国巨2014年SGS报告_Sn PLATING
- 格式:pdf
- 大小:504.91 KB
- 文档页数:11

ISO国际标准化组织EN ISO 5817:2014焊接 — 钢、镍、钛及其合金的熔化焊接头 (束焊除外)— 缺欠质量等级Welding —Fusion-weld joints in steel , nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections替代EN ISO 5817:20072014年8月完成替代〓〓〓TonyJ1.应用范围该国际标准为0.5mm以上钢、镍、钛及它们的合金熔化焊焊缝(束焊除外),提供了一个缺欠质量等级。
包括全熔透、非全熔透对接焊缝和角焊缝。
束焊的缺欠质量等级参照ISO 13919-1。
本标准规定了三个级别的质量等级力求适用于大范围的焊接结构,分别用B、C、D来表示。
B表示最高的质量要求。
涉及几种类型的载荷,例如:静载、热疲劳、腐蚀载荷、压力载荷。
关于载荷的附加说明见附录C。
质量等级涉及生产和良好的工艺。
本标准适用于:a)非合金钢和合金钢b)镍和镍合金c)钛和钛合金d)手工焊,机械焊接和自动焊接e)所有的焊接位置f)所有焊接接头,例如:对接、角接和支管连接g)下面所讲的与国际标准 ISO4063 编号一致的焊接方法11 无气体保护的金属电弧焊12 埋弧焊13 金属气体保护焊14 钨极气体保护焊15 等离子焊31 氧焰气焊(仅针对钢)冶金方面的内容,如晶粒尺寸、硬度不包含在本标准内。
2. 参考标准本文档中全部或部分引用的下列标准文件在应用时是不可或缺的。
过时的引用标准,仅适用引用的版本。
对于未标明日期的标准,采用最新的版本(包括附加文件)。
ISO 6520-1:2007金属材料几何缺陷——第一部分:熔化焊3. 术语与定义本标准采用下列术语与定义3.1 质量等级基于特定缼欠种类、尺寸和数量,对焊缝质量的划分。
3.2 适用性在特定条件下,某个产品、方法或选用于规定目的的能力3.3 短缺欠焊缝长度≥100mm 时,100 mm焊缝长度范围内总长小于25mm,或者3.4 短缺欠焊缝长度<100mm时,总长小于焊缝长度25%的一个或多个缺欠。


产品国产化证明书尊敬的相关部门及各位合作伙伴:为了明确本公司所生产的产品名称的国产化情况,特提供此证明书。
一、产品基本信息产品名称:产品名称产品型号:产品型号产品规格:详细规格产品用途:简要说明产品的主要用途二、国产化的背景和意义在当前全球经济和科技发展的大环境下,推动产品国产化具有重要的战略意义。
首先,国产化有助于提升我国在相关领域的自主创新能力和技术水平,减少对国外技术和产品的依赖,增强国家的产业安全和经济稳定性。
其次,国产化能够促进国内产业链的完善和发展,带动相关产业的升级和就业增长。
此外,国产化产品往往更能适应国内市场的需求和特点,提供更优质的服务和解决方案。
三、国产化的具体情况1、设计与研发本产品的设计和研发工作完全由我国本土的专业团队完成。
团队成员具备丰富的行业经验和专业知识,在深入研究市场需求和技术发展趋势的基础上,进行了创新性的设计和开发。
采用了先进的设计理念和方法,如具体设计理念和方法,确保产品具有良好的性能和可靠性。
充分考虑了国内用户的使用习惯和需求特点,进行了针对性的优化和改进。
2、原材料与零部件在原材料和零部件的选择上,我们坚持优先选用国产供应商。
通过与国内众多优秀供应商的紧密合作,建立了稳定可靠的供应链体系。
主要原材料包括列举主要原材料,均来自国内知名的生产厂家,其质量和性能符合国家标准和行业要求。
关键零部件如列举关键零部件,也均实现了国产化供应。
这些零部件在经过严格的质量检测和性能测试后,被应用于本产品,确保了产品的整体质量和稳定性。
3、生产制造本产品的生产制造过程在国内完成。
我们拥有先进的生产设备和工艺技术,以及严格的质量控制体系。
生产设备包括列举主要生产设备,均为国内自主研发或引进消化吸收再创新的成果,能够满足产品的高精度和高效率生产要求。
生产工艺采用了具体生产工艺,经过不断的优化和改进,确保了产品的一致性和稳定性。
在生产过程中,严格执行质量标准和检验流程,对每一道工序和每一个产品进行严格检测,确保产品质量符合要求。

Product Safety Commission (AfPS)GS SpecificationTesting and assessment of polycyclic aromatic hydrocarbons (PAHs) in the course of awarding the GS mark- Specification pursuant to article 21(1) no. 3 of the Product Safety Act (ProdSG) –AfPS GS 2014:01 PAKState of revision: August 4th, 2014Disclaimer: G erman i s t he o riginal t ext v ersion. I n c ase o f a ny d oubt, l ack o f c larity o r a ny o ther n on clear interpretation the content of the original version is valid.Management: Federal Institute for Occupational Safety and HealthFriedrich-Henkel-Weg 1 – 2544149 DortmundTelefon: 0231/9071-0Telefax: 0231/9071-2364 '.Table of ContentsPreliminary observations (3)1 Purpose / Intention (3)2 Basics (3)3 Procedure (3)3.1 Risk assessment (3)3.2 Categorisation (4)3.3 Testing and assessment (6)4 Transitional regulations/periods (6)4.1 GS mark certificates, issued from July 1st, 2015 onwards (6)4.2 GS mark certificates, issued before July 1st, 2015 (6)4.3 Reissuing of existing GS mark certificates – exemptions (6)Annex: Testing instructions (8)1 Aim and purpose (8)2 Method (8)2.1 Brief description (8)2.2 Equipment (8)2.3 Chemicals and solutions (8)3 Preparation and execution (9)3.1 Sample preparation (9)3.2 Measuring procedure (10)3.3 Special characteristics (11)Annex: Measuring conditions for gas chromatography (for information) (12)Testing and assessment of polycyclic aromatic hydrocarbons (PAHs) in the course of awarding the GS markPreliminary observationsOn Aug. 4th 2014 the Product Safety Commission (AfPS) has assigned the requirements of PAH testing in the course of GS mark certification as specification according to art. 21 Product Safety Act (ProdSG) para. 1 no. 3. The implementation is achieved by means of this PAH document.1. Purpose / IntentionProducts (pursuant to the Product Safety Act) must comply with legal requirements to avoid health risks, e.g. art. 30 & 31 of the LFBG (Foodstuffs, Consumer Goods and Feedstuffs Code –LFGB), the Prohibition of Chemicals Ordinance, and the art. 3 of the ProdSG (Product Safety Act). This document and, in particular, the testing instructions (see Annex) specify the requirements with respect to the level of PAHs in products. In addition, the document harmonises the testing methodology for assessment by GS bodies.2. BasicsPAH contamination of materials is primarily due to the use of:- PAH contaminated softening oils in rubber and flexible (soft) plastics- PAH-contaminated carbon black as a black pigment in rubber, plastics and paints.PAH contamination has previously been detected not only in rubber but also in various types of plastic, e.g. ABS and PP, and various paints/coatings, as well as in a variety of natural materials.3. ProcedureThe GS body must take the following steps into account both in the process of awarding a new GS mark and within the framework of monitoring existing GS mark certificates:1. Risk assessment2. Categorisation3. Testing and assessment3.1 Risk assessmentThe GS body must carry out a risk assessment and, in doing so, define which relevant contact/grip and operating surfaces of the product are to be considered for testing and which are not, and must make a record of these (this means that the GS body must first specify the contact/grip and operating areas to which the requirements of the PAH document must be applied (specification of PAH relevance)). The risk assessment should be not applied, where appropriate, if the respecti ve “Erfahrungsaustauschkreis” (“Exchange of Experience Group”, EK) has already defined a procedure for the product or product group with regard to the contact/gripand operating surfaces to be tested. A reference to the EK’s definition is to be included in the documentation accordingly.Materials that cannot be accessed or that can only be accessed by using tools need not be assessed, with the exception of samples with a conspicuous odour.In principle, account must be taken of all contact/grip and operating surfaces that can come into direct contact with the skin or that can be put into the mouth during proper or foreseeable use (but not misuse).13.2 CategorisationDepending on the results of the risk assessment, the corresponding product parts are then to be categorised (see Table 1) and to be analysed on their actual PAH content according to the analysis method below. Existing test reports can be taken into account if they are compliant with the “Grundsatzbeschluss” (“principle decision”) ZEK-GB-2012-01 of the ZEK (“Central Exchange of Experience Group”) and the requirements of this PAH document. Categorisation can be dispensed with if the respective ”Erfahrungsaustauschkreis” (“Exchange of Experience Group”, EK) has already defined a categorisation of the contact/grip and operating surfaces for a product or product group. Definitions for products or product groups from the individual EKs are published on the ZLS website2 and apply from the time of publication.Table 1 presents the maximum levels of PAH in product materials, which must not be exceeded. The provisions of this document with regard to the PAH content do not apply if other legislation lays down corresponding or further requirements for the PAH content. This applies only to the material or component/assembly and not to the product as a whole. Materials and parts of the product that are not covered by other legislative provisions must be assessed within the framework of the procedure for awarding the GS mark in accordance with the requirements of the PAH document.It must be ensured that the method of testing can actually achieve the limit of quantification of 0.2 mg/kg for each individual PAH component3.At the same time, method and matrix effects, as well as the measurement uncertainty, the efficiency of extraction and losses during purification must be considered.Based on the findings of the United States Environmental Protection Agency (EPA) (according to the list in the ZEK document 04-11), the total of 18 PAHs (extended substance list of the AtAV, the predecessor committee of the AfPS) only considers PAH components whose level in the material is found to exceed 0.2 mg/kg.1 However, in order to ensure a consistent and appropriate procedure during the awarding of GS mark, it is not generally necessary to analyse all freelyaccessible surfaces. It is this document’s intention to limit the consideration to relevant contact/grip and operating surfac es. It is not expedient to test all product parts or surfaces in order “to be on the safe side”.2 Homepage of ZLS (Central Authority of the Laender for Safety):3 Example: Water-carrying parts in coffee machines that come into contact with foodstuffs (e.g. water, etc.) are subject to the Food and Feed Code legislation and are therefore excl uded from the PAH document’s field of application. However, grip surfaces on the coffee machine must still be assessed accord ing to the requirements of the PAH document.Table 1: Maximum PAH levels to be complied with for the materials in relevant contact/grip and operating surfaces that are to be categorised based on the results of the risk assessment.* Wording “short-term repetitive skin contact” from supplement to REACH annex XVII no. 50 (REGULATION (EU) No 1272/2013)3.3 Testing and assessmentThe testing instructions found in the annex describe the steps of sample preparation, extraction of the PAHs, purification of the extract, identification and quantification; these must be applied uniformly by all laboratories carrying out testing.The GS body assesses the test results and decides whether the GS mark can be awarded in compliance with the other requirements.4. Transitional regulations/periodsFrom July 1st 2015 (issue date of the GS mark certificate), it is compulsory to apply this document when awarding the GS mark to products.The document ZEK 01.4-08 will cease to be valid from June 30th 2015.Since testing for PAH levels in products constitutes an overarching requirement for almost all of the members of all of the ”Erfahrungsaustauschkreise” (“Exchange of Experience Groups”), the following procedure is defined:4.1 GS mark certificates, issued from July 1st 2015 onwards(incl. ongoing procedures that are concluded after July 1st 2015)Compulsory application of this GS specification from July 1st 2015 onwards (exception: see 4.3).4.2 GS mark certificates, issued before July 1st2015Existing GS mark certificates initially remain valid.Within the framework of regular checks to monitor the manufacturing process (at the latest within one year or, in cases where the regular monitoring period is two years, within two years), the requirements under no. 3 of the ZEK (“Central Exchange of Experience Group”) document with regard to the risk assessment must be taken into account, regardless of whether the product was found in the manufacturing facility or not. If, in the process, it is found that the corresponding requirements are not met, the GS mark certificate must be withdrawn immediately. T he ZEK ”Grundsatzbeschluss” (“principle decision”) ZEK-GB-2006-01 must be complied with.4.3 Reissuing of existing GS mark certificates – exemptionsFor the reissuing of an existing GS mark certificate, immediate consideration is not required in the following circumstances:If the company name is changed, new GS mark certificates are usually issued. However, since the product does not change in terms of construction or other properties, and the reissuing of the GS mark certificate is more or less a pure formality, it is not necessary to consider the requirements of the PAH decision until the time of the check which must be performed for the purposes of monitoring the manufacturing process.(Please note: The reissuing of the GS mark certificate does not alter the previously defined periods for carrying out checks on the product’s manufacturing process.)The same applies by analogy when the holder of the GS mark certificate changes address provided none of the product’s properties change and the product does not r equire an additional safety check.The above procedure can also be applied in relation to duplicate certificates (also referred to as OEM certificates). In such cases, a review pursuant to the requirements of the PAH document must strictly be carried out by the time of the next product-manufacturing check according to the periods already defined in the “main certificate” or, at the latest, by December 28th 2015. Monitoring intervals beyond this date are not permissible in such cases.With regard to the OE M certificates and therefore also the “main certificates”, the PAH document – as specified – must be applied by December 28th 2015 at the latest.Annex: Testing instructionsHarmonised method for the determination of polycyclic aromatic hydrocarbons (PAHs) in polymers1 Aim and purposeDetermination of polycyclic aromatic hydrocarbons (PAHs) in polymer samples.2 Method2.1 Brief description2.1.1 Standard methodA representative partial sample is taken of the material and cut up into pieces with a maximum size of 2–3 mm using scissors, wire cutters, etc. Then, 500 mg of the sample is weighed into a container and extracted with 20 ml of toluene (to which an internal standard has been added) for 1 h at 60 °C in an ultrasonic bath. An aliquot is taken from the extract once it has cooled down to room temperature. In the case of polymers (e.g. plastics or rubber products) for which matrix problems arise during the analysis, an additional purification step is carried out using column chromatography. Quantification is performed on a gas chromatograph with a mass-selective detector (GC/MSD) using the SIM method.2.1.2 Method for insufficient quantitiesIf the total mass of material to be analysed is less than 500 mg, one should proceed as follows: Identical materials from the product can be combined and considered as one sample. However, additional product specimens must not be used.If less than 50 mg of material is available for individual samples, these are not tested.If the available mass of chopped-up material is between 50 mg and 500 mg, the sample must be tested according to 2.1.1 and the quantity of toluene converted or adapted in proportion. The actual mass of the sample is to be recorded in the test report accordingly.2.2 Equipment•Ultrasonic bath with a minimum power of 200 W and a bath area of 706 cm2, corresponding to 0.28 W/cm2, without a basket and with an internal or external thermostat•Gas chromatograph with a mass-selective detector2.3 Chemicals and solutions2.3.1 Chemicals•Toluene•Internal standardso Standard 1: Naphthalene-d8o Standard 2: Pyrene-d10 or anthracene-d10 or phenanthrene-d10o Standard 3: Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzeneAt least three internal standards must be used; these are added to the extraction solvent (toluene).•External standard: 18 PAH substances according to Table 1 or those listed under no. 3.2, as a mix or individually•Petroleum ether•Silica gel•Sodium sulfate2.3.2 Calibration solutionsThe concentrations of the calibration solutions must be chosen so that a three-point calibration covers a working range of 0.1 to 10 mg/kg in the samples. This corresponds to a concentration range of 2.5 to 250 ng/ml in the calibration solutions.3 Preparation and execution3.1 Sample preparationA representative partial sample is taken of the material. The fragments produced by chopping up the samples to be analysed (using scissors, wire cutters, pliers, etc.) should have a maximum size of 2 – 3 mm.3.1.1 Extraction500 mg of the sample is placed in a glass ”Bördelglas” (“vial”). To this 20 ml of tolue ne, previously amended with internal standards, are added. The sample is then extracted for 1 h in the ultrasonic bath at a temperature of 60 °C throughout. For this purpose, the vials are placed or suspended in the ultrasonic bath without using a basket. The vials are then removed, the extract is left to cool to room temperature and shaken briefly, and an aliquot is taken from the extract and measured either directly or following dilution with toluene.3.1.2 Column chromatography extraction stepFor some polymers (e.g. plastic or rubber products), especially those that dissolve well in toluene under the described extraction conditions, it is necessary to clean the extract using adsorption chromatography on silica gel.For this purpose, a clean-up column with “Hahnschliff” (“stopcock”) (approx. 220 mm x 15 mm) is filled with glass wool, 4 g of silica gel and 1 cm of sodium sulfate.The silica gel is deactivated beforehand by adding 10% water (the corresponding volume of water is added to the silica gel in a glass flask, and the mixture is homogenised on the rotaryevaporator for 1 h at standard pressure and room temperature. The silica gel can then be stored in the sealed glass flask at room temperature).The packed column is conditioned with 10 ml of petroleum ether.The aliquot of toluene extract is then evaporated to a volume of approx. 1 ml on the rotary evaporator and poured into the column. The pointed flask is rinsed out with approx. 20 ml of eluent, which is then also transferred to the clean-up column. Elution is performed with 50 ml of petroleum ether. The collected petroleum ether eluate is amended with 1 ml of toluene and evaporated to a volume of approx. 1 ml under a nitrogen stream (e.g. on the TurboVap). This is then made up to a defined volume with toluene, and the extract is analysed by GC-MS.3.2 Measuring procedureThe method of determination to be applied is gas chromatography with a mass-selective detector in the SIM mode.The following 18 PAHs are to be determined:•Naphthalene•Acenaphthylene•Acenaphthene•Fluorene•Phenanthrene•Anthracene•Fluoranthene•Pyrene•Chrysene•Benzo[a]anthracene•Benzo[b]fluoranthene•Benzo[k]fluoranthene•Benzo[j]fluoranthene•Benzo[a]pyrene•Benzo[e]pyrene•Indeno[1,2,3-cd]pyrene•Dibenzo[a,h]anthracene•Benzo[g,h,i]perylene3.2.1 Measuring conditions for gas chromatographyThe equipment parameters (temperatures, columns, mass traces) may be chosen by the individual laboratory or are determined by the analytes.3.2.2 AnalysisInternal standards: at least three internal standards must be used. For these three standards, the internal standards and the correction ranges are defined as followed:Parameter Internal standards with recommended reference•Naphthalene Naphthalene-d8•Acenaphthylene Pyrene-d10 or anthracene-d10 or phenanthrene-d10 •Acenaphthene Pyrene-d10 or anthracene-d10 or phenanthrene-d10 •Fluorene Pyrene-d10 or anthracene-d10 or phenanthrene-d10 •Phenanthrene Pyrene-d10 or anthracene-d10 or phenanthrene-d10 •Anthracene Pyrene-d10 or anthracene-d10 or phenanthrene-d10 •Fluoranthene Pyrene-d10 or anthracene-d10 or phenanthrene-d10•Pyrene Pyrene-d10 or anthracene-d10 or phenanthrene-d10•Benzo[a]anthracene Pyrene-d10 or anthracene-d10 or phenanthrene-d10 •Chrysene Pyrene-d10 or anthracene-d10 or phenanthrene-d10•Benzo[b]fluoranthene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Benzo[k]fluoranthene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Benzo[j]fluoranthene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Benzo[a]pyrene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Benzo[e]pyrene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Indeno[1,2,3-cd]pyrene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Dibenzo[a,h]anthracene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene •Benzo[g,h,i]perylene Benzo[a]pyrene-d12 or perylene-d12 or triphenylbenzene•External calibration: for each individual PAH, at least a three-point calibration must be carried out with reference to the internal standardisation set out above. A working range of 0.1 to 10 mg/kg is recommended here.•Concentrations above the calibration range can be determined by diluting the extract.3.2.3 Limit of quantificationThe limit of quantification for material samples is 0.2 mg/kg per parameter.3.3 Special characteristicsBecause it is relatively volatile compared to the other 17 PAHs, naphthalene constitutes a parameter that is hard to assess in products that come into contact with the skin. Experience from the testing institutes indicates that it is possible to identify instances of both naphthalene depletion in materials and secondary contamination. The result obtained for naphthalene therefore only ever reflects the test specimen’s current situation at the time of measurement.Annex: Measuring conditions for gas chromatography (for information) Injected volume: 1 µl pulsed splitlessColumn: HT8 25m, ID 0.22mm, film thickness: 0.25µmInjector temperature: 280°CTransfer-line temperature: 260°CInitial temperature: 50°CInitial time: 2 min Heatingrate: 11°C/min Finaltemperature: 320°C Finaltime: 8 min3,418 D-naphthalene8,186 D-phenanthrene23,182 D-benzo[a]pyrene3,459 Naphthalene5,586 Acenaphthylene5,845 Acenaphthene6,634 Fluorene8,235 Phenanthrene8,337 Anthracene11,217 Fluoranthene11,914 Pyrene16,830 Benzo(a)anthracene16,982 Chrysene21,860 Benzo(b+j)fluoranthene21,964 Benzo(k)fluoranthene23,055 Benzo(e)pyrene23,302 Benzo(a)pyrene27,974 Indeno(ghi)perylene28,121 Dibenzo(ah)anthracene28,549 Benzo(ghi)perylene。


:::::=====================================================================================================================:測試報告Test Report號碼(No.):KA/2014/70951日期(Date):2014/07/31頁數(Page):1of 11以下測試樣品係由客戶送樣,且由客戶聲稱並經客戶確認如下(The following samples was/were submitted and identified by/on behalf of the client as):2014/07/15TO 2014/07/31Ni CROWN 樣品型號(Style/Item No.)樣品名稱(Sample Description)Ni PLATING 請見下一頁(Please refer to next pages).測試結果(Test Results)測試期間(Testing Period)2014/07/15送樣廠商(Sample Submitted By)收件日期(Sample Receiving Date)國巨股份有限公司楠梓分公司(YAGEO CORPORATION NANTZE BRANCH)國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O.C.Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under測試部位(PART NAME)NO.1:結果(Result)NO.1參考IEC 62321-5:2013方法,以感應耦合電漿原子發射光譜儀檢測./With reference to IEC 62321-5:2013and performed by ICP-AES.2n.d.參考IEC 62321-5:2013方法,以感應耦合電漿原子發射光譜儀檢測./With reference to IEC 62321-5:2013and performed by ICP-AES.2n.d.參考IEC 62321-4:2013方法,以感應耦合電漿原子發射光譜儀檢測./With reference to IEC 62321-4:2013and performed by ICP-AES.2n.d.參考IEC 62321:2008方法,用Boiling water extraction方法檢測./With reference to IEC 62321:2008and performed by boiling water extraction Method.0.02mg/kg with 50cm ²surfaceareaNegative-n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.十溴聯苯/Decabromobiphenyl二溴聯苯/Dibromobiphenyl 四溴聯苯/Tetrabromobiphenyl 五溴聯苯/Pentabromobiphenyl 三溴聯苯/Tribromobiphenyl 鎘/Cadmium (Cd)鉛/Lead (Pb)mg/kg七溴聯苯/Heptabromobiphenyl 八溴聯苯/Octabromobiphenyl **mg/kg銀色Ni CROWN (SILVER Ni CROWN)方法偵測極限值(MDL)單位(Unit)mg/kg六溴聯苯/Hexabromobiphenyl 九溴聯苯/Nonabromobiphenyl 多溴聯苯總和/Sum of PBBs 測試項目(Test Items)汞/Mercury (Hg)六價鉻/Hexavalent Chromium Cr(VI)by boiling water extraction#一溴聯苯/Monobromobiphenyl 測試結果(Test Results)測試方法(Method)測試報告Test Report號碼(No.):KA/2014/70951日期(Date):2014/07/31頁數(Page):2of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.參考IEC 62321:2008方法,以氣相層析儀/質譜儀檢測./With reference to IEC 62321:2008and performed by GC/MS.mg/kgUnless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under結果(Result)NO.1-n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.參考IEC 62321:2008方法,以氣相層析/質譜儀檢測./With reference to IEC 62321:2008method.Analysis was performed by GC/MS.5n.d.參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.八溴聯苯醚/Octabromodiphenyl ether 三溴聯苯醚/Tribromodiphenyl ether 十溴聯苯醚/Decabromodiphenyl ether mg/kg 鹵素(溴)/Halogen-Bromine (Br)(CAS No.:10097-32-2)鹵素(氯)/Halogen-Chlorine (Cl)(CAS No.:22537-15-1)鹵素(氟)/Halogen-Fluorine (F)(CAS No.:14762-94-8)六溴環十二烷及所有主要被辨別出的異構物/Hexabromocyclododecane (HBCDD)and all major diastereoisomers identified (α-HBCDD,β-HBCDD,γ-HBCDD)(CAS No.:25637-99-4and 3194-55-6(134237-51-7,134237-50-6,134237-52-8))mg/kgmg/kg 16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.一溴聯苯醚/Monobromodiphenyl ether 多溴聯苯醚總和/Sum of PBDEs九溴聯苯醚/Nonabromodiphenyl ether 六溴聯苯醚/Hexabromodiphenyl ether 七溴聯苯醚/Heptabromodiphenyl ether 二溴聯苯醚/Dibromodiphenyl ether mg/kg 鹵素/Halogen測試報告Test Report號碼(No.):KA/2014/70951日期(Date):2014/07/31頁數(Page):3of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號五溴聯苯醚/Pentabromodiphenyl ether 四溴聯苯醚/Tetrabromodiphenyl ether參考IEC 62321:2008方法,以氣相層析儀/質譜儀檢測./With reference to IEC 62321:2008and performed by GC/MS.mg/kg 測試項目(Test Items)單位(Unit)測試方法(Method)方法偵測極限值(MDL)Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under結果(Result)NO.1參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.01n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.01n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.%%%%鹵素(碘)/Halogen-Iodine (I)(CAS No.:14362-44-8)鄰苯二甲酸二丁酯/DBP (Dibutyl phthalate)(CAS No.:84-74-2)mg/kg16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.鄰苯二甲酸二(2-乙基己基)酯/DEHP (Di-(2-ethylhexyl)phthalate)(CAS No.:117-81-7)鄰苯二甲酸甲苯基丁酯/BBP (Benzyl butyl phthalate)(CAS No.:85-68-7)高雄市楠梓加工出口區西三街16號鄰苯二甲酸二異癸酯/DIDP (Di-isodecyl phthalate)(CAS No.:26761-40-0,68515-49-1)鄰苯二甲酸二異壬酯/DINP (Di-isononyl phthalate)(CAS No.:28553-12-0,68515-48-0)可塑劑定量分析/Phthalates測試報告Test Report號碼(No.):KA/2014/70951日期(Date):2014/07/31頁數(Page):4of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 測試項目(Test Items)單位(Unit)測試方法(Method)方法偵測極限值(MDL)%%鄰苯二甲酸二正辛酯/DNOP (Di-n-octyl phthalate)(CAS No.:117-84-0)Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under備註(Note):3.MDL =Method Detection Limit (方法偵測極限值)2.n.d.=Not Detected (未檢出)4."-"=Not Regulated (無規格值)1.mg/kg =ppm;0.1wt%=1000ppm 測試報告Test Report號碼(No.):KA/2014/70951日期(Date):2014/07/31頁數(Page):5of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.5.#= a.Positive means the presence of CrVI on the tested areas(Positive表示測試區域偵測到六價鉻)b.Negative means the absence of CrVI on the tested areas (Negative表示測試區域未偵測到六價鉻)The detected concentration in boiling-water-extraction solution is equal or greater than 0.02mg/kg with 50cm ² tested areas ./該溶液濃度≧0.02mg/kg with 50cm ² (tested areas)Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under測試報告Test Report號碼(No.):KA/2014/70951日期(Date):2014/07/31頁數(Page):6of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.Note**:(1)針對非金屬材料加入鹼性消化液,加熱至90~95℃萃取./Fornon-m e ta l l i cm ate r i a l ,a d d a l ka l i ne d i g e s ti on r e a g e nt and he a t to 90~95℃.(2)針對金屬材料加入純水,加熱至沸騰萃取./Form e tal l i cm a te r i a l ,a d d pu r e w ate ra nd he a t tob oi l i ng .1)根據以下的流程圖之條件,樣品已完全溶解。

测试报告 No. CANML1411069404 日期: 2014年07月15日第1页,共17页测试报告海南中航特玻材料有限公司中国海南省老城经济开发区南一环路以下测试之样品是由申请者所提供及确认 : 超白浮法玻璃SGS工作编号 : GZIN1407017966PC - GZ内部编号 : 4.4样品接收日期 : 2014年07月09日测试周期 : 2014年07月09日 - 2014年07月15日测试要求 : A: 根据客户要求,(i) 基于欧洲化学品管理署截止2014年6月16日公布的供授权审议的高关注物质候选清单(根据欧盟第1907/2006号REACH法规),对155种高关注物质(SVHC)进行筛分测试。
B: 根据客户要求测试测试结果 : 请参见下一页总结 : A:根据具体的测试范围和分析技术,委托样品中测试的高关注物质浓度都≤ 0.1%。
通过结论B:基于所送样品进行的测试,镉、铅、汞、六价铬、多溴联苯(PBBs)、多溴二苯醚(PBDEs)的测试结果符合欧盟RoHS指令2002/95/EC的重订指令2011/65/EU附录II的限值要求。
通标标准技术服务有限公司授权签名_________________Echo Yeung 杨谷毅批准签署人备注: 本报告是编号为CANML1411069403报告的中文版本。
测试报告测试报告No. CANML1411069404日期: 2014年07月15日 第2页, 共17页测试结果 :测试样品描述 : 样品编号SGS 样品ID 描述SN1 CAN14-110694.002 透明玻璃A: SVHC 备注备注::(1) 本报告所涉及的关于特定高关注物质的化学分析是根据欧洲化学品管理署发布的下列文件,利用现有的分析技术完成的。
http://echa.europa.eu/web/guest/candidate-list-table这些文件清单由欧洲化学品管理署评估, 将来可能会有变化。


SGS以领先资质提高食品接触材料合规性作者:王沛,黄帅来源:《进出口经理人》2013年第05期电饭锅、果汁机、咖啡机等各种厨电产品的普遍使用给人们的日常生活带来了极大的便利,但其中与食品直接接触的材料却可能会带来安全隐患。
近年来,我国生产的食品接触材料产品频遭欧盟RASFF(食品安全快速预警系统)通报,其产品主要涉及电烤箱、油炸锅、绞肉机、电水壶、燃气烤炉、电烤盘等产品,究其原因大多因产品与食品接触部分迁移量超标(如镍、铬、锰等)。
针对此类通报案例,欧盟一般采取召回、禁止入境等措施,且相关预警信息也发至欧盟其他国家。
面对我国召回案例的频发,全球各国食品接触材料相关法规又不断更新的现状,作为中国制造商应如何积极掌握与应对这些法规?如何防止产品召回等问题的发生?为此,本刊记者专访了专业第三方检测认证机构SGS科技电子产品限用物质测试服务部副总监李信柱博士。
中国成为食品接触类材料产品被召回的“重灾区”李信柱博士告诉记者,当前我国厨房电器市场规模正以每年约30%的增长速度发展。
与此同时,尽管欧美市场尚未从危机中完全恢复,多数产品的出口尽显疲态,但厨电产品尤其是厨房小家电产品的出口却持续向好,且高端化趋势明显。
其中,产自中国的咖啡机、榨汁机、电烤箱等仍是欧美各类型超市的热销产品。
尽管市场前景向好,但是中国相关制造企业软肋仍在。
“纵观中国厨电行业,整体产业规模小、产品缺乏核心竞争力、整体盈利能力低成为厨电行业的短板。
”李信柱对记者这样说。
在软肋仍在的情况下,近15个月来,来自于欧盟的食品接触材料类召回案例约339起。
其中,原产地为中国内地的产品就占所有案例的76%,我国已成为名副其实的产品召回“重灾区”。
据了解,食品接触材料是指产品在正常使用中与食物有直接或间接接触的材料。
厨电产品中与食品接触的材料主要包括塑料、金属、涂层、(硅)橡胶、玻璃、陶瓷等材料。
而对于食品接触类材料在国际市场被召回的原因,李信柱博士分析说:“金属材料特别是不锈钢的重金属迁移量超标、密胺材料中的甲醛迁移量超标、尼龙材料中的初级芳香胺迁移量超标、玻璃陶瓷中的铅镉迁移量超标。



Test ReportNo. CANEC1208348501 Date: 02 Jul 2012 Page 1 of 7测试报告ZHAOQING HAOMING ORGANIC SILICON MATERIAL C O.,LTD 肇庆皓明有机硅材料有限公司LIANTANG I NDUSTRIAL DISTRICT,LIANHUA TOWN,DINGHU DISTRICT,ZHAOQING CITY,GUANGDONG PROVINCE CHINA中国 广东 肇庆市 肇庆鼎湖莲花镇莲塘工业区The following sample(s) w as/were s ubmitted and identified on behalf o f the clients as : SILICONE INDUSTRIAL SEALANT以下测试之样品是由申请者所提供及确认:电子阻燃密封胶SGS Job N o. : CP12-010448 - GZ SGS 工作编号Tested S ample Info. : HMG-628测试样板信息 Client R ef. Info. :HMG-628, HM-40, HMG-628B, HMG-628C, HMG-628E, HMG-628X, HMG-636, HM-656, HM-40D, HM-240, HM-2577, HMG-301, HMG-301T, HM-399, HM-618, HM-623, HM-624, HM-626, HM-627, HM-629, HM-631, HM-642, HM-645, HM-648, HM-662, HM-665, HM-668, HM-822, HM-825, HM-818, HM-828, HM-828T, HM-832, HM-835, HM-838, HM-704, HM-705, HM-706Date of Sample Received : 26 Jun 2012样板接收时间 Testing Period : 26 Jun 2012 - 02 Jul 2012测试周期Test Requested : Selected t est(s) a s requested by client.测试要求 Test Method : 测试方法 Test Results : 测试结果 Conclusion :根据客户要求测试Please refer to next p age(s). 请参看下一页Please refer to next p age(s).请参见下一页A:Based o n the performed tests o n submitted samples, the results of Lead, Mercury, Cadmium, Hexavalent chromium, Polybrominated biphenyls (PBB), Polybrominated diphenyl ethers (PBDE) comply with t he limits as set by RoHS Directive 2011/65/EU Annex I I; recasting 2002/95/EC. 根据客户提供的样品测试其铅,汞,镉,六价铬,多溴联苯PBB 和多溴二苯醚的测试结果符合ROHS 指令(2011/65/EU )和(2002/95/EC )修定指令的要求Signed f or and on behalf o f 签名 SGS-CSTC Ltd.客户产品信息结论Test ReportNo. CANEC1208348501 Date: 02 Jul 2012 Page 2 of 7Test Results :测试结果Test Part Description : 测试部件描述Specimen N o. 样品数量SGS Sample ID SGS 样品ID 号Description 描述 1CAN12-083485.001Black p aste黑色膏状Remarks : 备注(1) 1 mg/kg = 1 ppm = 0.0001% (2)MDL = Method D etection Limit (3) ND = Not Detected ( < MDL ) (4) "-" = Not RegulatedA:RoHS Directive 2011/65/EU ROHS 指令(2011/65/EU )Test Method : With reference to IEC 62321:2008 使用IEC 62321:2008标准(1) Determination of Cadmium by ICP-OES.镉测试使用ICP-OES(2) Determination of Lead by ICP-OES.铅测试使用ICP-OES(3) Determination of Mercury by ICP-OES. 汞测试使用ICP-OES(4) Determination of Hexavalent Chromium by Colorimetric Method u sing UV-Vis. 六价铬测试使用UV-VIS(5) Determination of PBBs / PBDEs content by GC-MS. PBBs / PBDEs 测试使用GC-MSTest Item(s) 测试项目 Limit 限值 Unit MDL 001Cadmium (Cd) 镉 100 mg/kg 2 ND Lead (Pb) 铅 1000 mg/kg 2 ND Mercury (Hg) 汞1000 mg/kg 2 ND Hexavalent Chromium (CrVI) 六价铬 1000 mg/kg 2 ND Sum of PBBs 多溴联苯测试之和值 1000 mg/kg - ND Monobromobiphenyl 单溴联苯 - mg/kg 5 ND Dibromobiphenyl 二溴联苯 - mg/kg 5 ND Tribromobiphenyl 三溴联苯-mg/kg5ND方法检测限 未检出 (< MDL)测试方法Tetrabromobiphenyl四溴联苯-mg/kg5ND Pentabromobiphenyl五溴联苯-mg/kg5ND Hexabromobiphenyl六溴联苯-mg/kg5ND Heptabromobiphenyl七溴联苯-mg/kg5ND Octabromobiphenyl八溴联苯-mg/kg5ND Nonabromobiphenyl九溴联苯-mg/kg5ND Decabromobiphenyl十溴联苯-mg/kg5ND Sum of PBDEs多溴二苯醚测试之和1000mg/kg-ND Monobromodiphenyl ether单溴二苯醚-mg/kg5NDTest Report No.CANEC1208348501Date:02Jul2012Page3of7Test Item(s)Limit Unit MDL001Dibromodiphenyl ether 二溴二苯醚-mg/kg5NDTribromodiphenyl ether 三溴二苯醚-mg/kg5NDTetrabromodiphenyl ether四溴二苯醚-mg/kg5NDPentabromodiphenyl ether 五溴二苯醚-mg/kg5NDHexabromodiphenyl ether 六溴二苯醚-mg/kg5NDHeptabromodiphenyl ether 七溴二苯醚-mg/kg5NDOctabromodiphenyl ether 八溴二苯醚-mg/kg5NDNonabromodiphenyl ether 九溴二苯醚-mg/kg5NDDecabromodiphenyl ether 十溴二苯醚-mg/kg5NDNotes:注释(1)The maximum permissible limit is quoted from d irective2011/65/EU,Annex I I最大限值引用指令2011/65/EU,Annex I IB:Hexabromocyclododecane (HBCDD) 六溴环十二烷(HBCDD)Test Method:Determination of HBCDD by GC-MS based on IEC62321:2008.测试方法:测试HBCDD使用GC-MS基于IEC 62321:2008的标准Test Item(s) 测试项目 Limit Unit MDL 001Hexabromocyclododecane (HBCDD) -不可有 mg/kg 10 NDNotes:注释(1) Reference I nformation:Directive2011/65/EU recasting RoHS directive2002/95/EC:参考方法:ROHS指令(2011/65/EU)和(2002/95/EC)修定指令的要求(2) Hexabromocyclododecane(HBCDD)is considered as a priority for risk e valuation and substancerestriction.六溴环十二烷(HBCDD)被认为是一个优先进行风险评估和物质限制C:Phthalate邻苯二甲酸盐(或邻苯二甲酯)Test Method:Determination of phthalates by GC-MS based on EN14372:2004.测试方法:测试使用GC-MC 基于EN14372:2004标准Test Item(s)测试项目单位 Unit MDL001Dibutyl Phthalate(DBP)%(w/w)0.003NDBenzylbutyl Phthalate(BBP)%(w/w)0.003NDBis-(2-ethylhexyl)Phthalate(DEHP)%(w/w)0.003NDNotes 注释(1)Reference I nformation:Directive2011/65/EU recasting RoHS directive2002/95/EC:参考方法:ROHS指令(2011/65/EU)和(2002/95/EC)修定指令的要求Bis(2-ethylhexyl)phthalate(DEHP),Butyl benzyl p hthalate(BBP)and Dibutyl phthalate(DBP)areconsidered as a priority for risk e valuation and substance restriction.DEHP,BBP,DBP,被认为是一个优先进行风险评估和物质限制Remark:T he result(s)shown is/are o f the total w eight of wet sample.备注:结果显示是湿样的总重量Test Report No.CANEC1208348501Date:02Jul2012Page4of7 ATTACHMENTS附件RoHS Testing Flow Chart1)Name of the person who made testing:Bella Wang/Cutey Yu 测试人员名字2)Name of the person in charge of testing:Adams Yu/Ryan Yang 审核人员名字3)These samples were dissolved totally by pre-conditioning method according to below flow chart6+Sample PreparationSample MeasurementPb/Cd/Hg PBBs/PBDEs Cr6+Acid digestion withmicrowave/hotplateF i ltration Solution R e s i d ueSample solventextractionConcentration/Dilution of extractionsolutionNo n m eta ll icmateri a lAdding d i gest i onreag e n tHeating toPositiveMetallicmaterialSpot testNegativeF i ltration90~95℃forextractionBoiling waterextracti on1)Alkali Fusion/Dry A s h i ng2)Acid todissolveICP-OES/AA SD A T A GC-MSDATAFiltration a ndpH a d j ustmentAdding 1,5-diphenylcarbazidefor colordevelopmentUV-V i sAdding 1,5-diphenylcarbazidefor colordevelopmentA red colorindicates thepresence of Cr6+.If n ecessary,confirm withUV-V i s.D A T A DATATest Report No.CANEC1208348501Date:02Jul2012Page5of7ATTACHMENTS附件HBCDD Testing Flow C hartHBCDD测试流程1)Name of the person who made testing:Cutey Yu 测试人员2)Name of the person in charge of testing:Ryan Yang 测试负责人Sample cutting/preparation 样品切开和预处理Sample Measurement 样品测量Solvent extraction 溶解萃取Concentration/Dilution 浓缩和稀释F i ltration 过滤GC-MS 气相色谱-质谱联用分析D A T A 数据结果Test Report No.CANEC1208348501Date:02Jul2012Page6of7 ATTACHMENTS附件Phthalates Testing Flow Chart邻苯二甲酸盐的测试流程图1)Name of the person who made testing:T i na Zhao 测试人员2)Name of the person in charge of testing:Ryan Yang 审核人员Sample cutting/preparation 样板预处理Sample Measurement 样板测量Solvent extraction 溶解萃取Concentration/Dilution浓缩和稀释F i ltration过滤GC-MS 气相色谱-质谱联用分析仪D A T A 测试结果数据Test Report No.CANEC1208348501Date:02Jul2012Page7of7 Sample photo:样品图片CANEC1208348501CAN12-083485.001SGS authenticate the photo o n original report only***End of Report***。

Supplier Quality Manual Initial Release: March 10, 2007Revised: March 10th 2014Effective: Aug 1st 2013Table of Contents1.QUALITY EXPECTATIONS (4)1.1KSR SPECIAL DESIGNATIONS (4)1.2.HIGH IMPACT SUPPLIERS (5)1.3.ADVANCE PRODUCT QUALITY PLANNING (APQP) (5)1.4.PRODUCTION PART APPROVAL PROCESS (PPAP) SAMPLE SUBMISSION (5)1.5.SUPPLIER CHANGE REQUESTS (7)1.6.INTERNATIONAL MATERIAL DATA SYSTEM (IMDS) (7)1.7.SUPPLIER SOURCING AUDIT (8)1.8.ON SITE AUDITS (8)1.8.1.PROCESS SIGN OFF (PSO) (8)1.8.2.AUDIT SCHEDULING (9)1.9.SUPPLIER NON-CONFORMANCE MATERIAL REPORT AND DELIVERY PERFORMANCE (9)1.9.1.SUPPLIER DMN AND DPR REQUIREMENTS (10)1.9.2.CLOSING A DMN AND DPR (10)1.9.3.DMN AND DPR DISPUTE (10)1.10.SUPPLIER NON-CONFORMANCE MATERIAL REPORT CHARGE BACKS (10)1.11.CONTROLLED SHIPPING CONTAINMENT (11)1.11.1.EARLY CONTAINMENT (11)1.11.2.LEVEL ONE CONTROLLED SHIPPING CONTAINMENT (12)1.11.3.LEVEL TWO CONTROLLED SHIPPING CONTAINMENT (13)1.11.4.LEVEL I & II EXIT CRITERIA (13)1.12.STATISTICAL METHODS (14)1.13.CQI - REQUIREMENTS (14)BELING AND SHIPPING REQUIREMENTS (15)2.1.TOOL LABELING AND IDENTIFICATION (15)2.2.PRODUCTION LABELING (16)2.3.EDI CAPABILITY (18)2.4.LOT TRACEABILITY (18)2.5.PACKAGING (19)3.SUPPLIER RATING (19)3.1.SUPPLIER RATING CRITERIA (19)3.1.1.QUALITY (65 POINTS) (19)3.1.2.MATERIALS (35 POINTS) (19)3.1.3.SIGNIFICANT ISSUES (10 POINTS) (20)3.2.SUPPLIER RATING SCALE (20)3.3.SUPPLIER MANAGEMENT QUALITY REVIEW (SMQR) (20)3.3.1.SMQR LEVEL 1 (21)3.3.2.SMQR LEVEL 2 (21)4.WARRANTY (22)5.SUPPLYWEB (22)5.1.REGISTRATION TO SUPPLYWEB (22)5.2.EVENT MANAGEMENT CONSOLE (EMC) (22)5.3.DEMAND RELEASES (23)5.4.SHIPPERS (23)5.5.ADVANCE SHIP NOTICES (ASNS) (23)5.6.RECEIPTS (23)6.0 ACRONYMS (24)REVISIONS HISTORY (25)1.Quality ExpectationsSuppliers to KSR International shall establish and maintain a documented quality system at a minimum 3rd party certified to ISO 9001 unless specified otherwise by customer requirements. Vendors not third party certified to either ISO 9001 or TS 16949 will require approval from KSR International’s customer, which may include on-site visits and customer audits.KSR International requires that all components conform to the print for dimensional and material specifications, and that all inspections be available upon request. Suppliers are not to rely on KSRs receiving inspection function to determine acceptability of the supplied product.1.1KSR Special DesignationsKSR International has developed a designation system for special or critical characteristics on the part prints. These designations are vital to the performance of the component in the assembly. The designations are as follows:APEC: A product or process characteristics that requires measurement using, either attribute (go/no go) or variable gauging methods. The frequency of themeasurement is to be documented on the control plan.APEC (V):Same As APEC & Defines check must be Variable.KPEC: A product or process characteristic that either affects a customer defined special characteristic or has been identified by the APQP team as high risk from theDFMEA. A KPEC shall have either 100% inline detection (with reject mastervalidation), or poke yoke. Where this is not feasible variable gauging shall be usedand statistical tools (SPC) shall be used for control with an ongoing Ppk greaterthan 1.33. SPC is to be maintained throughout the life of the program.∙The supplier shall submit all KPEC data to KSR International with each shipment ∙This data is to include ongoing in process inspections from the production run from which these parts are being shipped.∙The data shall represent the inspection frequencies that have been defined on the suppliers control plan∙Data shall be submitted electronically to the supplier’s KSR quality representative at each facility they are supplying. If the suppliers areunaware of who their quality representative is, please contact either yourbuyer or the materials department of the plant you are supplying ∙The supplier is to retain all data on KPEC items to be available upon request by the receiving plant. (Reference SPC procedure for capability requirements) ∙Any supplier with a KPEC listed on their print is automatically deemed a high impact supplier.∙100% in line detection requires validation using calibrated reject masters, which are to be run each shift for validation of the detection methods1.2.High Impact SuppliersHigh impact suppliers are companies supplying products to KSR International that affect safety, fit or functional aspects of KSR’s final product.Any supplier with a Customer designated Critical Characteristic or KSR KPEC listed on their print is automatically deemed a high impact supplierThe Supplier Development team will create a high impact supplier listing for all new and current products. A supplier may also be deemed high impact due to quality, delivery issues or complexity of the product. These suppliers will be audited to ensure that the tooling, equipment and procedures being used are adequate to provide the part required to the drawing quoted. Special emphasis will be placed on defect prevention as part of this audit.1.3.Advance Product Quality Planning (APQP)Advance Product Quality Planning (APQP) will be the tool used to monitor launch activities for all suppliers. The expectations for APQP for all production suppliers (components, materials tooling, etc.) are summarized in the current edition of the Automotive Industry Action Group () methods manual. KSR International reserves the right to require customer specific methods for APQP outside of the AIAG standard.Suppliers shall use KSR APQP status sheet F C3-53 for status tracking. Upon request KSR associates may attend supplier APQP meetings.1.4.Production Part Approval Process (PPAP) Sample SubmissionPPAP Expectations:∙Submitted using the current AIAG requirements, including; Production Part Approval Process (PPAP), APQP and Control Plan, FMEA as well as any additional Customer Requirements∙All Initial and ECR PPAP submissions to KSR International are a minimum Level 3 PPAP o If a sub-supplier is shipping a part to multiple KSR locations the PPAP will be approved by the Lead KSR plant on the drawing. The sub-supplier will send a copyof the approval to the other Plants affected along with a PSW with that plants part# for each plant to recognize the approval of that part and signoff on.∙All Annual PPAP submissions to KSR International are a Level 4 PPAP with these listed documents to be submitted1.New PSW2.Sub-Supplier PSW if applicable3.Capability studies if required4. 6 pc dimensional layout5.Material certification and lab accreditation6.Gauge R+R’s7.Any document that has been revised or changed since last PPAP8.All documents must be less than 1 year oldNOTE:It is the responsibility of the suppliers and their sub-suppliers who ship plated, coated, heat-treated, welded or soldered product into KSR facilities to ensure that their processes are assessed and certified to the appropriate CQI standard. It is also the responsibility of the supplier and sub-suppliers to submit their assessments and lab accreditations annually. ∙All sub-suppliers submissions to the supplier shall be a minimum Level 3 PPAP∙Samples shall be provided using production tooling∙Where multiple tools, mold cavities or patterns are used, samples from each shall be clearly identified and submitted with the PPAP package∙As per the AIAG manual (Part submission Warrant) which states if production parts will be produced from more than one cavity, mold, tool, die, pattern or production process, e.g., line or cell, the organization shall complete a dimensional evaluation on one part from each.∙For single cavity, mold, tool, die, pattern or production process, e.g., line or cell, the organization shall complete a dimensional evaluation on six parts.∙ A ballooned print shall be submitted identifying the areas of each measurement and notes corresponding to the dimensional report∙For all Special Characteristics, including but not limited to KPEC, SC, and CC, process capability shall be submitted. This capability shall be accomplished using no fewer than 125 parts. Acceptable process capability will be a Ppk value greater than or equal to 1.67, at the time of PPAP∙Gauge R&Rs shall be completed for every gauge on the control plan using the gauge / fixture identified on the control plan.∙Gauge R&Rs are to be done annually for all variable gauging systems, and be performed on a dimension on a “KSR” part number. GR&R’s do not have to be Part number specific and can be applied to all PPAP’s submitted.∙Part numbers w ith Customer Critical Characteristics or KSR “KPEC’s” must have a GR&R for the specific dimension called out on the print.∙Gauge R&Rs shall be completed using the ANOVA method as described in the current AIAG Measurement Systems Analysis (MSA) manual∙Variable Gauge R&Rs shall use 10 parts, 3 operators and 3 trials. Variable studies are to be done in either MiniTab or KSR form F S1-30. The 10 parts selected for the study must represent the normal variation in the process∙Attribute Gauge R&Rs shall use 50 parts, 3 operators, 3 trials. Attribute studies are to be done either in MiniTab or using KSR form F S1-31 (See F S1-31 for distribution of parts within the study)∙Process capability data, gauge R&R and dimensional data is to be supplied electronically along with the hard copy package. The file format shall be in either MiniTab or Microsoft Excel∙IMDS submissions must be supplied with each PPAP package to KSR International. Regular production is not to be shipped to any KSR International facilities until the supplierIt is the supplier’s responsibility to ensure that parts meet all drawing and material requirements prior to submission. Samples found to be dimensionally incorrect or submissions with improper or incomplete documentation shall be rejected unless a supplier change request (F C3-54) has been submitted and approved.If the supplier lacks the facilities and certification required to perform dimensional inspection, laboratory analysis, testing or heat-treating the supplier assumes the responsibility to subcontract to a certified 3rd party. Laboratory subcontractors shall be ISO 17025 registered. Production subcontractors shall be a minimum of ISO 9001 registered. Subcontractors of heat treating, plating, coatings, soldering and welding shall also have a valid CQI self-assessment.NOTE:In special cases, where a supplier has been directed by a KSR customer, and that supplier has previously PPAP’ed the product directly to the customer, a copy ofthe PSW approved by the KSR customer may be acceptable. KSR however,reserves the right to do an on-site PSO and PPAP review.NOTE:Late PPAP submissions will result in a DMN being issued to the supplier with an associated $500 administration fee.1.5. Supplier Change RequestsSuppliers shall obtain written approval from KSR International for any changes in process, design or facilities (including rework not identified in the PPAP package, and equipment move within the facility) prior to implementation of such change. All Change requests are to be submitted on a supplier change request form (F C3-54) to the appropriate purchasing personnel.Any implementation of new processes, transfers of production to a different location or changes to the manufacturing process require a new PPAP submission.1.6.International Material Data System (IMDS)All subcontractors supplying parts to KSR International Co / Dresden Industrial will be required to submit IMDS documentation 30 days before the contracted PPAP due date. Suppliers must be registered in IMDS and all documentation will be submitted to KSR International Co. through the IMDS web-based system. Suppliers shall submit IMDS to the appropriate KSR site based on ship to location, the codes are:KSR Canada and Mexico ID Number 8799KSR China ID Number 64508KSR Czech Republic ID Number 17877KSR Brazil ID Number 50442To register in IMDS go to and follow the instructions for online registration.1.7.Supplier Sourcing AuditPrior to the approval of a potential supplier, a sourcing audit (F C3-1) must be completed. This includes the General Information tab, Supplier Self-Assessment tab and any Technical Assessments that are applicable. The F C3-1 form will be reviewed by Corporate Supplier Development and an onsite visit will be scheduled.1.8. On Site Audits1.8.1.Process Sign off (PSO)Process Sign off (PSO) (F C3-55) is an in depth audit and review of all processing facets associated with the manufacturing of products purchased by KSR International. The PSO process is a cross-functional evaluation of a supplier’s readiness to produce product at a specified volume prior to the launch of a program. If a PSO is required to be conducted, the Supplier Development Representative will contact the supplier and set up a date and time.The PSO review covers both the process documentation and the actual process for both new product and engineering changes. By establishing the documentation as evidence of the intended process and then reviewing the actual process running at production rate, KSR will have a firsthand understanding of the supplier’s production readiness.A run at rate may also be required for completion of the PSO. The number of componentsto be produced during a Run at Rate (R@R) should be sufficient to demonstrate manufacturing process capability and should be predetermined by the Supplier Development representative. Factors such as product complexity, shelf life, storage cost and single shift vs. multiple shift operations are taken into consideration when determining the length of the R@R. The default length of the R@R will be a minimum of 300 pieces or2 hours of production. The production run must be on the production line of record, using production tools, processes and trained operators. The format of the R@R will be dependent on KSRs customer requirements, and will be made available upon request at the time of launch.A PSO will be scheduled for (but not limited to) the following reasons:∙All suppliers that are designated as high impact suppliers (refer to Section 1.2)∙For corrective actions that have caused decreased customer satisfaction for KSR International and or KSRs OEM customers.∙If the supplier is new to KSR International you may be contacted for an audit prior to sign off (Ref Section 1.7)∙If a level five PPAP is required a PSO will be conductedKSR intends to use this PSO process as a tool to assure our customers that our suppliers have met all of our requirements and that we are developing suppliers capable of meeting or exceeding customer expectations.Corrective action responses to Audits performed are due 1 week after completion of audit.If corrective action responses are outside of the 1 week date then 20 points can be taken from the supplier’s monthly quality rating.1.8.2.Audit SchedulingA PSO audit will be scheduled every two years for any supplier that is supplyingproduct that affects safety or fit/function aspects of KSR final product.Suppliers that have Multiple part numbers being released annually with Critical Characteristics (refer to Section 1.2) will have at a minimum a Control Plan audit completed as necessary.Any supplier’s product that is not identified on the Print as a Critical Characteristic but could cause reduced levels of performance and operation of final assembly will have a PS O’s completed every two years.1.9.Supplier Non-Conformance Material Report and Delivery PerformanceSuppliers are notified of non-conforming material and delivery performance through the KSR SupplyWEB site (Section 5.0). The plant quality group will be responsible for issuing electronically a documented supplier Defective Material Notice (DMN). A Delivery Performance Review (DPR) is sent electronically through SupplyWeb. The receiving plants material department is to follow up on DPRs.A DMN or DPR is issued whenever purchased material which does not to conform to KSR International requirements has been identified. This is inclusive of, but not limited to: quality, delivery, logistics, labeling, design, customs compliance, paperwork, etc.Non-conforming material may be identified during incoming inspection, assembly, processing, audit, OEM notification, or reliability testing. An authorization number will be requested from the supplier for debit authorization of on-site scrap, rework, sort, material to be returned or any associated cost due to the nonconformance.The supplier non-conformance material reports (DMN or DPR) serve the following functions: ∙Accounting debit memo∙Packing slip for returned material∙Quality record for generating PPM∙Supplier response request. (8D)∙Communication of issues and concerns to the supplier∙Record to support adjustments of suppliers cumulative shipment historyAll suppliers Non-conformances will be formally documented using 8D Problem Solving Methodology.1.9.1.Supplier DMN and DPR RequirementsWithin one (1) working day of the DMN or DPR being issued the supplier will submit a detailed containment action plan in Supply Web to include the following at a minimum.∙Written containment actions (At supplier’s facility and at KSR International facilities)∙Suspect inventory, lot numbers, etc.∙Number of parts sorted and number of defects found∙Date and time of first clean shipment and how certified parts will be identified Within fourteen (14) days of a DMN or DPR being issued the supplier shall submit an updated corrective action plan and 3X5 why in writing on KSR 8D report F S1-1and uploaded into Supply Web system.1.9.2.Closing a DMN and DPRThe KSR International initiator shall review and approve closure of the DMN or DPR.KSR reserves the right to require that additional controls be implemented and/or additional documentation be provided to resolve supplier issues.1.9.3.DMN and DPR DisputeIn the event of a disputed DMN or DPR, the supplier shall document the dispute (with reasons) in the DMN or DPR system. Should an escalation be required for disputes with no response, the supplier shall contact their buyer.Note: DMN/DPR instructions are available on in the supplier info tab. 1.10.Supplier Non-Conformance Material Report Charge BacksKSR International will debit the supplier for all internal and external costs associated with the Supplier Non-Conformance Notice (DMN). In addition, the supplier will be charged a $200 administration fee for each DMN issued. This fee covers KSR International’s administration costs associated with documenting the non-conformance.The supplier will have 10 working days to review and challenge the chargeback in writing to the buyer from the date of issue. If the supplier does not respond within 10 working days, the supplier has accepted the debit. A debit memo will be issued and/or the amount will be debited from the next payment.NOTE: If any of the KSR facilities, under emergency circumstances, are required to sort, rework or inspect supplier’s non-conforming product, a fee of $60.00 per hour –per employee utilized will be charged back to the Supplier (F C3-56).1.11.Controlled Shipping ContainmentFor suppliers with chronic or repetitive quality and delivery issues, KSR International reserves the right to impose additional containment measures at the supplier’s expense to ensure the product received conforms to the requirements. Suppliers who are required to implement either Level One or Level Two containment shall be notified in writing by KSR Corporate Supplier Quality.These additional controlled containment measures are intended to be interim steps to ensure conforming product is shipped to all KSR International plants. Permanent actions to prevent recurrence must be implemented in conjunction with these containment programs. Once permanent actions are implemented and verified to be effective, a 30-day clean point must be established from the date the corrective action was implemented with zero (0) non-conformances reported before the supplier is allowed to exit controlled containment. Weekly updates are required throughout the entire containment period detailing the quantity of parts inspected and the percentage of failures detected.1.11.1.Early ContainmentEarly Containment applies to any parts produced for prototype; pilot or saleable vehicle builds at KSR International facilities prior to full production. Early or Pre-Production Containment activities are required of the supplier and must be documented on a prototype or pre-launch control plan.Typically, the specified production quantity or duration is intended to match the OEM’s acceleration / ramp up plan to full production volumes. If not specified, the duration for containment is 5% of the annual volume of pieces defect free after the Start of Production (SOP).The supplier must attach a green dot (1.25 – 2 inch diameter) signed and dated by the designated senior management representative to each bar code label verifying that Early Production containment requirements have been met.The supplier must establish a containment process that includes the following elements: ∙Identifies the person responsible for the containment process∙Pre-launch control plan∙Must include additional controls, inspection audits, and testing to identify non-conformance during the production process (See the AIAG advancedproduct quality planning and control plan reference manual)∙The supplier is responsible to document the containment activities, as proof of adherence to the established pre-launch containment plan. This data shall beused to verify the effectiveness of the containment activitiesAdditionally if any KSR International facility receives non-conforming product from their suppliers during the pre-production phase, the supplier will be placed on Level 2 controlled shipping containment and will be required to institute third party inspection to protect KSR International facilities from further non-conformances.The exit criteria for Early Production containment is as follows:∙Self-Exit Criteria –The supplier ships the required quantities for the duration specified with no non-conformances or Defective Material Notices for theaffected product∙If the supplier does not meet the self-exit criteria, all Supplier Non-conformance reports must be closed before the supplier can exit early Productioncontainment.The early production containment plan is required until the self-exit criteria has been met and the process controls and capabilities have proven effective and valid.If PPAP’s and parts are found at KSR plants that have not been identified as early containment product a DMN (defective material notice) will be issued and a DMN charge will be applied as in section 1.10.1.11.2.Level One Controlled Shipping ContainmentThe supplier is required to perform a 100% certification of all products prior to shipment using an additional, off line inspection process. This measure shall be in addition to any existing controls and containment measures previously implemented.This level is imposed on suppliers who have failed to contain or correct quality issues documented by DMN. Formal Letters are issued to the supplier notifying them of the Level “One” shipping containment status and requirements(F C3-57). The supplier must absorb any and all costs associated with containment activities.The supplier will be responsible to reply with their implemented containment plan via an initial 8D within 24 hours of Level One notification. The containment plan must be reviewed and agreed upon by the supplier’s KSR Corporate Supplier Quality contact. The supplier is responsible for keeping the KSR plant location advised of ongoing containment results until released in writing from Level One.1.11.3.Level Two Controlled Shipping ContainmentLevel Two containment is imposed on suppliers for the following reasons:∙Repetitive quality issues∙Unsuccessful early production containment∙Unsuccessful Level One containment program∙As deemed necessary by executive managementFormal letters are issued to the supplier notifying them of the Level Two-containment status and requirements (F C3-58). The supplier must absorb any and all costs associated with containment activities.The Supplier is required to use an independent 3rd party to certify and inspect the product certification off line or at an offsite location if deemed necessary. The independent 3rd party shall 100% certify all product prior to shipment to the KSR International facilities or other locations designated by KSR International.The 3rd party will be responsible for performing the sort function per the established inspection criteria and recording the results. The third party will provide documentation t o both the supplier and to the supplier’s KSR Corporate Supplier Quality contact on the progress of containment activity daily.Additionally the supplier is required to develop and submit a Level Two communication plan within 24 hours of Level Two notification. The plan should address the format and frequency of communication to the affected KSR International location and must be reviewed and agreed upon by the supplier’s KSR Corporate Supplier Quality contact.The supplier is responsible for keeping the KSR plant locations advised on all issues identified and of ongoing containment results until released in writing from Level Two containment.1.11.4.Level I & II exit CriteriaTo exit from Level I & II Containment, you must provide the following∙Data, which shows the issue, has been resolved and appropriately contained for a minimum of 30 days as a result of third party sorting.∙Permanent corrective actions to the quality system and /or processes that will prevent reoccurrence.1.12.Statistical MethodsKSR International suppliers are required to use statistical methods to understand product and process variation to proactively prevent non-conformance. Automobile Industry Action Group (AIAG) Measurement System Analysis –MSA manual describes the methodology for ascertaining if the measurement techniques and equipment used are capable of collecting accurate data to drive improvements.KSR International suppliers are expected to establish the appropriate Statistical Process Controls (SPC) for special characteristic(s) selected during the Advanced Product Quality Planning (APQP) process (refer to AIAG Statistical Process Control Manual). Special characteristics will be clearly identified on drawings and require the completionof short-term capability studies:∙Before a part goes into production a process study as a part of the PPAP and PSO∙When an engineering change is made that affects a special characteristic∙When major tool maintenance or repair occurs that affects the characteristicThe supplier control plan will be used to define the method and means of control of special characteristics during production. A special characteristic does not necessarily require the use of ongoing SPC, so long as 100% inline detection is being used with calibrated reject masters to verify detection in functioning properly. Unless otherwise specified by the customer, short-term capability must exceed a Ppk of 1.67. Long-term process capability must exceed a Ppk of 1.33.1.13.CQI - RequirementsThe Standards CQI-9, 11, 12, 15 and 17 have been published though the AIAG.All suppliers providing heat treated, plated, coated, welded or soldered components to KSR regardless of tier must submit annual self-assessments consistent to those described in the applicable and current CQI guidelines as published through AIAG. Submissions of the annual validations are to be submitted to the Quality manager of the customer manufacturing facility using the supplied component.If a tier 1 supplier to KSR is having heat treat, plated, coated, welded or soldered services contracted out to tier 2 and beyond, it is the responsibility of the tier 1 to submit the self-assessment (s) accordingly. Failure to provide these surveys will result in DMN’s (Defectiv e Material Notice) to be issued, negatively affecting your supplier quality rating.The following processes require CQI Assessments:。
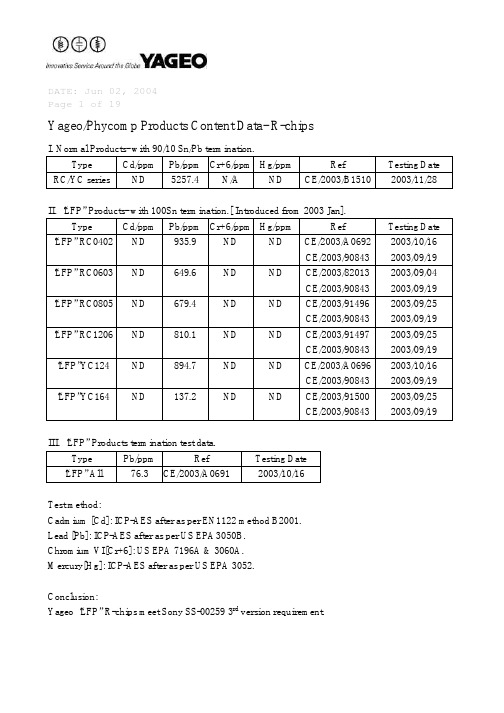
DATE: Jun 02, 2004Page 1 of 19Yageo/Phycomp Products Content Data- R-chipsI. Normal Products- with 90/10 Sn/Pb termination.Type Cd/ppm Pb/ppm Cr+6/ppm Hg/ppm Ref Testing Date RC/YC series ND 5257.4 N/A ND CE/2003/B1510 2003/11/28II. “LFP” Products- with 100Sn termination.[ Introduced from 2003 Jan].Type Cd/ppm Pb/ppm Cr+6/ppm Hg/ppm Ref Testing Date“LFP” RC0402 ND 935.9 ND ND CE/2003/A0692CE/2003/90843 2003/10/16 2003/09/19“LFP” RC0603 ND 649.6 ND ND CE/2003/82013CE/2003/90843 2003/09/04 2003/09/19“LFP” RC0805 ND 679.4 ND ND CE/2003/91496CE/2003/90843 2003/09/25 2003/09/19“LFP” RC1206 ND 810.1 ND ND CE/2003/91497CE/2003/90843 2003/09/25 2003/09/19“LFP”YC124 ND 894.7 ND ND CE/2003/A0696CE/2003/90843 2003/10/16 2003/09/19“LFP”YC164 ND 137.2 ND ND CE/2003/91500CE/2003/90843 2003/09/25 2003/09/19III. “LFP” Products termination test data.Type Pb/ppm Ref Testing Date“LFP” All 76.3 CE/2003/A0691 2003/10/16Test method:Cadmium [Cd]: ICP-AES after as per EN1122 method B2001. Lead [Pb]: ICP-AES after as per US EPA3050B.Chromium VI[Cr+6]: US EPA 7196A & 3060A.Mercury[Hg]: ICP-AES after as per US EPA 3052.Conclusion:Yageo “LFP” R-chips meet Sony SS-00259 3rd version requirement.DATE: Jun 02, 2004Page 2 of 19Attachment1: Content test report [by SGS]- I. Normal R-chips ProductsDATE: Jun 02, 2004 Page 3 of 19DATE: Jun 02, 2004Page 4 of 19Attachment2: Content test report [by SGS]- II. “LFP” R-chips ProductsDATE: Jun 02, 2004 Page 5 of 19DATE: Jun 02, 2004 Page 6 of 19DATE: Jun 02, 2004 Page 7 of 19DATE: Jun 02, 2004 Page 8 of 19DATE: Jun 02, 2004 Page 9 of 19DATE: Jun 02, 2004 Page 10 of 19DATE: Jun 02, 2004 Page 11 of 19DATE: Jun 02, 2004 Page 12 of 19DATE: Jun 02, 2004 Page 13 of 19DATE: Jun 02, 2004 Page 14 of 19DATE: Jun 02, 2004 Page 15 of 19DATE: Jun 02, 2004Page 16 of 19Attachment3: Content test report [by SGS]- III. “LFP” Products Termination.DATE: Jun 02, 2004Page 17 of 19Attachment4: Content test report [by SGS]- IV. “LFP” Products Cd, Cr+6 & Hg Test Data.Explanation:In this chemical compound test, YAGEO mixed all series ( RC / YC / TC series ) of Thick Film Chip Resistor to analyze. Because these following substances are certainly not used to manufacture Chip Resistor, the test result will be not effected even these components ( RC / YC / TC ) are mixed.DATE: Jun 02, 2004 Page 18 of 19DATE: Jun 02, 2004 Page 19 of 19。

高强度气体放电灯检测方法比较上海时代之光照明电器检测有限公司国家电光源质量监督检验中心(上海) 国家灯具质量监督检验中心林继钢摘要:高强度气体放电灯已经广泛应用于体育场,道路等各种场合。
我们应透彻理解各项性能标准要求和安全标准要求,从而全面有效的考核产品质量。
在此基础上,为产业升级贡献我们的力量。
关键词:高强度气体放电灯,光谱功率分布,特定有效紫外辐射功率Abstract: High intensity discharge lamps have been widely applied for gymnasium lighting, road and street lighting and so on. We should have a thorough comprehension of the requirements of relevant performance specifications and safety requirements so that we can put comprehensive and effective both supervision and inspection on product quality. On the basis of that, we shall make our contribution to the industry upgrade. Keyword:HID—high intensity discharge lamp, spectral power distribution, specific effective radiant UV power高强度气体放电灯(HID--high intensity discharge lamp)定义为能借助玻壳内壁的温度产生稳定的弧光,且电弧管壁负荷超过3W/cm2的放电灯。
包括高压钠灯,金属卤化物灯,高压汞灯等。




:::::=====================================================================================================================:測試報告Test Report號碼(No.):KA/2014/70952日期(Date):2014/07/31頁數(Page):1of 11以下測試樣品係由客戶送樣,且由客戶聲稱並經客戶確認如下(The following samples was/were submitted and identified by/on behalf of the client as):2014/07/15TO 2014/07/31Sn BALL 樣品型號(Style/Item No.)樣品名稱(Sample Description)Sn PLATING 請見下一頁(Please refer to next pages).測試結果(Test Results)測試期間(Testing Period)2014/07/15送樣廠商(Sample Submitted By)收件日期(Sample Receiving Date)國巨股份有限公司楠梓分公司(YAGEO CORPORATION NANTZE BRANCH)國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O.C.Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under測試部位(PART NAME)NO.1:結果(Result)NO.1參考IEC 62321-5:2013方法,以感應耦合電漿原子發射光譜儀檢測./With reference to IEC 62321-5:2013and performed by ICP-AES.2n.d.參考IEC 62321-5:2013方法,以感應耦合電漿原子發射光譜儀檢測./With reference to IEC 62321-5:2013and performed by ICP-AES.215.7參考IEC 62321-4:2013方法,以感應耦合電漿原子發射光譜儀檢測./With reference to IEC 62321-4:2013and performed by ICP-AES.2n.d.參考IEC 62321:2008方法,用Boiling water extraction方法檢測./With reference to IEC 62321:2008and performed by boiling water extraction Method.0.02mg/kg with 50cm ²surfaceareaNegative-n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.十溴聯苯/Decabromobiphenyl二溴聯苯/Dibromobiphenyl 四溴聯苯/Tetrabromobiphenyl 五溴聯苯/Pentabromobiphenyl 三溴聯苯/Tribromobiphenyl 鎘/Cadmium (Cd)鉛/Lead (Pb)mg/kg 七溴聯苯/Heptabromobiphenyl 八溴聯苯/Octabromobiphenyl **mg/kg 銀色Sn BALL (SILVER Sn BALL)方法偵測極限值(MDL)單位(Unit)mg/kg六溴聯苯/Hexabromobiphenyl 九溴聯苯/Nonabromobiphenyl 多溴聯苯總和/Sum of PBBs 測試項目(Test Items)汞/Mercury (Hg)六價鉻/Hexavalent Chromium Cr(VI)by boiling water extraction#一溴聯苯/Monobromobiphenyl 測試結果(Test Results)測試方法(Method)測試報告Test Report號碼(No.):KA/2014/70952日期(Date):2014/07/31頁數(Page):2of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.參考IEC 62321:2008方法,以氣相層析儀/質譜儀檢測./With reference to IEC 62321:2008and performed by GC/MS.mg/kgUnless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under結果(Result)NO.1-n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.5n.d.參考IEC 62321:2008方法,以氣相層析/質譜儀檢測./With reference to IEC 62321:2008method.Analysis was performed by GC/MS.5n.d.參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.八溴聯苯醚/Octabromodiphenyl ether 三溴聯苯醚/Tribromodiphenyl ether 十溴聯苯醚/Decabromodiphenyl ether mg/kg 鹵素(溴)/Halogen-Bromine (Br)(CAS No.:10097-32-2)鹵素(氯)/Halogen-Chlorine (Cl)(CAS No.:22537-15-1)鹵素(氟)/Halogen-Fluorine (F)(CAS No.:14762-94-8)六溴環十二烷及所有主要被辨別出的異構物/Hexabromocyclododecane (HBCDD)and all major diastereoisomers identified (α-HBCDD,β-HBCDD,γ-HBCDD)(CAS No.:25637-99-4and 3194-55-6(134237-51-7,134237-50-6,134237-52-8))mg/kgmg/kg 16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.一溴聯苯醚/Monobromodiphenyl ether 多溴聯苯醚總和/Sum of PBDEs九溴聯苯醚/Nonabromodiphenyl ether 六溴聯苯醚/Hexabromodiphenyl ether 七溴聯苯醚/Heptabromodiphenyl ether 二溴聯苯醚/Dibromodiphenyl ether mg/kg 鹵素/Halogen測試報告Test Report號碼(No.):KA/2014/70952日期(Date):2014/07/31頁數(Page):3of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號五溴聯苯醚/Pentabromodiphenyl ether 四溴聯苯醚/Tetrabromodiphenyl ether參考IEC 62321:2008方法,以氣相層析儀/質譜儀檢測./With reference to IEC 62321:2008and performed by GC/MS.mg/kg 測試項目(Test Items)單位(Unit)測試方法(Method)方法偵測極限值(MDL)Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under結果(Result)NO.1參考BS EN 14582:2007,以離子層析儀分析./With reference to BS EN 14582:2007.Analysis was performed by IC.50n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.01n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.01n.d.本測試參考EN 14372,以氣相層析儀/質譜儀檢測之./With reference to EN 14372.Analysis was performed by GC/MS.0.003n.d.%%%%鹵素(碘)/Halogen-Iodine (I)(CAS No.:14362-44-8)鄰苯二甲酸二丁酯/DBP (Dibutyl phthalate)(CAS No.:84-74-2)mg/kg16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.鄰苯二甲酸二(2-乙基己基)酯/DEHP (Di-(2-ethylhexyl)phthalate)(CAS No.:117-81-7)鄰苯二甲酸甲苯基丁酯/BBP (Benzyl butyl phthalate)(CAS No.:85-68-7)高雄市楠梓加工出口區西三街16號鄰苯二甲酸二異癸酯/DIDP (Di-isodecyl phthalate)(CAS No.:26761-40-0,68515-49-1)鄰苯二甲酸二異壬酯/DINP (Di-isononyl phthalate)(CAS No.:28553-12-0,68515-48-0)可塑劑定量分析/Phthalates測試報告Test Report號碼(No.):KA/2014/70952日期(Date):2014/07/31頁數(Page):4of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 測試項目(Test Items)單位(Unit)測試方法(Method)方法偵測極限值(MDL)%%鄰苯二甲酸二正辛酯/DNOP (Di-n-octyl phthalate)(CAS No.:117-84-0)Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under備註(Note):3.MDL =Method Detection Limit (方法偵測極限值)2.n.d.=Not Detected (未檢出)4."-"=Not Regulated (無規格值)1.mg/kg =ppm;0.1wt%=1000ppm 測試報告Test Report號碼(No.):KA/2014/70952日期(Date):2014/07/31頁數(Page):5of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.5.#= a.Positive means the presence of CrVI on the tested areas(Positive表示測試區域偵測到六價鉻)b.Negative means the absence of CrVI on the tested areas (Negative表示測試區域未偵測到六價鉻)The detected concentration in boiling-water-extraction solution is equal or greater than 0.02mg/kg with 50cm ² tested areas ./該溶液濃度≧0.02mg/kg with 50cm ² (tested areas)Unless otherwise stated the results shown in this test report refer only to the sample(s) tested. This test report cannot be reproduced, except in full, without prior written permission of the Company.This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at /terms_and_conditions.htm and, forelectronic format documents, subject to Terms and Conditions for Electronic Documents at /terms_e-document.htm. Attention is drawn to the limitation of liability, indemnification and jurisdiction issues defined therein. Any holder of this document is advised that information contained hereon reflects the Company’s findings at the time of its intervention only and within the limits of Client’s instructions, if any. The Company’s sole responsibility is to its Client and this document does not exonerate parties to a transaction from exercising all their rights and obligations under測試報告Test Report號碼(No.):KA/2014/70952日期(Date):2014/07/31頁數(Page):6of 11國巨股份有限公司楠梓分公司YAGEO CORPORATION NANTZE BRANCH 高雄市楠梓加工出口區西三街16號16,WEST 3RD STREET N. E.P.Z.KAOHSIUNG,TAIWAN,R.O. C.Note**:(1)針對非金屬材料加入鹼性消化液,加熱至90~95℃萃取./Fornon-m e ta l l i cm ate r i a l ,a d d a l ka l i ne d i g e s ti on r e a g e nt and he a t to 90~95℃.(2)針對金屬材料加入純水,加熱至沸騰萃取./Form e tal l i cm a te r i a l ,a d d pu r e w ate ra nd he a t tob oi l i ng .1)根據以下的流程圖之條件,樣品已完全溶解。