梯形螺纹的数控车削
- 格式:doc
- 大小:79.50 KB
- 文档页数:6
梯形螺纹的数控车削
机械制造技术系 王照信
梯形螺纹的加工在车床螺纹加工中占着基础性的地位,本文从数控车削的角度主要介绍和探讨了梯形螺纹加工的几种进刀方法以及如何灵活利用参数编程的方法来加工内外梯形螺纹。
一、梯形螺纹加工的几种进刀方法
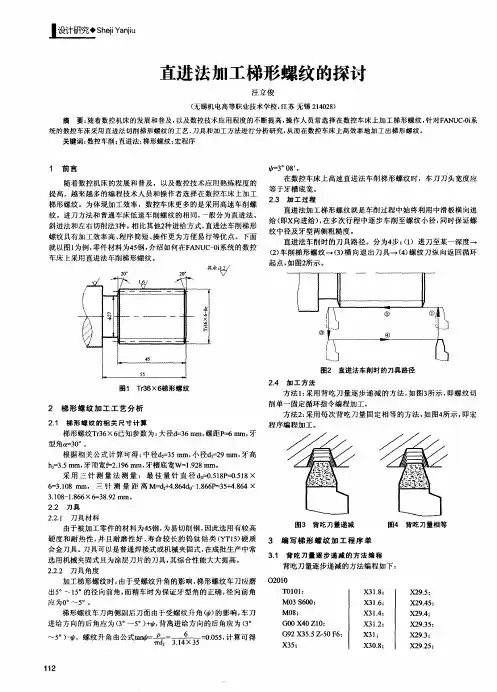
在梯形螺纹加工中当螺距小于4mm和精度要求不高的工件,可用一把梯形螺纹车刀,并用少量的左右进给法车削。当螺距大于4mm和精度要求高的梯形螺纹,一般采用粗精分刀车削的方法。下面结合普通车床梯形螺纹的加工经验来讨论一下数控车削梯形螺纹的几种进刀方法。
1、左右切削法:车削P<8mm梯形螺纹时常采用左右切削法,可以防止因三刃切削而产生的振动和扎刀现象如图(a)所示。
2、车直槽法:用左右切削法时,每次横向进刀时,车刀都必需向左或向右做微量移动,很不方便,因此,粗车时可以用矩形螺纹刀先车出螺旋直槽,槽底径等于小径,然后用梯形螺纹刀左右车出两侧面,如图(b)所示。
3、车阶梯槽:车削P>8mm梯形螺纹时,可用头宽度小于P/2的矩形螺纹车刀,用车直槽法车至接近螺纹中径处,再用头宽等于槽宽W的矩形螺纹刀车至接近螺纹牙高,然后用梯形螺纹精车刀车螺纹两侧,如图(c)所示。
4、直进分层左右进刀法:如图(e)所示,可以用梯形螺纹粗车刀,先在牙中线处直进刀,然后左右进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
5、沿侧面斜进分层单向进刀法:如图(d)所示,可以用梯形螺纹粗车刀,先沿牙一侧斜向进刀,然后单向进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
以上方法中2、3方法比较简单,程序编制也比较容易,不再专门讨论。3、4、5方法相比,4、5方法规律性较强,因些比较适合数控车削,这里重点讨论4、5两种方法。
二、梯形螺纹的程序编制
FANUC系统螺纹加工所用的指令主要为G32、G92、G76,对于G92、G76切梯形螺纹由于其轨迹比较单一,编程比较简单,这里不做介绍。这里主要是利用G32指令结合变量编程的方法来编制多种轨迹的螺纹加工程序。下面就以加工梯形螺纹Tr36×6配合为例,介绍如何在FANUC0IMATETC系统的数控车床上车削梯形螺纹。车削的梯形螺纹工件如图所示。 Φ240-0.033Φ280-0.033M27X24X2305030Tr36x61301x4530°30°3.23.23.23.22x456.3其余30°3.26Φ29-0.3000Φ33-0.3000Φ36-0.3000材料45#钢Φ300+0.30Φ330+0.30Φ370+0.303.230°3.2Φ480-0.0330梯形螺纹配合件加工
1、外梯形螺纹的加工:加工方法分析:
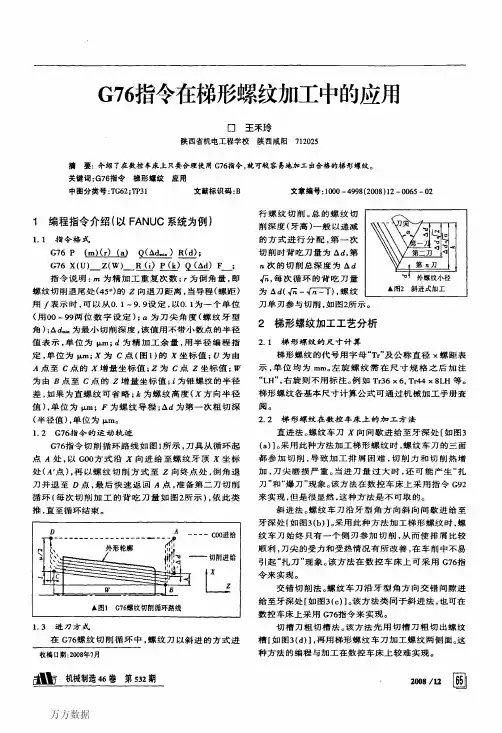
(1)沿侧面斜进分层轴向进刀法:如图所示,可以用梯形螺纹 车刀,先沿牙一侧15度斜向进刀,然后轴向进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
0.10.11.2b153.0841.92815°
斜进分层轴向进刀法
梯形螺纹的横刃宽为1.2mm,对刀点为车刀的左刀尖,梯形螺纹的总的X向的进刀量为牙高3.5,螺纹的每层的Z向的总的进刀量和X向的进刀量有关系为一变值,如图示第一层的Z向总进刀量为b,第二层,第三层又依次减小。
设X向的进刀量为#100,Z向的进刀量为#102,则每层的Z向的总进刀量为:
#101=(3.084-0.2)-0.268*#100*2-刀宽; 注:Tan(15°)=0.268;
以工件右端面中心处为原点建立坐标系编制程序如下:
O1;
M3S400T0101; 梯形螺纹粗车每侧留余量0.1
G0X36Z-15; 定刀具车削的起刀点
#100=0; X向的进刀量赋值0
#101=0; 每层的Z向的总进刀量赋值0
WHILE[#100LE3.5]DO1; X向的进刀量小于等于牙高时执行DO1—END1循环
#100=#100+0.5; X向进刀量自加每层定为0.5为3.5的整数倍
#101=3.804-0.2-0.268*#100*2-1.2; Z向的每层的总的进刀量
#102=0; Z向的进刀量赋值0
WHILE[#102LE#101]DO2; Z向的进刀量小于等于Z向的每层的总的进刀量时执行DO2—END2循环 G0X[36-#100*2]Z[-15-#100*0.268-#102];至每螺纹切削的每一刀的起刀点
G32Z-85F6; 切梯形螺纹
G0X40; X向退刀
G0Z-15; Z向退刀
#102=# 102+0.5; Z向进刀量每刀自加0.5
END2; 2循环结束
END1; 1循环结束
G0X29Z[-15-0.268*3.5-[1.928-0.2-1.2]]; 光粗车后的左侧面
G32Z-85F6;
G0X40;
G0Z-15;
G0X29Z[-15-0.268*3.5+0.1]; 精车右侧面
G32Z-85F6;
G0X40;
G1Z-15;
G0X29Z[-15-0.268*3.5-[1.928-0.1-1.2]]; 精车左侧面
G32Z-85F6;
G0X40;
G0Z-15;
G0X100Z200; 退刀
M30;
以上为斜进分层法切削梯形螺纹的程序,如果粗精车刀要分开,则在精车右侧面程序段之前加入换精车刀程序段即可,不过程序要因前端刀宽不一致而重新改写,并且要确保粗精车刀的对刀点一致,否则对螺纹的精度影响将很大。
(2)直进分层左右进刀法:如图所示,用梯形螺纹粗车刀,先在牙中线处直进刀,然后左右进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
梯形螺纹的横刃宽为1.2mm,对刀点为车刀的前横刃中点,梯形螺纹的总的X向的进刀量为牙高3.5,螺纹的每层的左或右向的总的进刀量和X向的进刀量有关系为一变值。
设X向的进刀量为#100,Z轴左或右向的进刀量为#102,则每层的Z轴左或右向的总进刀量为:
#101=(3.084/2-0.1)-0.268*#100-刀宽/2; 注:Tan(15°)=0.268;
以工件右端面中心处为原点建立坐标系编制程序如下:
O1;
M3S400T0101; 梯形螺纹粗车每侧留余量0.1
G0X36Z-15; 定刀具车削的起刀点
#100=0; X向的进刀量赋值0
#101=0; 每层的Z轴左右向的总进刀量赋值0
WHILE[#100LE3.5]DO1; X向的进刀量小于等于牙高时执行DO1—END1循环
#100=#100+0.5; X向进刀量自加每层定为0.5为3.5的整数倍
#101=3.804/2-0.1-0.268*#100-1.2/2; Z向的每层左或右的总的进刀量
#102=0; Z向的进刀量赋值0
WHILE[#102LE#101]DO2; Z向的进刀量小于等于Z向的每层的左总的进刀量时执行DO2—END2循环
G0X[36-#100*2]Z[-15-#102];至每螺纹切削的每一刀的起刀点 G32Z-85F6; 切梯形螺纹
G0X40; X向退刀
G0Z-15; Z向退刀
#102=# 102+0.5; Z向进刀量每刀自加0.5
END2; 2循环结束
#102=0; Z向的进刀量赋值0
WHILE[#102LE#101]DO3; Z向的进刀量小于等于Z向的每层的右总的进刀量时执行DO3—END3循环
G0X[36-#100*2]Z[-15+#102];至每螺纹切削的每一刀的起刀点
G32Z-85F6; 切梯形螺纹
G0X40; X向退刀
G0Z-15; Z向退刀
#102=# 102+0.5; Z向进刀量每刀自加0.5
END3; 2循环结束
END1; 1循环结束
G0X29Z[-15-[1.928/2-0.1-0.6]]; 光粗车后的左侧面
G32Z-85F6;
G0X40;
G0Z-15;
G0X29Z[-15+[1.928/2-0.1-0.6]]; 光粗车后的右侧面
G32Z-85F6;
G0X40;
G0Z-15;
G0X29Z[-15+[1.928/2-0.6]]; 精车右侧面
G32Z-85F6;
G0X40;
G1Z-15;
G0X29Z[-15-[1.928/2-0.6]]; 精车左侧面
G32Z-85F6;
G0X40;
G0Z-15;
G0X100Z200; 退刀
M30;
0.10.11515°1.9283.084
直进分层轴向左右进刀法 2、内梯形螺纹加工:加工方法分析:
和加工外梯形螺纹一样,可以采用直进分层左右进刀法和斜进分层轴向进刀法。下面只对斜进分层轴向进刀法做程序编制介绍。
沿侧面斜进分层轴向进刀法:如图所示,可以用梯形螺纹车刀,先沿牙一侧15度斜向进刀,然后轴向进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
0.10.115°1.9283.08415
斜进分层轴向进刀法