切断和切槽之计算公式
- 格式:doc
- 大小:74.00 KB
- 文档页数:2

模块二车削初级工技能训练本项目参考节数:8 节【组织教学】检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【复习巩固】1.复习上次课主要学习了小滑板转动角度的计算、车内、外圆锥的方法;转动小滑板车内、外圆锥的步骤和内、外圆锥的检测方法。
播放了车内、外圆锥的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。
更加深了对车外圆锥的感性认识。
2.提问1)简述转动小滑板法的特点。
2)外圆锥检测的方法有哪些?3)车圆锥孔的常用方法有哪些?3.作业讲评作业完成情况统计表【课题导入】在机械零件上,由于工作情况和结构工艺性的需要,有各种不同断面形状的沟槽,向学生展示带有这些沟槽(外沟槽、内沟槽和端面槽)的零件,不同的沟槽有不同的加工方法。
用多媒体演示切槽和切断,从而引出切槽和切断。
【讲授新课】任务一车外沟槽和切断一、外切槽刀和切断刀的几何角度二、外切槽刀和切断刀的刃磨要求三、外切槽刀和切断刀的安装要点四、车削外沟槽和切断的方法1.车外沟槽的方法2.切断的方法五、沟槽的检查和测量六、切断刀折断【技能训练】(4小时)一、目标任务1.了解切断的概念和外沟槽的种类。
2.掌握外沟槽刀、切断刀的刃磨及装夹的方法。
3.学会用直进法和左右借刀法切断工件。
4.掌握车外沟槽和切断时产生废品的原因及预防方法。
二、示范操作刃磨外切槽刀和切断刀(教材图10-2)、安装外切槽刀和切断刀、车削外沟槽和切断、检查和测量沟槽。
三、分组练习(见附表)按课题小组轮流练习,完成本次课的训练任务。
四、巡回指导1.身体不准靠近旋转表面,严格通电,确保设备和人身安全。
2.刃磨外切槽刀和切断刀(教材图10-2)。
3.外切槽刀和切断刀的安装技巧。
4.直进法和左右借刀法切断工件。
5.沟槽的检查和测量技巧。
6.正确使用万能角度尺、角度样板和卡钳等量具。
7.车外沟槽和切断时产生废品的原因及预防方法。


模块二车削初级工技能训练本项目参考节数:8 节【组织教学】检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【复习巩固】1.复习上次课主要学习了小滑板转动角度的计算、车内、外圆锥的方法;转动小滑板车内、外圆锥的步骤和内、外圆锥的检测方法。
播放了车内、外圆锥的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。
更加深了对车外圆锥的感性认识。
2.提问1)简述转动小滑板法的特点。
2)外圆锥检测的方法有哪些?3)车圆锥孔的常用方法有哪些?3.作业讲评作业完成情况统计表【课题导入】在机械零件上,由于工作情况和结构工艺性的需要,有各种不同断面形状的沟槽,向学生展示带有这些沟槽(外沟槽、内沟槽和端面槽)的零件,不同的沟槽有不同的加工方法。
用多媒体演示切槽和切断,从而引出切槽和切断。
【讲授新课】任务一车外沟槽和切断一、外切槽刀和切断刀的几何角度二、外切槽刀和切断刀的刃磨要求三、外切槽刀和切断刀的安装要点四、车削外沟槽和切断的方法1.车外沟槽的方法2.切断的方法五、沟槽的检查和测量六、切断刀折断【技能训练】(4小时)一、目标任务1.了解切断的概念和外沟槽的种类。
2.掌握外沟槽刀、切断刀的刃磨及装夹的方法。
3.学会用直进法和左右借刀法切断工件。
4.掌握车外沟槽和切断时产生废品的原因及预防方法。
二、示范操作刃磨外切槽刀和切断刀(教材图10-2)、安装外切槽刀和切断刀、车削外沟槽和切断、检查和测量沟槽。
三、分组练习(见附表)按课题小组轮流练习,完成本次课的训练任务。
四、巡回指导1.身体不准靠近旋转表面,严格通电,确保设备和人身安全。
2.刃磨外切槽刀和切断刀(教材图10-2)。
3.外切槽刀和切断刀的安装技巧。
4.直进法和左右借刀法切断工件。
5.沟槽的检查和测量技巧。
6.正确使用万能角度尺、角度样板和卡钳等量具。
7.车外沟槽和切断时产生废品的原因及预防方法。
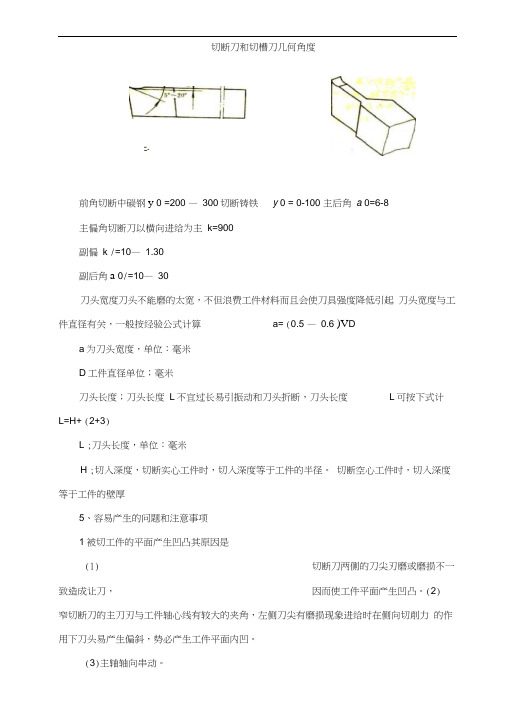
切断刀和切槽刀几何角度
Z-
前角切断中碳钢y 0 =200 —300切断铸铁y 0 = 0-100 主后角a 0=6-8
主偏角切断刀以横向进给为主k=900
副偏k /=10— 1.30
副后角a 0/=10—30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a= (0.5 —0.6 )V D
a为刀头宽度,单位:毫米
D工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计
L=H+ (2+3)
L ;刀头长度,单位:毫米
H ;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2) 窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直
2切断时产生震动
(1) 主轴和轴承之间间隙过大。
(2) 切断的棒料过大在离心力的作用下产生震动
(3) 切断刀远离支撑点。
(4) 工件细长切断刀刃口太宽。
(5) 切断是转速过高进给量过小。
(6) 切断刀伸出过长。

切断和车外沟槽切断和车外沟槽一、切断刀与切槽刀切断刀与一般的切槽刀的形状大致相同,当加工窄槽时,切槽刀刀头宽度等于槽宽。
切断刀虽不受槽宽限制,但也不能太窄、太宽,浪费金属材料及因切削力太大而引起振动。
太窄,刀头容易折断。
通常切断刀刀头宽度a可按下面经验公式确定。
a≈(0.5~0.6)D(mm) (2-3-1)式中D----- 工件直径(mm)切槽刀刀头的长度根据加工具体情况确定,一般不宜太长。
断刀刀头的长度应大于将工件切断时的切入深度2~3mm。
前角,切断中碳钢料时,γ=20°~30°切断铸铁时γ=0°~10°为了使切削顺利,切断刀的前面上应磨出一个浅的卷屑槽,一般深度为0.75~1.5mm ,长度应超过切入深度。
使用硬质合金切断刀,为了使切屑顺利排出,可将主刀刃两边倒角或将主刀刃磨成人字形。
高速切断时,为防止刀片脱焊,必须加注充分的切削液,刀杆下面做成凸出的圈弧形是为了增加刀头的支承强度。
弹性切断刀是将片状的高速钢刀片装夹在弹性刀杆内而成的,这样可以节约高速钢材料。
当走刀量太大时,弹性刀杆由于受力而变形,因刀杆弯曲中心在上面,刀头会自动向下退让出一些,所以切割时不容易因扎刀而把切断刀折断。
二、切断与切槽的方法1、车刀的安装与注意事项(1)切断刀不宜伸出过长,同时切断刀的中心线必须装得与工件轴线垂直,以保证两副偏角的对称。
(2)切断实心工件时,切断刀必须装得与工件轴线等高,否则不能切到中心,而且容易崩刃甚至折断车刀。
( 3 )切断刀底平画如果不平,安装时会引起两副后角不对称。
( 4 )切断毛坯表面的工件前,最好用外圆车刀把工件先车圆,或开始时尽量减小走刀量,进刀要慢些,否则,较大的冲击力容易损坏车刀。
( 5 )用手动进刀切断时,应注意走刀的均匀性,并且不得中途停止走刀,否则车刀与已加工面产生不断摩擦,造成迅速磨损。
如果加工中必须停止走刀或停车,则应先将车刀退出。
《切断与切槽》数控车床编程格式与编程方法要点第9讲切断与切槽·学习目的和要求1、掌握在数控车床上切断工件与切沟槽的基本方法2、掌握切断刀的安装、调整以及对刀操作3、掌握切槽切断指令的编程格式与编程方法4、掌握内切槽、外切槽、典型槽的加工方法5、掌握切断与沟槽加工的加工工艺·重点内容1、数控车床上切断工件与切沟槽的基本方法2、切断刀的安装、调整以及对刀操作3、切槽切断循环指令的编程格式4、内切槽、外切槽、典型槽的加工方法5、掌握切断与沟槽加工的加工工艺·难点内容1、工件切断与沟槽的加工工艺路线2、切断与沟槽的加工方法·实训任务1、要求每组学生必须完成一个实训项目。
2、要求每个学生必须独立完成实习报告。
·教学准备·课时分配:4H·教学方法先讲解知识内容,再进行加工操作练习。
·教学过程1、强调上课纪律,考勤记录。
2、讲解本节课主题,内容简要概括。
3、讲解安全操作规程4、上课准备5、教学分配(分组,工具配发)6、知识内容讲解7、本节课点评总结一、切槽/切断方法1、槽的类型在工件表面上车沟槽的方法叫切槽,槽的形状有外槽、内槽和端面槽。
2、切槽的方法(1)加工外槽时用外切槽刀,且沿着工件中心方向切削;加工内槽时用内切槽刀,且沿着工件大径方向切削;加工端面槽时可用外切槽刀、内切槽刀或自磨刀具。
(2)车削精度不高的和宽度较窄的矩形沟槽:可以用刀宽(主切削刃宽度)等于槽宽的切槽刀,直接采用G01直进法横向走刀一次将槽切出。
(3)车削精度要求较高的和宽度较宽的沟槽:主切削刃宽度小于槽宽,分几次直进法横向走刀,并在槽的两侧、槽底留一定的精车余量。
切出槽宽后,然后根据槽深、槽宽,最后一刀纵向走刀精车至槽底尺寸。
当切削到槽底时一般应暂停一段时间以光顺槽底。
(4)加工宽槽和多槽时:可用移位法、调用子程序、宏程序或G75切槽复合循环指令编程。
(5)车削较小的圆弧形槽,一般用成形车刀车削,或改变主偏角与副偏角的角度。
艾兴、肖诗纲编写。
本书主要介绍了切削用量的基本知识以及技术方法。
一、内容简介本书包括车、镗、车螺纹、钻、扩、铰、端铣、圆柱铣、立铣、滚齿轮与蜗轮和插齿等切削用量选择,分为车削、孔加工、铣削和齿轮加工四部分。
各部分除常用的切削用量表可供查用外,均有切削用量的计算公式和相应的系数和指数,可直接计算。
车削、孔加工和铣削部分还举例说明切削用量的选择方法与步骤。
书中既有最常用的高速钢与硬质合金刀具切削用量选择,还有涂层硬质合金、陶瓷刀具以及聚晶金刚石等新刀具的切削用量表,可供参考。
此外,还附有几种常用的车床、钻床与铣床资料,以便查用。
本书简明方便,适于高等学校机械制造工艺及设备专业的学生学习金属切削原理与刀具课程时做习题作业,以及进行刀具、机床和工艺课程设计以及毕业设计时使用,也可供中等专业学校使用,并可供工厂技术人员进行有关工艺和设计工作时参考。
二、目录第一部分车削用量选择一、切削要素表1.1 车刀刀杆及刀片尺寸的选择表1.2 硬质合金的应用范围分类和用途分组表1.3 车刀切削部分的几何形状表1.4 硬质合金及高速钢车刀精车外圆和端面的进给量表1.5 硬质合金及高速钢镗刀粗镗孔的进给量表1.6 硬质合金外圆车刀半精车的进给量表1.7 切断及切槽的进给量表1.8 成形车削时的进给量表1.9 车刀的磨钝标准及寿命……二、车削用量选择举例三、车削用量标准四、车削用量的计算公式五、常用车床的技术资料第二部分孔加工切削用量选择一、切削要素二、钻削用量选择举例三、钻、扩、铰用量标准四、钻、扩、铰削用量的计算公式五、常用钻床的技术资料第三部分铣削用量选择一、铣削要素二、高速钢圆柱铣刀铣削用量选择举例三、硬质合金端铣刀铣削用量选择举例四、铣削用量标准五、铣削用量计算公式六、常用铣床的技术资料第四部分齿轮加工切削用量选择参考文献。