Geomagic讲义整理
- 格式:pdf
- 大小:8.70 MB
- 文档页数:121
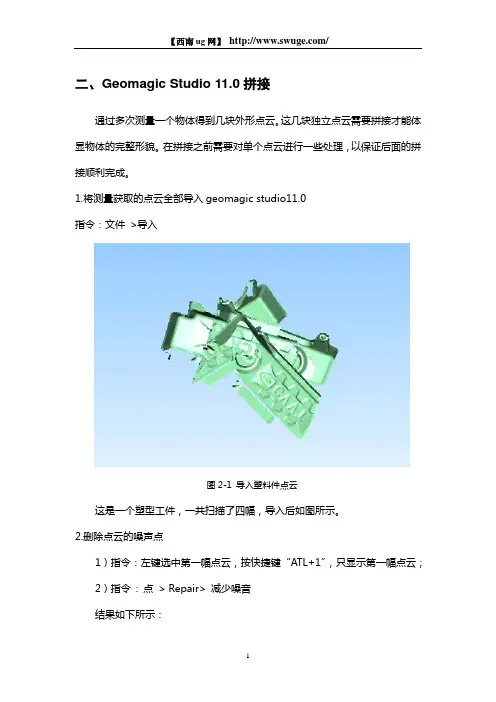
1 Geomagic studio讲义
目录
1. 逆向工程概述
2. Geomagic studio软件及流程简介
3. Studio 入门学习
4. 涵盖各个阶段处理技术—甲壳虫车的逆向工程
5. 点阶段---点云编辑
6. 点云数据注册&合并
7. 多边形基本编辑命令
8. 多边形高级阶段
9. 基本曲面创建(探测曲率)1
10. 基本曲面创建(探测曲率)2
11. 高级曲面编辑
12. 探测轮廓线的曲面处理
13. Fashion基础阶段
14. 创建3D 特征
2
一、逆向工程概述
1.1 逆向工程定义
逆向工程(Reverse Engineering,RE)也称反求工程,它是相对传统的设计而
言。是从一个存在的零件或原型入手,首先对其进行数字化处理,然后进行数据处理、曲
面重建、构造CAD模型等,最后制造出产品的过程。逆向工程技术能快速建立新产品的
数据化模型,大大缩短新产品研发周期,提高企业产品设计和生产效率。
图1.1 逆向工程流程图
1.2 逆向工程与正向工程的区别
传统的产品设计一般都是“从无到有”的过程,设计人员首先构思产品的外形、性能以
及大致的技术参数等,再利用CAD建立产品的三维数字化模型,最终将模型转入制造流
程,完成产品的整个设计制造周期,这样的过程可称为“正向设计”。而逆向工程则是一个
“从有到无”的过程,就是根据已有的产品模型,反向推出产品的设计数据,包括设计图纸
和数字模型。其各自的流程如下图所示:
图1.2 传统工业产品造型流程 检查 产品功能 设计 图纸
CAD模
制造
不满意 最终产品 仿制,改制产品 二维图样,技术文
CAD模型重构 采集、处理仿制、改制产品
制作系统CAM 快速原型RP 实物或模型
模具 产品样件
新产品 P
D
M
系
统
3
图1.3 逆向工程造型流程
1.3 逆向工程的应用
逆向工程已成为当今CAD/CAM领域内研究的热点之一。它在机械产品测量造型、计
算机视觉、根据切片数据的医学影像重建等领域都有重要应用。在制造业领域内逆向工程
也有广泛的应用背景。在下列情形下,需要将实物模型转换为CAD模型:
(1) 尽管计算机辅助设计技术(CAD)发展迅速,各种商业软件的功能也日益强大,但目前
还无法满足一些复杂曲面零件的设计需要,还存在许多使用粘土或泡沫模型代替CAD设
计的情况,最终需要运用逆向工程将这些实物模型转换为CAD模型。
(2) 外形设计师倾向使用产品的比例模型,以便于产品外形的美学评价,最终可通过运用
逆向工程技术将这些比例模型用数学模型表达,通过比例运算得到美观的真实尺寸的CAD
模型。
(3) 由于各相关学科发展水平的限制,对零件的功能和性能分析,还不能完全由CAE来完
成,往往需要通过试验来确定最终零件的形状,如在模具制造中经常需要通过试冲和修改
模具型面方可得到最终符合要求的模具。若将最终符合要求的模具测量并反求出其CAD
模型,在再次制造该模具时就可运用这一模型生成加工程序,就可大大减少修模量,提高
模具生产效率,降低模具生产成本。
(4) 目前在国内,由于CAD/CAM技术运用发展的不平衡,普遍存在这样的情况:在模具
制造中,制造者得到的原始资料为实物零件,这时为了能利用CAD/CAM技术来加工模
具,必须首先将实物零件转换为CAD模型,继而在CAD模型基础上设计模具。
(5) 艺术品、考古文物的复制。
(6) 人体中的骨头和关节等的复制、假肢制造。
(7) 特种服装、头盔的制造要以使用者的身体为原始设计依据,此时,需首先建立人体的
几何模型。 CAD模
已存在零件 零件数字化 检查 图纸
制造
不满意 最终产品
4
1.4 逆向工程关键技术介绍
逆向工程的关键技术包括了数据采集、数据处理、CAD模型重构等,最后应用于下游
CAD直接面向生产过程。
(一)、数据采集技术
(1)、接触测量
最初的三维数字化仪是探针式的,它一般由3~6个自由度的杆式机构和末端的探针
组成,通过运动学计算得到末端探针触点的三坐标信息,其技术已比较成熟。数据处理过
程中采用了数字信号处理(DSP)技术和温度补偿技术,测量精度达到0.076 8~0.178
mm,测量速度可达到100点/S。三坐标测量机(Coordinate Measuring Machine,
CMM)也是广泛采用的接触式测量设备。在逆向工程应用的初期,这种接触探针式的三维
数字化仪是数据采集的重要手段,具有测量精度高、适应性强的优点。但一般接触式测头
测量效率低,数据需进行测头半径补偿,而且由于测量力的存在,对一些软质表面或易损
伤物体表面无法进行测量。
接触式测量的优点
a接触式探头发展时间较长,其机械结构及电子系统己相当成熟,具有较高的准确性和
可靠性;
b接触式测量噪声低、精度高且重复性好:
c探头是直接接触工件表面工作的,与工件表面的反射特性、颜色及曲率关系不大,基本
不受上述条件限制;
d被测物体固定在三坐标测量机上,并配合测量软件,可快速准确地测出物体的基本几何
形状,如面、圆、圆柱、圆锥、圆球等;
接触式测量的缺点
a接触式测量必须使用特殊的夹具,会导致较高的测量费用,不同形状的产品会要求不
同的夹具,而使成本大幅度地增加:
b探头是以逐点方式进行测量的,所以测量速度较慢:
c不当的操作容易损害工件某些重要部位的表面精度,也会使探头损坏;
d球形探头很容易因为接触力而造成磨耗,为维持一定的精度,需经常校正探头的直径;
e检测一些内部元件有先天的限制,如测量内圆直径,触发探头的直径必定要小于被测
内圆直径;
f对三维曲面的测量,因传统接触式触发探头是感应元件,测得的数据是探头的球心位
置,要测得物体真实外形,则需要对探头半径进行补偿,因此,可能会导致误差修正的问
题:
g接触探头在测量时,探头的力将使探头尖端部分与被测件之间产生局部变形,而影响到
测量值的实际度数;
h测量系统的支撑结构存在静态及动态误差;
5 i由于探头出发机构的惯性及时间延迟,使探头产生超越现象,趋近速度会产生动态误
差;
(2)、非接触测量
非接触式测量根据测量原理的不同,有光学测量法、工业CT测量法、核磁共振(MRI)
测量法、超声波测量法、电磁测量法、层析法等方式,较为成熟的是光学测量法。光学测
量法又分为三角形法、结构光法、激光干涉法、计算机视觉法等。其中结构光法被认为是
目前对三维形状进行测量的最好方法之一。结构光法的主要优点是测量范围大、稳定、速
度快、成本低、设备携带方便、受环境影响小、易于操作,缺点是只能测量表面曲率变化
不大的较平坦的物体,对于表面变化剧烈的物体,在陡峭处往往会发生相位突变,从而影
响测量精度。同时,测量精度易受工件本身的表面色泽、粗糙度的影响,为提高测量精
度,需对被测量表面涂上“反差增强剂”或喷漆处理,以减小误差。另外,还存在数据处
理时间长、测量量程较短等问题。
非接触式测量的优点
a 不必做探头半径补偿,因为激光光点位置就是工件表面的位置;
b 测量速度非常快,不必象接触触发探头那样逐点进行测量;
c 软工件、薄工件、不可接触的高精密工件可直接测量。
非接触式测量的缺点:
a测量精度较差;
b因非接触式探头大多数是接受工件表面的反射光或散射光,易受工件表面的反射条件
的影响,如颜色、斜率等:
c易受环境及杂散光影响,故噪声较高;
d非接触式测量只做工件轮廓坐标点的大量取样,对边线处理、凹孔处理以及不连续形
状的处理比较困难;
e使用CCD做探测器时,成像镜头的焦距会影响测量精度,因工件几何外形变化大时成
像会失焦,成像模糊:
f工件表面的粗糙度会影响测量结果.
6
数字化实验室数据采集设备
仪器侧头Perceptron V4i规格:
规范:V4i
安装方式:6/7轴Romer手臂
精度(2sigma):0.024mm
扫描速率:23040点/秒
扫描频率:30HZ
扫描线密度:768点/线
Perceptron ScanWork V4i Cimcore Infinite 7自由度关节臂 + 表面数字化方法
非接触式 接触式
光学式 非光学式 触发式 连续式
三
角
形
法 激
光
干
涉
法 层
析
法 计算
机视
觉 法 CT测
量 法 MRI
测量
法 超
声
波
法 结
构
光
法