螺钉 8.弹性卸料板 9.橡胶 10.凸模 12、14、23.销钉 13.模柄 15.上模座 16.凸模垫板 1
7.卸料螺钉 1
8.导套 1
9.导料板 20.导柱 21.凹模 24.顶料杆 25.双头螺钉 26.固定挡料销 27.始用挡料销
4 结论
该模具设计合理,定位准确,结构紧凑,刚性好,生产效率高,维护调节方便,适宜大批量生产。
利用此模具生产的定子铁心硅钢片形位尺寸完全符合要求,基本无毛刺和变形。
参考文献:
[1]王孝培.冲压手册(第二版)[M].北京:机械工业
出版社,2000.
[2]吴兆祥.模具材料及表面处理(第一版)[M].北
京:机械工业出版社,2007.
!欢迎投稿!欢迎订阅!
!欢迎广告投放! 20Die and M ould Technolog y No5.2008。