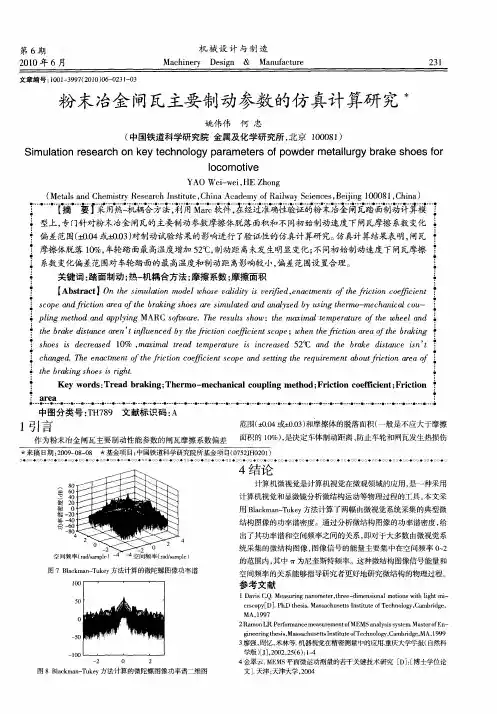
粉末冶金闸瓦主要制动参数的仿真计算研究(1)
- 格式:pdf
- 大小:258.29 KB
- 文档页数:3
第20卷 第3期郑州轻工业学院学报(自然科学版)Vol .20 No .3 2005年8月JOUR NAL OF ZHENGZHOU UNIVER SITY OF LIGHT INDUSTRY (Natural Science )Aug .2005 收稿日期:2004-09-08 基金项目:河南省重大科技攻关项目(03230239000) 作者简介:高红霞(1965—),女,河南省偃师市人,郑州轻工业学院副教授,硕士,主要研究方向:复合材料及耐磨材料. 文章编号:1004-1478(2005)03-0010-03铜基粉末冶金刹车材料不同制动速度下的摩擦磨损性能高红霞1, 刘建秀1, 王 青2(1.郑州轻工业学院机电工程学院,河南郑州450002;2.郑州轻工业学院外语系,河南郑州450002)摘要:利用MM —1000型摩擦试验机对铜基粉末冶金刹车材料在不同制动速度下的摩擦磨损性能进行测试.结果表明:该材料的摩擦系数及磨损量受制动速度影响较大.当制动速度为4000r /min 时,仍具有较高摩擦系数为0.44;制动速度大于4000r /min 时,摩擦系数迅速下降;当制动速度为3000r /min 时,材料磨损量较小.低速制动下的磨损机理主要为疲劳磨损,高速制动时主要为磨粒磨损和氧化磨损.关键词:刹车材料;摩擦磨损;制动速度;粉末冶金中图分类号:TB333 文献标识码:AFriction wear property of brake materials by copper -based powdermetallurgy with various brake speedsGAO Hong -xia 1, LIU Jian -xiu 1, W ANG Qing 2(1.College of Mech .and Electr .Eng .,Zheng zhou Univ .of Light Ind .,Zhengzhou 450002,China ;2.Dept .of Foreign Language ,Zhengzhou Univ .of Light Ind .,Z heng zhou 450002,China )A bstract :The experiment is conducted on MM -1000friction test machine ,which tests friction wear propertyof copper -based brake materials by po wder metallur gy at different brake speeds .It shows that the coefficient of friction and wear volume are greatly influenced by brake speed .When the brake speed is 4000r /min ,the mate -rial still has a c oefficient of friction with 0.44.When the brake speed is over 4000r /min ,the coefficient of friction decreased rapidly .When the brake speed is 3000r /min ,the material 's wear intensity is minor .That is to say ,no matter how higher or lower the brake speed is the wear volume is bigger relatively .With the brake speed of the lower one it mainly refers to fatigue wear ,while of higher one it mainly refers to abradant and oxi -dation wear .Key words :brake material ;friction wear ;brake speed ;powder metallurgy0 引言随着我国铁路运输业的飞速发展,列车运行速度一提再提,目前列车平均时速已超过160km .这就对列车制动技术提出了更高要求,特别是制动材料,要求其不仅具有高强度、高导热性,还必须具有优良的抗摩擦磨损性能.我国现有列车制动材料主要有高磷铸铁、有机合成材料[1,2],以及研究开发阶段的铁基和铁铜基粉末冶金材料、C /C 复合材料等[3].为了克服高磷铸铁强度低、有机合成材料导热性差等不足,笔者研究出一种铜基粉末冶金刹车材料,并系统地测试了其在不同制动速度下的摩擦磨损性能,与其他制动材料相比,铜基粉未治金刹车材料在高速制动时仍具有较高的摩擦系数和优良的耐磨性能[4],在高速列车制动零件上具有很好的应用前景.1 实验1.1 材料1.1.1 配方组成 铜基粉末冶金材料配方见表1.配方中Cu 为基体,Fe ,Sn 为合金元素,SiO 2为摩擦组元,石墨为润滑组元,BaSO 4为摩擦调整剂,其他为提高摩擦组元与基体间润湿性及促进合金元素扩散的合金添加剂.表1 铜基粉末治金材料配方组分CuFe Sn BaSO 4Si O 2石墨其他质量分数/%65~685~84~71~42~58~112~71.1.2 试件制备 将称量好的一定粒度的电解铜粉、还原铁粉、喷雾锡粉及各种组分的微粉机械混合10h ~16h ,加入适量硬质树脂和橡胶共混,在500MPa ~600MPa 压力下压制成坯块,与钢背钎焊后1050℃烧结2h 制成磨损试验用试件.试件的组织结构见图1.灰色基体为铜的固溶体,白色颗粒为SiO 2,均匀分布的黑色细条状物为石墨.试件的力学性能及物理性能见表2.图1 试件的组织结构表2 试件的力学及物理性能强度/M Pa 基体硬度/HV 弹性模量/GP a 热导率/(W ·(m ·K )-1)比热/(kJ ·(kg ·K )-1)密度/(g ·c m -3)热胀系数×10-6/K -1575503.012.64.94.916.21.2 方法1.2.1 磨损试验 在MM —1000实验机上按JB3063—82进行摩擦磨损试验.试件尺寸为内径53mm ,外径75mm ,对偶材料为30CrSiMoVA 钢.测试铜基粉末冶金材料试件在不同制动速度下的摩擦系数、稳定系数及磨损量.试验条件为制动压力p =0.98MPa ,转动惯量I =0.196kg ·m 2.摩擦系数计算公式为:μ=I ω/2pR G t ,其中,ω为开始制动时实验机主轴角速度;R G 为试件摩擦力合力作用点的半径,可通过摩擦力矩计算得到;t 为制动时间.磨损量用试件的磨损高度表示,为相同制动条件下3次制动的磨损高度的平均值.1.2.2 摩擦试件表面温度测量 在对偶材料上钻孔,孔深距摩擦表面1mm ,用热电偶测量温度.由于测温点不在试件表面,且距摩擦表面有一定距离,所测温度比试件表面实际温度低,但可用来比较不同制动速度下试件表面温度的相对高低.1.2.3 试件磨损表面的电镜观察 用JSM —5900扫描电子显微镜观察磨损后的试件表面,以分析磨损特征及磨损机理.2 结果与讨论2.1 制动速度对摩擦系数的影响不同制动速度下试件摩擦系数见表3.摩擦系数的稳定系数α= μ/μmax ,其中 μ,μmax 分别为各制动速度下测出的平均摩擦系数和最大摩擦系数.表3 不同制动速度下的摩擦系数及其稳定系数项目制动速度/(r ·min -1)10002000300040005000 μ0.430.430.460.440.34μmax 0.440.440.470.470.37α/%97.797.797.993.691.9 由表3可知,该材料在不同制动速度下摩擦系数的稳定系数均较高.当制动速度小于4000r /min 时,制动速度对材料摩擦系数影响不大,均具有较高摩擦系数;当制动速度大于4000r /min 时,摩擦系数迅速下降.这是由于制动时摩擦表面上因为摩擦造成温度升高,在不同制动速度下摩擦表面温度不同(见图2).制动速度小于4000r /min 时,摩擦表面温度小于300℃,铜基粉末冶金摩擦材料的基体组织基本不发生变化,基体本身的硬度随温度升高下降不多,再加上表面微凸的SiO 2等硬质颗粒,使克服摩擦表面啮合作用所需的力矩增大,故摩擦系数较高.当制动速度为4000r /min ,5000r /min 时,摩擦表图2 制动速度对摩擦表面温度的影响·11·第3期高红霞等:铜基粉末冶金刹车材料不同制动速度下的摩擦磨损性能面温度较高,分别为350℃,380℃,铜基粉末冶金摩擦材料组织中游离态的Pb (熔点325℃)熔化析出,在摩擦表面形成一层润滑薄膜,使摩擦系数降低;此外由于制动速度较高时,铜基摩擦材料表面产生的塑性变形及磨损增加,材料表面空隙减少,使摩擦接触面积增大,也造成了摩擦系数的降低[5].2.2 制动速度对磨损量的影响不同制动速度下试件摩损量见表4.当制动速度小于2000r /min 时,随制动速度的增加,材料的磨损量增加,这是由于制动速度增加造成摩擦表面的温度升高,基体硬度下降,导致材料耐磨性下降.当制动速度达到3000r /min 时,摩擦表面所测温度达302℃,实际温度可超过Pb 的熔点,表层熔化的Pb 在铜基粉末冶金摩擦材料表面空隙的毛细作用下渗至摩擦面,起润滑作用,使材料磨损量减少.但当制动速度为4000r /min ,5000r /min 时,摩擦表面温度更高,Pb 的润滑减轻磨损的作用远小于高温氧化增加磨损的作用,从而使材料磨损量较快地增高.表4 不同制动速度下的摩损量制动速度/(r ·min -1)10002000300040005000磨损高度/μm1.63.42.33.45.02.3 摩擦磨损机理低速(制动速度小于4000r /min )制动时,虽然材料摩擦系数较大,但磨损量较小,是由于低速时摩擦面温度低,基体硬度高,表面SiO 2等硬质颗粒可牢固地镶嵌在基体上,发挥其高硬度、耐磨的作用,使材料磨损量较小,此时磨损机理主要是疲劳磨损.材料表面受循环摩擦力作用,在铜基粉末冶金摩擦材料基体与第二相质点的界面产生疲劳裂纹,裂纹扩展使表面上局部剥离形成凹坑[6](见图3).图3 试件摩擦面SE M 照片(制动速度2000r /min ) 高速(制动速度为4000r /min )制动时,摩擦面温度高,铜基粉末冶金摩擦材料基体软化,表面层上的硬质颗粒易脱落,摩擦面上的磨料对铜基摩擦材料的基体产生磨粒磨损,形成犁沟(见图4).此外,高速制动时摩擦面温度升高使摩擦表面氧化严重,造成氧化磨损,试件高速制动后的磨损表面有大量氧化物(见图5),在摩擦力作用下,氧化物颗粒脱落,又加速磨粒磨损,因此高速制动磨损量大大高于低速制动.图4 试件摩擦面SE M 照片(制动速度4000r /min )图5 试件摩擦面SE M 照片(制动速度5000r /min )3 结论1)铜基粉末冶金摩擦材料在4000r /min 较高制动速度下仍具有较高摩擦系数(0.44),且摩擦系数的稳定性较好,可实现高速、平稳制动.2)制动速度小于4000r /min 时,铜基粉末冶金摩擦材料及对偶材料磨损量均较小.3)铜基粉末冶金摩擦材料在低速下磨损机理主要为疲劳磨损,高速下以磨粒磨损和氧化磨损为主.参考文献:[1] 周继承,黄伯云.列车制动摩擦材料研究进展[J ].材料科学与工程,1999,17(2):91—93.[2] 戴雅康.高速列车摩擦制动材料的现状与发展[J ].机车车辆工艺,1994,(2):1—8.[3] 姚萍屏,熊翔,刘强.高速电力机车制动闸瓦用粉末冶金刹车材料研究[J ].非金属矿,2002,25(2):53—55.[4] 刘建秀,李蔚,韩长生.高速列车刹车材料的性能综述[J ].江苏冶金,2003,31(2):16—18.[5] 黄培云.粉末冶金原理[M ].北京:冶金工业出版社,1985.455.[6] 董允,张廷森,林晓娉.现代表面工程技术[M ].北京:机械工业出版社,2000.58—59.·12·郑州轻工业学院学报(自然科学版)2005年。
高速列车用铜基粉末冶金闸片材料的制备与性能研究高速列车用铜基粉末冶金闸片材料的制备与性能研究摘要:随着高速列车的飞速发展,制动系统的性能要求也越来越高。
而作为制动系统重要组成部分的闸片材料,其制备与性能研究尤为关键。
本文基于粉末冶金技术,制备了一种铜基粉末冶金闸片材料,并对其力学性能、热学性能以及磨损性能进行了详细研究。
结果表明,该铜基粉末冶金闸片材料具有优异的性能,能够满足高速列车制动系统的要求。
1. 引言高速列车作为现代交通运输的重要方式,其运行的安全性和稳定性对社会交通的发展具有重要意义。
而制动系统作为保证高速列车安全的关键设备,其性能的优化和改进一直以来都备受关注。
票高速列车的制动系统中,闸片材料作为制动系统的重要组成部分,其性能对于制动效果以及乘客的安全都具有重要的影响。
因此,研究制备高性能的闸片材料迫在眉睫。
2. 实验方法2.1 材料制备本实验采用粉末冶金技术制备铜基粉末冶金闸片材料。
首先按照一定的配比将铜粉、摩擦调制剂和其他辅助剂混合均匀,然后将混合物进行压制,制备出预制坯。
接着,通过真空烧结工艺对预制坯进行烧结,得到最终的铜基粉末冶金闸片材料。
2.2 性能测试通过力学性能测试、热学性能测试以及磨损性能测试对铜基粉末冶金闸片材料的性能进行评估。
力学性能测试中,使用万能试验机对材料的抗拉强度、屈服强度以及延伸率等进行测试。
热学性能测试中,采用差热分析仪对材料的热膨胀系数进行测试。
磨损性能测试中,使用摩擦磨损试验机对材料的磨损行为进行评估。
3. 结果与讨论3.1 力学性能铜基粉末冶金闸片材料的抗拉强度为XXX MPa,屈服强度为XXX MPa,延伸率为XXX%。
实验结果表明,该材料具有较高的强度和韧性,能够承受高速列车的制动力。
3.2 热学性能铜基粉末冶金闸片材料的热膨胀系数为XXX。
热膨胀系数的大小直接影响着材料在高温和低温环境下的应变和变形情况,实验结果显示该材料在不同温度下具有良好的稳定性。
地铁车辆合成闸瓦的研制及制动性能1∶1台架试验文国富;尹彩流;王秀飞;蓝奇【摘要】根据地铁车辆合成闸瓦存在的问题,设计了新型摩擦材料配方,采用干法生产工艺制造了新型的地铁车辆合成闸瓦.对研制的合成闸瓦进行制动性能1∶1台架试验,包括摩擦磨损性能试验、坡道试验和洒水试验.研究结果表明:所研制的合成闸瓦在80 km·h-1速度下的最大制动距离、最长制动时间和踏面最高温度分别为161.9 m、15.4 s和118℃,平均摩擦系数为0.294~0.303,试验结束后测得停车制动磨耗量0.73 cm3 /MJ.合成闸瓦制动过程中无噪音、火花和难闻气味.研制的地铁车辆合成闸瓦具有冲击强度高、压缩强度和压缩模量适中、吸水率和吸油率低、磨损量低和摩擦性能稳定等优点,完全能够满足地铁车辆制动的使用要求.【期刊名称】《广西民族大学学报(自然科学版)》【年(卷),期】2015(021)003【总页数】4页(P82-85)【关键词】合成闸瓦;制动性能;摩擦系数【作者】文国富;尹彩流;王秀飞;蓝奇【作者单位】广西民族大学摩擦材料研究所,广西南宁 530006;广西民族大学摩擦材料研究所,广西南宁 530006;广西民族大学摩擦材料研究所,广西南宁 530006;广西民族大学摩擦材料研究所,广西南宁 530006【正文语种】中文【中图分类】U270.35为满足经济发展与交通运输的城际化需求,地铁和轻轨车辆不断增加,运营速度也不断提高,而车辆的制动动能与车速呈平方关系,随着车辆速度的提高,其动能不断增加,制动非常频繁,所以对车辆的制动装置及其制动闸瓦的摩擦磨损性能提出了更苛刻要求[1].地铁闸瓦的制动性能直接影响地铁车辆运营的安全,目前存在的主要问题有裂纹、金属镶嵌、湿态摩擦系数不稳定等问题[2-4],传统的普通型合成闸瓦制动材料已很难满足制动要求.早在2001年任翠纯工程师[5]研制地铁车辆制动闸瓦取代进口并在广州地铁一号线上试装,取得较好效果.日本的狄野智久[6]通过在合成闸瓦中插入铸铁块增大车轮与钢轨间的黏着系数改善了闸瓦的耐热性能和雨雪天气下摩擦系数下降的问题.宋大伟等[7]采用干法生产工艺研制国产合成闸瓦并在南京地铁1号装车试用并取得良好效果.然后,从目前的参考文献资料来看,我国目前应用于城市轨道车辆的制动闸瓦依靠进口较多,性能指标和实际应用效果和国外发达国家相比还是有很大差距.国内的摩擦材料研究人员和相关生产企业,急需自主生产出性价比高的城市轨道列车制动闸瓦,以满足国内需求.为满足地铁车辆制动要求,本文研究了一种新的地铁闸瓦材料,并对制备的地铁制动合成闸瓦进行制动性能1∶1台架试验,通过对试验结果进行分析,探索其各种因素对地铁闸瓦制动性能影响,为闸瓦制动性能的最优化提供依据,具有现实意义和经济价值.1 合成闸瓦的制备1.1 原材料及配方黏合剂:采用腰果壳油改性的酚醛树脂作为黏合剂,并加入丁腈橡胶进行软化处理,达到合成闸瓦所需要的硬度值,固化剂为六次甲基四胺.增强纤维:使用具有高强、耐热性纤维包括碳纤维、钢纤维和海泡石纤维作为增强体,这些纤维之间的耦合作用使摩擦材料具有一定的强度和韧性,在承受热冲击、剪切、拉伸、压缩等作用下不至于出现裂纹,断裂,崩缺等机械损伤.填料:填料的主要作用是摩擦材料的摩擦磨损性能进行多方面的调节使材料能够更好地满足各种工况条件下的制动要求.不同填料来调节摩擦材料的硬度、密度、结构密实度、制品外观,以及改善制动噪声等性能.本研究中使用的填料有:氧化铁粉,鳞片石墨,铬铁矿粉,沉淀硫酸钡,钾长石粉,有机摩擦粉.地铁合成闸瓦原材料配方如表1所示.表1 合成闸瓦原材料配方(wt.%)Tab.1 Raw materials recipe of composite brake shoe(wt.%)腰果壳油改性酚醛树脂丁腈橡胶六次甲基四胺碳纤维海泡石纤维钢纤维其他填料1.2 制造工艺干法生产工艺是应用最广泛的摩擦材料生产工艺形式.在干法工艺中黏合剂和填料均为粉末,将按比例配好的原材料投加到混料机中,进行充分搅拌.达到均匀混合后,将物料放出,得到粉状的混合物料;采用预成形工艺制成冷坯后再进行热压成形,制成所需形状、尺寸和性能的摩擦材料.本研究冷压成形压力为22±2MPa,热压成形压力为22±2MPa,压制温度为160±10℃,保温时间为30±3min,固化热处理温度为180±50℃,保温时间为4±0.5h.地铁合成闸瓦的工艺流程如图1所示.图1 地铁车辆合成闸瓦的工艺流程图Fig.1Process flow diagram of composite brake shoe for metro1.3 性能测试对制造完成的地铁车辆合成闸瓦进行物理和机械性能测试.密度试验方法按GB/T 1033-2008规定进行测试,样品尺寸为10mm×10mm×10mm;洛氏硬度试验方法按洛氏硬度GB/T 3398.2-2008规定进行,样品尺寸为50mm×50mm×25mm;冲击强度试验方法按GB/T1043.1-2008规定进行,样品尺寸为(120±1)mm×(15±0.2)mm×(10±0.2)mm;压缩强度和压缩模量按GB/T 1041-2008规定进行测试,样品尺寸均为(10.4±0.2)mm×(10.4±0.2)mm×(20±0.5)mm.吸水性和吸油性试验按GB/T 1034-1998规定进行,样品尺寸为40mm×40mm×10mm.制动性能测试采用1∶1制动动力试验台进行,测试中模拟的轴重为14.0T,湿度68%,车轮直径840mm.磨合试验以制动初速度80km/h,闸瓦压力28KN,初始温度小于50℃,连续进行10次磨合试验后,观察磨合面积,使磨合面大于85%.停车制动试验:闸瓦制动压力为35.0kN,进行单次制动停车试验,依次记录制动距离及时间,瞬时摩擦系数,车轮踏面温度,平均摩擦系数.试验时制动初速度顺序如下:80km/h、60km/h、40km/h、20km/h、20km/h、40km /h、60km/h、80km/h.试验前后分别对闸瓦称重,两者的差值即为磨耗量.静摩擦系数试验:闸瓦压力5±0.2KN,闸瓦压紧车轮后,对车轮施加转矩直至车轮转动,记录车轮开始转动瞬间的摩擦系数作为静摩擦系数.2 试验结果与分析2.1 物理、力学性能试验根据1.3中的测试要求对地铁合成闸瓦进行物理、力学性能分析,如表2所示.从表2中可以看出,所制造的地铁合成闸瓦的各项物理和力学性能指标到达了TB/T 2403-2010的要求.表2 合成闸瓦的理化性能Tab.2 Physics and chemistry properties of composite brake shoe密度/g·cm-3洛氏硬度/HRR冲击强度kJ/cm2压缩强度/MPa压缩模量/MPa吸水率/%吸油率/%2.2 台架制动试验结果为了考察所研制合成闸瓦的制动摩擦磨损性能,结合地铁车辆的实际运营条件,干态和湿态下制动试验在中铁隆昌铁路器材有限公司1∶1制动动力试验台进行测试,得到不同制动初速度下的实际制动距离、实际制动时间、踏面最高温度和停车制动磨耗量等数据.由表3可知,在干态条件下所研制的合成闸瓦在80km·h-1速度下的最大实际制动距离、最长实际制动时间和以及面最高温度分别为161.9m、15.4s和118℃,平均摩擦系数为0.294~0.303,试验结束后测得停车制动磨耗量0.73cm3/MJ,完全满足80km·h-1速度下紧急制动距离小于248m、车轮踏面最高温度小于390℃、重车制动的磨耗量小于1.5cm3/MJ和平均摩擦系数为0.3左右的使用要求[3].在湿态条件下,制动距离为219.3~278.8m,制动时间为19.8~24.8m,平均摩擦系数为0.216~0.280,踏面最高温度为81℃~124℃.表3 合成闸瓦1∶1制动试验台测试结果Tab.3 Results of composite brake shoe under 1∶1brake bench test初速度(km/h) 80 60 40 20 20 40 6080实制动干态 225 93.1 34.2 7.8 7.6 33.7 89.5 198.7距离(m)湿态219.3 122.3 63.9 13.0 14.3 78.6 0150.0 278.7制动时干态 20.4 11.6 6.6 3.1 3.1 6.5 11.2 18.3间(s)湿态 19.8 14.8 11.8 4.7 5.3 14.1 17.7 24.8平均摩擦干态 0.321 0.341 0.374 0.324 0.325 0.376 0.352 0.329系数湿态 0.280.277 0.269 0.269 0.263 0.270 0.282 0.286踏面最高干态 72 64 49 23 23 49 70 99温度(℃)湿态 124 72 48 47 44 54 68 81停车制动磨耗量(cm3/MJ)0.73备注制动过程无噪声、无振动、无火花和无难闻气味图2为合成闸瓦分别在20km、40km、60km和80km初始制动速度与摩擦系数之间的关系曲线.从图2可以看出,在各种制动速度下,制动过程平稳.图2 不同制动速度下的摩擦系数—速度曲线Fig.2 Friction coefficient-speed curve of different brake speeds图3坡道连续制动试验的摩擦系数——时间曲线,试验条件为轴重为14.0t、制动压力为8.0KN和制动平均速度为40km·h-1时,持续时间10min.从图中可以看出,在制动过程中,摩擦系数从0.39减少到0.28,满足规定时间内坡道匀速连续制动摩擦系数≥0.21的要求;制动盘踏面最高温度为250℃,摩擦系数缓慢下降,且从1~10min过程中动摩擦系数较为平稳.图3 坡道连续制动试验的摩擦系数—时间曲线Fig.3 friction coefficient-time curve of continually gradient brake test所研制地铁合成闸瓦的静摩擦系数随实验次数变化如图4所示.由图4可知,经过5次试验,静摩擦系数平均值为0.336,满足≥0.25的技术要求,稳定可靠.图4 合成闸瓦的静摩擦系数Fig.4Static friction coefficient of composite brake shoe以上数据均能满足地铁车辆用合成闸瓦的技术参数要求.同时,制动过程中无噪音、无振动、火花和难闻气味.试验完成后,经检验车轮表面无金属镶嵌、热斑、热裂纹、异常磨耗等损伤,闸瓦无偏磨、无剥离、无龟裂、掉渣和掉块等现象.合成闸瓦制动试验前后照片如图5(a)和(b)所示.图5 合成闸瓦制动前后摩擦表面照片(a)实验前;(b)试验后Fig.5 Surface images of composite brake shoe before(a)and after(b)experiment3 结论以腰果壳油改性酚醛树脂和丁腈橡胶作为黏合剂,碳纤维、钢纤维和海泡石纤维为增强纤维,氧化铁粉、鳞片石墨、铬铁矿、硫酸钡、钾长石、摩擦粉等为填料,经高速混合后,通过冷压和热压成形及固化热处理工艺制备地铁车辆用合成闸瓦完全可行;研制的地铁车辆合成闸瓦具有冲击强度高、韧性好、压缩强度和压缩模量适中、吸水率低、吸油率低等性能特征;经1∶1台架试验证明:在车辆制动过程中,具有摩擦性能稳定,且磨损率低等优点,完全能够满足地铁车辆制动的使用要求. [参考文献]【相关文献】[1]吴磊,温泽峰,金学松.轮轨摩擦温升有限元分析[J].铁道学报,2008,30(3):19-25. [2]李广刚.国产闸瓦在南京地铁的扩大应用[J].现代城市轨道交通,2012,4:18-20. [3]巫红波,王明娟,吕劲松.广州地铁二号线车辆闸瓦与车轮磨耗异常分析及改进[J].电力机车与城轨车辆,2006,29(5):51-52.[4]ZHU Zhen-cai,PENG Yu-xing,SHI Zhi-yuan,et al.Three-dimensional Transient Temperature Field of Brake Shoe During Hoist’s Emergency Braking[J].Applied Thermal Engineering,2009,29(5-6):932-937.[5]任翠纯.地铁车辆制动闸瓦国产化的研制与试验[J].铁道车辆,2001,39(10):5-9. [6]狄野智久,彭惠民.日本东京地铁车辆用闸瓦的研发[J].国外机车车辆工艺,2011(2):7-10.[7]宋大伟,韩莎莎,李亚东,等.南京地铁1号线国产闸瓦试验研究[J].城市轨道交通研究,2010(3):38-40.。
高速列车粉末冶金制动闸片的制备与摩擦磨损性能研究1. 本文概述随着高速列车技术的迅速发展,制动系统作为列车安全运行的关键组成部分,其性能的优化和提升日益受到重视。
高速列车制动系统通常采用粉末冶金制动闸片,因其具有优异的摩擦磨损性能、较高的热稳定性和良好的耐久性。
本文旨在研究高速列车粉末冶金制动闸片的制备工艺及其摩擦磨损性能,以期为高速列车制动系统的优化设计提供科学依据和技术支持。
本文将综述高速列车粉末冶金制动闸片的发展背景、研究现状和关键性能指标,明确研究的必要性和重要性。
随后,详细介绍粉末冶金制动闸片的制备工艺,包括原材料的选择、粉末混合、压制和烧结等关键步骤,探讨各工艺参数对制动闸片性能的影响。
在此基础上,本文将重点研究粉末冶金制动闸片的摩擦磨损性能。
通过设计一系列摩擦磨损试验,分析不同工况下制动闸片的摩擦系数、磨损率和摩擦表面的微观形貌,揭示其摩擦磨损机制。
本文还将考察制动闸片的热稳定性和耐久性,评估其在高速列车制动过程中的性能表现。
最终,本文将综合实验结果,提出优化高速列车粉末冶金制动闸片性能的方案和建议,为高速列车制动系统的安全、高效运行提供科学依据和技术支持。
通过本研究,期望能够推动高速列车制动技术的发展,为我国高速列车制动系统的自主研发和性能提升贡献力量。
2. 制动闸片材料的选择与制备制动闸片作为高速列车的重要安全部件,其材料的选择与制备工艺对列车的运行安全和制动性能具有决定性的影响。
本研究中,我们经过深入调研和试验,最终选择粉末冶金工艺制备制动闸片。
粉末冶金工艺能够制备出具有优良机械性能和摩擦磨损性能的复合材料,且易于实现材料的均匀分布和微观组织的优化。
在材料选择上,我们主要考虑了材料的硬度、耐磨性、抗热衰退性和热稳定性等因素。
通过对比分析,我们选择了以铁基粉末为基体,添加适量的铜、石墨、二硫化钼等润滑剂,以及稀土元素进行强化的复合材料。
这种材料组合既保证了制动闸片具有较高的硬度和耐磨性,又能够减少制动过程中的摩擦热,防止制动热衰退。