万能外圆磨床液压系统分析
- 格式:pdf
- 大小:108.42 KB
- 文档页数:1
中国科技期刊数据库教育
万能外圆磨床液压系统分析
魏红品
襄阳汽车职业技术学院湖北襄阳441021
摘要:本文主要介绍磨床的液压系统,
磨床液压系统特点系统特点
关键词:液压系统:运动:系统特点
中图分类号:TG581.1 分析了工作台往复运动、工作台换向过程、砂轮架的快进快退运动等,以及万能外圆
文献标识码:A 文章编号:1671-5861(2015)01-0225-01
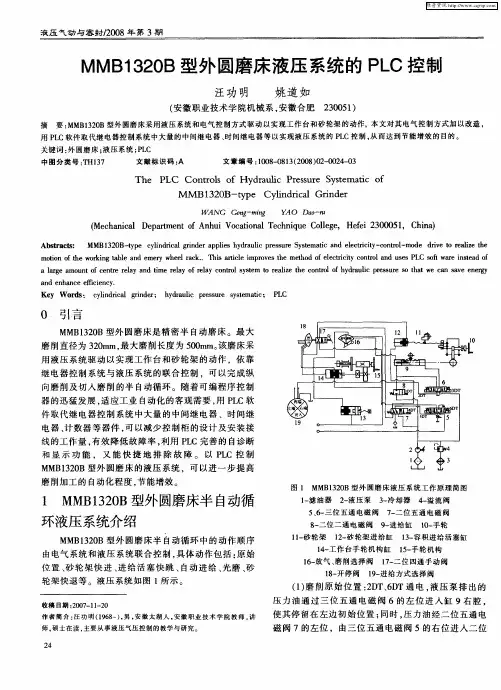
一、工作台往复运动
当开停阀处于右位时,先导阀都处于右端位置,工作台
向右运动.主油路的油液流动情况为: 进油路:液压泵一
换向阀(右位)一工作台液压缸右腔;回油路:工作台液压缸
左腔一换向阀(右位)一先导阀(右位)一开停阀(右位)一节 流阀一油箱。
当工作台向右移动到预定位置时,工作台上的左挡块拨
动先导阀阀芯簟并使它最终处于左端位置上,于是主油路的
油液流动变为:进油路;液压泵一换向阀(左位)一工作台液
压缸左腔;回油路:工作台液压缸右腔一换向阀(左位)斗先
导阀(左位)一哥停阁(右位)一节流阀一油箱。
二、工作台换向过程
1)工况对万能外圆磨床工作台换向的要求:自动换向,
且过程平稳、制动和反向启动迅速;换向精度高。
手动换向(不能实现自动往复运动)、机动换向(低速时
会出现死点)、电磁铁换向(换向时间短、冲击大)都不行
2)行程控制制动式换向回路 起先导作用的机动阀+主液动阀,特点是先导阀不仅
对操纵主阀的控制压力油起控制作用,还直接参与工作台换
向制动过程,预制动和终制动两步一换向平稳,冲击小。
3)磨床工作台换向过程
当工作台挡块推动拨杆一推动先导阀阀芯向左移动时,
直到先导阀阀芯右部环形槽使a2点接通高压油,左部环形 槽使a1点接通油箱时,控制油路被切换,这时左、右抖动
缸便推动先导阀向左快跳,使换向阀两端的控制油路一旦
切换就迅速打开使液动换向阀阀芯开始向左移动,而液动换
向阀阀芯左端回油路线为:回油路(变换之一):液动换向阀
阀芯左端一先导阀(左位)一油箱。主阀芯出现第一次快跳,
使工作台迅速制动。 当换向阀阀芯快速移过中部台肩移到阀体中间沉割槽
处,使液压缸两腔油路相通,工作台停止运动。换向阀阀芯
继续左移时,直通先导阀的通道被切断,回油流动路线改为:
回油路(变换之二):液动换向阀阀芯左端一节流阀J一一先导
阀(左位)一油箱。这时阀芯按节流阀调定的速度慢速移动。 液压缸两腔油路在阀芯慢速移动期间继续保持相通,使工作
台持续停止一段时间,工作台在反向前的端点停留。
当阀芯慢速移动到其左部环形槽和先导阀相连的通道
接通时,回油流动路线: 回油路(变换之三):液动换向阀
阀芯左端一通道b1一换向阀左部环槽一先导阀(左位)一油 箱。 回油路又畅通无阻,阈芯出现第二次快跳,主油路被
迅速切换,工作台迅速反向启动,最终完成了全部换向过程。
三、砂轮架的快进快退运动
砂轮架的快进快退运动由快动阀操纵,由快动缸来实
现。快动阀右位接入系统,砂轮架快速前进到其最前端位置,
快进的终点位置是靠活塞与缸盖的接触来保证的。为了防止 砂轮架在快速运动终点处引起冲击和提高快进运动的重复
位置精度,快动缸的两端设有缓冲装置。设有抵住砂轮架的
闸缸,用以消除丝杠和螺母间的间隙。快动阀左位接人系统
时,砂轮架快速后退到其最后端位置。
四、砂轮架周期性进给运动 由进给阀操纵,由砂轮架进给缸通过其活塞上的拨爪棘
轮、齿轮、丝杠螺母等传动副来实现。砂轮架的周期进给运
动:左进给、右进给、 双向进给、无进给,由选择阀的位 置决定。“双向进给”,进给阀在操纵油路的al和a2点每次
相互变换压力时,向左或向右移动一次于是砂轮架便作一次
间歇进给。进给量的大小由拨爪棘轮机构调整。 进给快慢
及平稳性则通过调节节流阀J3和J4来保证
五、工作台液动手动的互锁
由互锁缸来实现。当开停阀处于图示位置时,互锁缸内
通人压力油,推动活塞使齿轮z1和z2脱开,工作台运动时 就不会带动手轮转动。
当开停阀左位接人系统时,互锁缸接通油箱,活塞在弹
簧作用下移动,使Z1和z2啮合,工作台就可以通过摇动手
轮来移动,以调整工件.
六、机床的润滑
液压泵输出的油液有一部分经精滤油器到达润滑稳定
器,经稳定器进行压力调节及分流后,送至导轨、丝杠螺母、
轴承等处进行润滑。
七、压力的测量
系统中的压力可通过压力表开关由压力表测定,如:在
压力表开关处于左位时测出的是系统的工作压力,而在右位
时则可测出润滑系统的压力。
八、万能外圆磨床液压系统特点
由活塞杆固定的双杆液压缸,保证了左右两个方向运动
速度的一致,又减少了机床占地面积。采用了结构简单,价
格便宜的回油节流阀调整回路,它适合应用在负载小且基本
恒定的磨床工作台往复运动系统。另外由于回油节流阀调速
使液压缸回油腔产生背压有利于工作台运动平稳和有助于 工作台的制动。液压系统采用行程控制制动式为主,兼备时
间控制制动式的换向回路。工作台能实现预制动、终制动、
端点停留和反向起动的换向过程,使其换向精度和换向性能 满足了万能外圆磨床的工作要求。采用了把先导阀,换向阀
和开停阀等制成在一个共同阀体内的液压操纵箱式结构。它
能显著地缩小液压元件的总体积,缩短阀门通道长度,减少 管接头的数目,使得结构紧凑,操纵方便。设置了抖动缸,
可实现工作台抖动,满足了切入磨削的工艺要求,并保证了
低速换向可靠性。
参考文献 [1]李芬,孔建.浅谈机床液压系统研究与改进[J].成都
航空职业技术学院学报:综合版,201 2,(4):47-49. [2]秦海峰,刘杰东,钟兆祥.M1432A型万能外圆磨床故障
分析与排除方法[J].哈尔滨轴承,2011,(2):62-64.
[3]吴丽,牛双国.基于PLC的磨床实训教学设备设计与开
发[J].实验室研究与探索,2010,(8):33-35. [4]高宇飞.在数控端面外圆磨床上磨削硬质合金可转位刀
片周边的可行性分析[J].工具技术,2010,(2):96—98.
作者简介:魏红品,襄阳汽车职业技术学院,主要从事机械
制造及其自动化专业的教学与研究,主代课程有液压、数控、
摸具、汽车类等,邮编:441021
225