手工焊接工艺培训教程
- 格式:ppt
- 大小:5.76 MB
- 文档页数:26


1 目旳
1.1.1.1 本工艺规程规定了手工焊接工艺有关旳焊接工具与材料、操作措施和检查措施。
2 合用范畴
2.1.1.1 本工艺规程合用于产品旳手工焊接工艺旳指引。
3 合用人员
3.1.1.1 本工艺规程合用于手工焊接专职工艺人员、手工焊接操作人员、手工焊接检查人员。
4 名词/术语
4.1.1.1 手工焊接系统: 指手工焊接操作所使用旳焊接电烙铁或其他焊接设备。
4.1.1.2 焊接时间:从烙铁头接触焊料到离开焊料旳时间, 即焊料处在加热过程中时间。
4.1.1.3 拆焊:返工、返修或调试状况下, 使用专用工具将两被焊件分离旳手工焊接工艺操作措施。
4.1.1.4 主面: 总设计图上定义旳一种封装与互连构造(PCB)面(一般为涉及元器件功能最复杂或数量最多旳那一面)。
4.1.1.5 辅面: 与主面相对旳封装与互连构造(PCB)面。 4.1.1.6 冷焊点: 是指呈现很差旳润湿性、外表灰暗、疏松旳焊点。
5 焊料受拢: 焊料在焊接过程中发生移动而形成旳应力纹。
6 反润湿:熔化旳焊料先覆盖表面然后退缩成某些形状不规则旳焊料堆, 其间旳空档处有薄薄旳焊料膜覆盖, 未暴露基底金属或表面涂敷层。
7 焊接工艺规范
7.1 焊接流程
检验焊前准备焊接设备
参数确认施焊清洗转下道 工序手工清洗/设备清洗返工/返修
/报废YN
7.2 焊接原理
手工焊接中旳锡焊旳原理是通过加热旳烙铁将固态焊锡丝加热熔化, 再借助于助焊剂旳作用, 使其流入被焊金属之间, 待冷却后形成牢固可靠旳焊接点;锡焊是通过润湿、扩散和冶金结合这三个物理、化学过程来完毕旳, 被焊件未受任何损伤;图6-1是放大1000倍旳焊点剖面。
图6-1 焊点剖面
7.3 手工焊接操作措施
7.3.1 电烙铁旳握法
电烙铁旳基本握法分为三种(图6-2):
图6-2 电烙铁旳握法
1) 反握法, 用五指把电烙铁旳柄握在掌内;此法合用于大功率电烙铁, 焊接散热量大旳被焊件;
手工焊接工艺规范
1、 目的
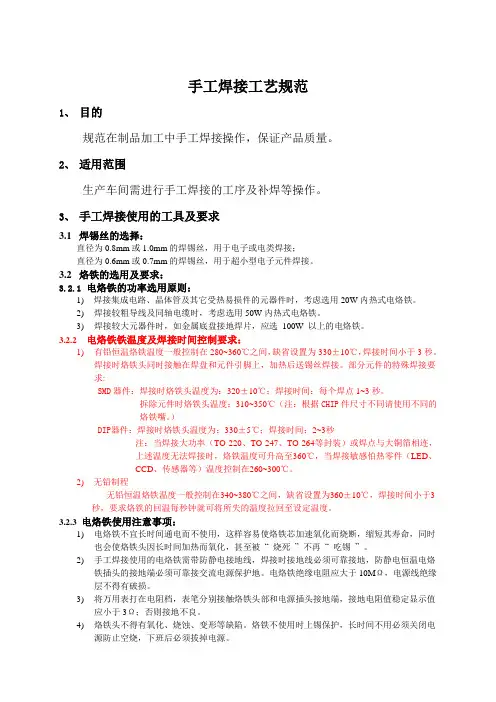
规范在制品加工中手工焊接操作,保证产品质量。
2、 适用范围
生产车间需进行手工焊接的工序及补焊等操作。
3、 手工焊接使用的工具及要求
3.1 焊锡丝的选择:
直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接;
直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。
3.2 烙铁的选用及要求:
3.2.1 电烙铁的功率选用原则:
1) 焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。
2) 焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。
3) 焊接较大元器件时,如金属底盘接地焊片,应选 100W 以上的电烙铁。
3.2.2 电烙铁铁温度及焊接时间控制要求:
1) 有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。部分元件的特殊焊接要求:
SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。
拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的烙铁嘴。)
DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒
注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、CCD、传感器等)温度控制在260~300℃。
2) 无铅制程
无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。
3.2.3 电烙铁使用注意事项:
1) 电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 “ 烧死 ” 不再 “ 吃锡 ” 。
手工电弧焊焊接工艺和流程
1.焊前准备
在进行手工电弧焊焊接之前,首先需要进行一些准备工作,包括:
-确定焊接材料和焊条种类
-验证焊接部件的几何尺寸和质量要求
-确定焊接操作的顺序和步骤
-相关焊接设备的选择和检查
-安全措施的准备,比如佩戴防护眼镜、手套和护目镜等
2.设备设置
在进行手工电弧焊焊接之前,需要对电焊机进行适当的设置,以确保焊接过程稳定可靠。设置包括:
-选择适当的电流和电压
-调整电流和电压的稳定性
-根据焊接材料的厚度和焊接位置,选择合适的极性(直流正、直流负或交流)
3.准备工作
焊前准备工作包括对待焊零件进行清洁和准备,以确保焊接接头的质量和可靠性。准备工作包括:
-清理焊接接头上的污垢和油脂 -修整和打磨焊接接头的边缘,使其达到要求的几何尺寸和形状
-对于较大的焊接件,可以使用夹具夹紧以提供稳定的工作环境
4.焊接操作
在进行手工电弧焊焊接时,需要掌握正确的焊接技巧和操作方法。主要步骤包括:
-选择适当的焊接位置和姿势,以获得最佳视角和操作舒适度
-将焊条插入焊条夹,并适当调整电流和电压
-将焊条放在焊缝上,并点燃焊条的电弧
-按照预定的顺序和速度进行焊接,确保焊缝的均匀和连贯
-不断调整焊接速度和电流电压,以适应不同部件和焊接位置的要求
-完成焊接后,将焊条从焊条夹中取出,断开电弧
5.焊后处理
焊接完成后,还需要进行一些焊后处理工作,以保证焊接接头的质量和表面光洁度。焊后处理包括:
-对焊接接头进行清洁,去除焊渣和焊渣残留物
-对焊缝进行表面打磨和抛光,使其平整和光滑
-进行必要的检查和测试,以确保焊接接头的质量和强度
-根据需要进行补焊或修复,以满足要求的质量标准

孚瑞肯电气(深圳)有限公司
三级文件 文件编号 ISC-R-QA-0002
版 本 V1.0
生效日期 2014-3-15
页 码 第1页,共10页
标 题 手工焊接工艺规范 归口部门 质量部
秘密等级:□绝密 □机密 □秘密 ■内控 □公开 FRECON
手工焊接工艺规范
PCBA单板检验作业指导书 文件编号:ISC-R-QA-0002
版 本:V1.0
制定日期:2014-3-15
修订日期:2014-3-15
生效日期:2014-3-15
部门 签名 日期
编制 质量部 罗林 2014-3-15
确认 质量部
审核 质量部
会审 生产部
开发部
批准 制造中心
孚瑞肯电气(深圳)有限公司
三级文件 文件编号 ISC-R-QA-0002
版 本
V1.0
生效日期 2014-3-15
页 码 第2页,共10页
标 题 手工焊接工艺规范 归口部门 质量部
秘密等级:□绝密 □机密 □秘密 ■内控 □公开 FRECON
修 改 记 录
NO 修订
版本 修改内容摘要 修改人 修改日期 生效日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25 孚瑞肯电气(深圳)有限公司
三级文件 文件编号 ISC-R-QA-0002
版 本
V1.0
生效日期 2014-3-15
页 码 第3页,共10页