保密资料-0i mate TD横车床接线图
- 格式:pdf
- 大小:351.96 KB
- 文档页数:16
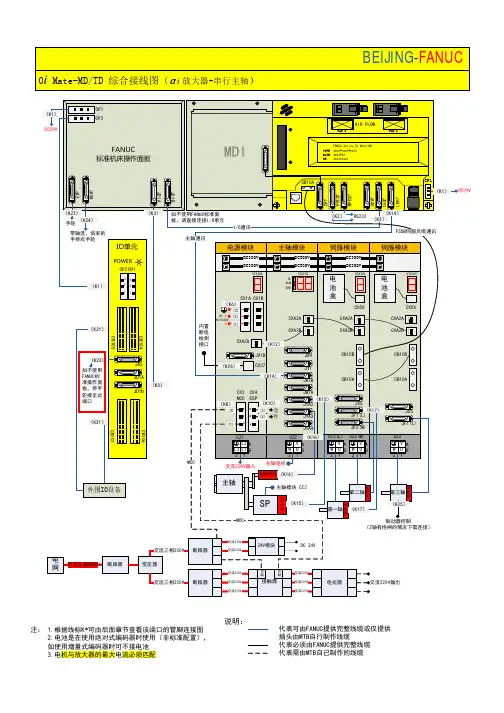
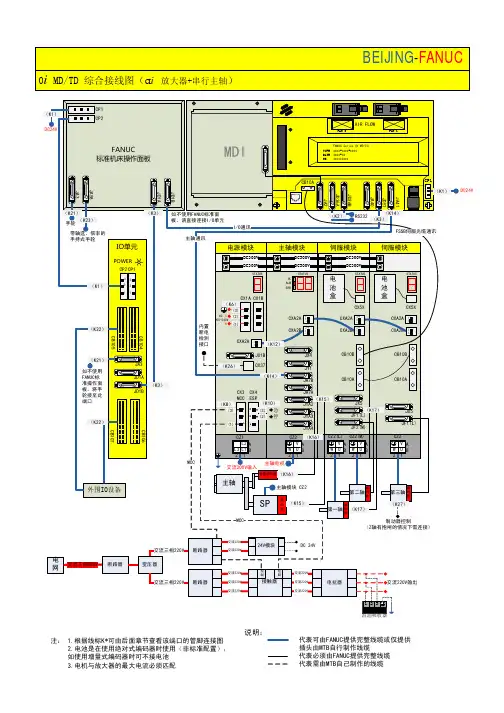
说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源traynis。
本科毕业设计说明书(论文)题目:FANUC 0i mate-TD数控车床PMC控制系统设计专业:机械设计制造及其自动化班级:学号:学生姓名:指导教师:起迄日期:设计地点:毕业设计说明书(论文)中文摘要毕业设计说明书(论文)英文摘要目录前言 (1)第一章绪论 (2)1.1引言 (2)1.2 FANUC数控系统概述 (2)1.2.1 FANUC数控系统的主要类型 (2)1.2.2 FANUC数控系统的特点 (3)1.2.3 FANUC 0系列的主要功能及特点 (4)1.2.4 FANUC 0i系列的主要功能及特点 (4)1.3 FANUC数控车床的创新与应用 (5)第二章FANUC数控车床电气原理图的设计 (5)2.1 常用电器的选型 (5)2.1.1 低压元器件选择 (5)2.2 电气原路图的基础知识 (7)2.2.1 电气原理图 (7)2.2.2 电气原路图的构成要素 (7)2.2.3 电气原路图的画法规则 (7)2.3 电气原理图的设计原则和设计步骤 (8)2.3.1 电气原理图中的图形符号、文字符号和接线端子标记 (9)2.3.2 电气原理图 (9)2.4 电气原理图电路示例 (12)第三章FANUC PMC程序的设计 (13)3.1 概述 (13)3.2 PMC的地址 (14)3.3 PMC程序的结构 (14)3.4 PMC程序基本指令 (15)3.5 PMC程序功能指令 (16)3.5.1功能指令的格式 (18)3.5.2部分功能指令说明 (19)3.6 FANUC数控车床PMC分析 (23)3.6.1 I/O分配表 (23)第四章系统的调试 (26)4.1 FANUC Oi Mate-TD数控系统操作面板 (26)4.2 参数的显示 (27)4.3 存储卡格式PMC 的转换 (30)4.3.1 M-CARD格式→计算机格式 (30)4.3.2 计算机格式→M-CARD格式 (31)4.4与轴设定相关的NC 参数初始设定 (33)结论 (35)致谢 (36)参考文献 (36)前言计算机技术的发展、电子技术的发展、自动控制的发展、传感测量的发展、机械制造的发展以及网络通信技术的发展造就了数控机床的飞速发展。
说明:
代表可由FANUC提供完整线缆或仅提供
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
说明:
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC提供完整线缆或仅提供注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
插头由MTB自行制作线缆
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),DC24V
i
i i
position
coder
24V
24V
接
于
为制动插脚于,
为制动插脚
i
电源故障检测
i
电源故障检测
i
i i。
XD-40数控铣床电气使用说明书(FANUC 0i mate-MB系统)出厂编号中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
本公司有对本产品、机床规格及各种机床文件进行修改或完善的权利,没有告知先前使用者这些修正或改善的义务。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气维修概述附件A:电气原理及接线图1. 电气安全1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
如有必要更改,请修正前先记录相关改动;★请勿让机床在无人看护下运转;★每日工作结束后,请将主电源关闭;1.2 电气安全装置及作用在特别留意上述章节之安全建议外,请了解以下安全装置及其作用,以保证机床的正常运转和人身安全。
数控机床装调与维修项目选拔设备介绍YL-558型0i mate TD数控车床实训设备一、设备概述亚龙YL-558型0i mate TD 数控车床实训设备适合高等职业学校、中等职业学校的机电设备安装与维修、机电技术应用、电气运行与控制、电气技术应用、数控技术应用、机械加工等专业和非机电类专业的必修课程模块、《数控设备维修》、《数控加工技术》或选修课程模块、《机床电路维修》等课程的教学与实训。
亚龙YL-558型0i mate TD 数控车床实训设备也适合技工学校机电类专业的《电气设备维修》、《数控设备维修》等课程的实习,还适合职业培训学校的维修电工的高级班,维修电工的技师班,维修电工的高级技师班以及数控装调维修工的培训和职业技能鉴定。
二、设备功能说明亚龙YL-558型0i mate TD 数控车床实训设备由数控控制台、数控系统、PMC 单元、伺服进给单元、机床控制电路、伺服变压器、PMC练习模块等组成。
各进给轴由伺服电机控制,主轴由变频器或者FANUC串行放大器控制,刀架采用4工位电动刀架;根据岗位技能要求,学生可以进行数控机床的安装调试、参数设置、伺服性能优化、数据备份、PMC编程、故障诊断与维修、数控编程操作等多种技能的实训。
配置的PMC训练模块,包含了数控机床PMC基本训练模块、刀架等常见的数控机床PMC控制编程项目,实训项目的设计上,可以先进行数控PMC基本指令、基本功能的实训,后在逐步完成机床操作面板模拟、刀架控制的PMC设计等项目模块的训练,符合学生由简单到复杂的认知过程,培养学生自主学习的能力。
实训设备采用台式模块化的结构,可以单独配置负载台、双轴滑台等模块等,来满足不同的技能训练和教学要求。
配置的智能化故障维修系统通过产生故障、故障分析、故障诊断、线路检查、故障点确定等过程训练学生数控机床维修能力,配合计算机软件可以进行学生登录、自动评分、成绩统计等方便的实训结果评价功能,还可以通过网络连接进行数控技术的应知考核,大大减轻教师的故障设定、评分、统计等工作量,是一套综合的数控技术设备。

说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源traynis。
FANUC_0i_Mate_数控系统主轴驱动的连接1、FANUC 0i MateC 数控系统模拟主轴的连接如下图:图5-6 802C系统与变频器的连接系统与主轴有关的系统接口有:JA40:模拟量主轴的速度信号接口(0~10V),CNC输出的速度信号(0-10V)与变频器的模拟量频率设定端连接,操纵主轴电机的运行速度。
JA7A:串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口。
2、FANUC Oi Mate主轴有关参数表5.7 FANUC Oi Mate主轴有关参数参数号符号意义0i-Mate 3701/1 ISI 使用串行主轴O3701/4 SS2 用第二串行主轴O3705/0 ESF S和SF的输出O3705/1 GST SOR信号用于换挡/定向3705/2 SGB 换挡方法A,B3705/4 EVS S和SF的输出O3706/4 GTT 主轴速度挡数(T/M型)3706/6,7 CWM/TCW M03/M04的极性O3708/0 SAR 检查主轴速度到达信号O3708/1 SAT 螺纹切削开始检查SAR O3730 主轴模拟输出的增益调整O3731 主轴模拟输出时电压偏移的补偿O3732 定向/换挡的主轴速度O3735 主轴电机的承诺最低速度3736 主轴电机的承诺最低速度3740 检查SAR的延时时刻O3741 第一挡主轴最高速度O3742 第二挡主轴最高速度O3743 第三挡主轴最高速度O3744 第四挡主轴最高速度O3751 第一至第二挡的切换速度3752 第二至第三挡的切换速度3771 G96的最低主轴速度O3772 最高主轴速度O4019/7 主轴电机初始化O4133 主轴电机代码O TCW、CWM为主轴速度输出时电压极性。
其次,通过变频器参数选择频率操纵输入信号的类型,以FUJ I FRENIC-Multi为例,设置F01为1。