第7章铆接、焊接和过盈联接
- 格式:ppt
- 大小:2.29 MB
- 文档页数:38

第7章铆接、焊接、胶接和过盈连接一、填空题1.设计胶接接头时,应尽可能使胶缝受______或______载荷。
【答案】剪切;拉伸【解析】胶接接头的受力状况有拉伸、剪切、剥离与扯离等。
胶缝的抗剪切及抗拉伸能力强,而抗扯离及抗剥离能力弱。
所以应尽可能使胶缝受剪切或拉伸载荷作用。
2.电弧焊缝大体上可分为______与______两类,前者用于连接______的被焊件,后者用于连接______的被焊件。
【答案】对接焊缝;角焊缝;同一平面内;不同平面内【解析】焊件经焊接后形成的结合部分叫做焊缝。
有同一平面拼接形成的对接焊缝和不同平面拼接形成的角焊缝。
3.在焊接现场,常见焊接工人在焊接结束后,用火焰烘烤焊缝并不断敲击焊接部位,这是为了______。
【答案】降低内应力,改善焊接接头的性能【解析】焊接过程的温度变化以及结构的塑性形变会在焊接的构件内产生焊接应力,常用敲击法降低焊接应力,改善焊缝质量。
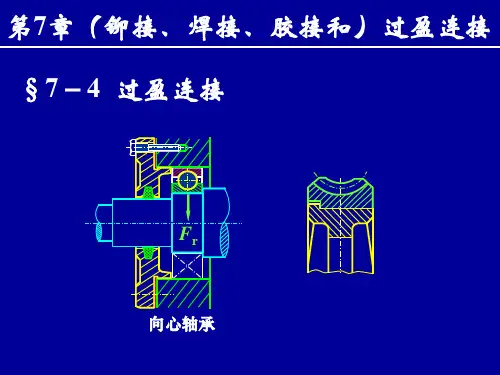
4.过盈连接是利用轮毂与轴之间存在______量靠______传递载荷的一种连接。
【答案】过盈;摩擦【解析】过盈连接是一种利用零件间的配合过盈来达到连接目的的连接,过盈配合使得在配合面上产生径向压力,配合面上便产生摩擦阻力或摩擦阻力矩以抵抗和传递外载荷。
5.过盈连接同轴性______,对轴的削弱______,耐冲击的性能______,对配合面加工精度要求______。
【答案】好;少;好;高【解析】过盈配合的特点是结构简单、对中性好、承载能力大、承受冲击性能好、对轴削弱少,但配合面加工精度要求高、装拆不便。
二、问答题1.胶接与铆接、焊接的比较有什么优缺点。
答:(1)与铆接、焊接相比,胶接的优点有:①可以胶接不同性质的材料;②可以胶接异型、复杂部件和大的薄板结构件,以避免焊接产生的热变形和铆接产生的机械变形;③胶接是面连接,不易产生应力集中,故耐疲劳、耐蠕变性能较好;④胶接容易实现密封、绝缘、防腐蚀,可根据要求使接头具有某些特种性能,如导电、透明、隔热等;⑤胶接工艺简单,操作方便,能节约能源,降低成本,减轻劳动强度;⑥胶接件外形平滑,比铆接、焊接和螺纹连接等可减轻重量(一般可减轻20%左右)。
第7章 铆接、焊接、胶接和过盈连接7.1 复习笔记一、铆接铆钉连接(简称铆接)是将铆钉穿过被连接件的预制孔经铆合后形成的不可拆卸连接。
1.铆缝的分类、特性和应用(1)分类按铆钉的排数可分为:单排、双排和多排;按铆缝的性能可分为:强固铆缝、强密铆缝和紧密铆缝;按接头情况可分为:有搭接逢、单盖板对接缝和双盖板对接缝。
(2)特性和应用铆接工艺设备简单、抗振、耐冲击、传力均匀、牢固可靠,但结构一般较为笨重,被铆件的强度削弱较大,铆接时噪音大,劳动条件差。
因此,目前除在桥梁、建筑、飞机制造等部门中采用外,应用已渐减少,并为焊接、胶接所代替。
2.铆缝的受力及破坏形式、强度计算(1)受力及破坏形式铆接主要靠铆钉的剪切和与孔壁间的挤压传递作用力,其失效形式主要有铆钉被剪断、板边被剪坏或被撕裂、钉孔接触面被压坏、板沿钉孔被拉断。
(2)强度计算对于单排搭接铆缝的强度,主要进行静强度分析,包括以下几个方面:①被铆件的拉伸强度条件[]1()F t zd δσ=-②被铆件上孔壁的挤压强度条件2p []F dz δσ=③铆钉的剪切强度条件23[]4d z F πτ=式中,为被铆接件厚度;b 为板宽;d 为铆钉直径;z 为铆钉数目;、、δ[]σp σ⎡⎤⎣⎦分别为被铆接件的许用拉应力、许用挤压应力和铆钉的许用切应力。
[]τ3.铆缝的强度系数被铆件遭到钉孔削弱后的强度与完整时的强度之比,称为铆缝的强度系数,用表示。
ϕ二、焊接焊接是利用局部加热(或加压)的方法使被连接件接头处的材料熔融连接成一体。
1.类型、特性和应用(1)焊接的类型如图7-1(a )所示,其中,电弧焊中焊缝的基本类型如图7-1(b )所示。
图7-1(2)特性和应用与铆接相比,焊接具有强度高、工艺简单、附加质量小、劳动条件较好等优点。
另外,以焊代铸可节约金属,降低成本。
因此应用日益广泛。
2.焊接件常用材料及焊条(1)焊接的金属结构件常用的材料:Q215、Q235、Q255等;(2)焊接的零件常用的材料:Q275、15~50号碳钢,以及50Mn、50Mn2、50SiMn2等合金钢。
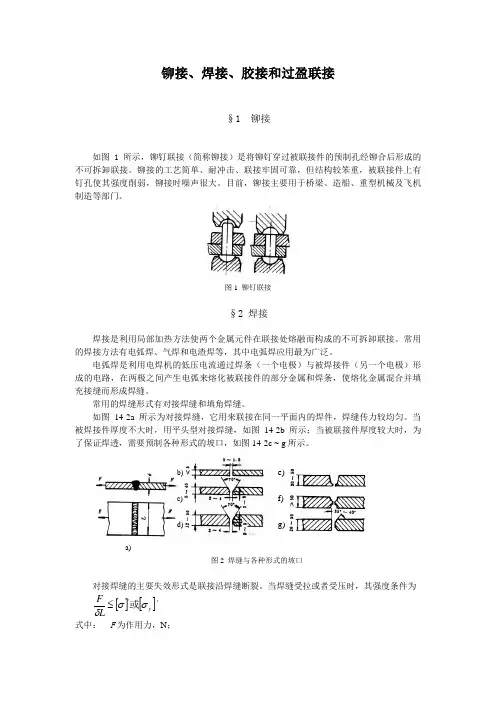
铆接、焊接、胶接和过盈联接§1 铆接如图1所示,铆钉联接(简称铆接)是将铆钉穿过被联接件的预制孔经铆合后形成的不可拆卸联接。
铆接的工艺简单、耐冲击、联接牢固可靠,但结构较笨重,被联接件上有钉孔使其强度削弱,铆接时噪声很大。
目前,铆接主要用于桥梁、造船、重型机械及飞机制造等部门。
图1 铆钉联接§2 焊接焊接是利用局部加热方法使两个金属元件在联接处熔融而构成的不可拆卸联接。
常用的焊接方法有电弧焊、气焊和电渣焊等,其中电弧焊应用最为广泛。
电弧焊是利用电焊机的低压电流通过焊条(一个电极)与被焊接件(另一个电极)形成的电路,在两极之间产生电弧来熔化被联接件的部分金属和焊条,使熔化金属混合并填充接缝而形成焊缝。
常用的焊缝形式有对接焊缝和填角焊缝。
如图14-2a 所示为对接焊缝,它用来联接在同一平面内的焊件,焊缝传力较均匀。
当被焊接件厚度不大时,用平头型对接焊缝,如图14-2b 所示;当被联接件厚度较大时,为了保证焊透,需要预制各种形式的坡口,如图14-2c ~ g 所示。
a)图2 焊缝与各种形式的坡口对接焊缝的主要失效形式是联接沿焊缝断裂。
当焊缝受拉或者受压时,其强度条件为[][]''y LF σσδ或≤ 式中: F 为作用力,N ;b) c) d)e) f) g)δ为被焊接件厚度,mm;L为焊缝长度,mm;[σ]’和[σy]’分别为焊缝的抗拉、抗压许用应力,N/mm2。
如图14-3所示,填角焊缝主要用来联接不在同一平面上的被焊接件,焊缝剖面通常是等腰直角三角形。
垂直于载荷方向的焊缝称为横向焊接,如图14-3a所示;平行于载荷方向的焊缝称为纵向焊缝,如图14-3b所示;焊缝兼有横向、纵向或者斜向的称为混合焊缝,如图14-3c所示。
a) b) c)图3 各种焊接形式填角焊缝的应力情况复杂,其主要失效形式是焊缝沿计算截面a-a被剪断。
因此,通常按焊缝危险截面高度h=K cos45︒=0.7K来计算焊缝总截面积S,即S=0.7K∑L,对焊缝强度作抗剪切条件性计算。