钻削与钻头演示文稿
- 格式:ppt
- 大小:1.85 MB
- 文档页数:44
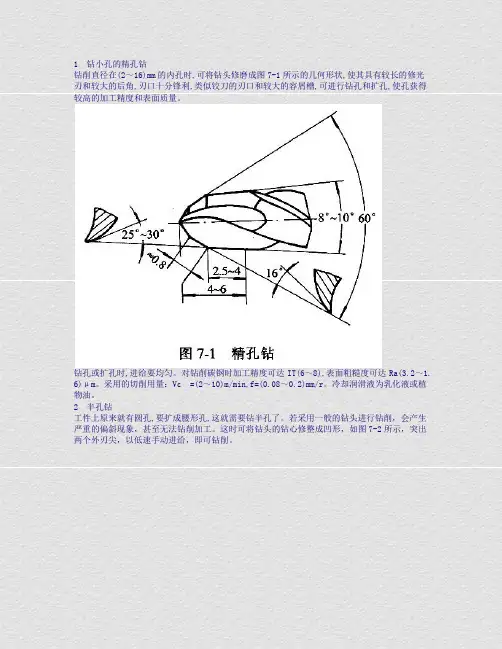
1 钻小孔的精孔钻钻削直径在(2~16)mm的内孔时,可将钻头修磨成图7-1所示的几何形状,使其具有较长的修光刃和较大的后角,刃口十分锋利,类似铰刀的刃口和较大的容屑槽,可进行钻孔和扩孔,使孔获得较高的加工精度和表面质量。
钻孔或扩孔时,进给要均匀。
对钻削碳钢时加工精度可达IT(6~8),表面粗糙度可达Ra(3.2~1.6)μm。
采用的切削用量:Vc =(2~10)m/min,f=(0.08~0.2)mm/r。
冷却润滑液为乳化液或植物油。
2 半孔钻工件上原来就有圆孔,要扩成腰形孔,这就需要钻半孔了。
若采用一般的钻头进行钻削,会产生严重的偏斜现象,甚至无法钻削加工。
这时可将钻头的钻心修整成凹形,如图7-2所示,突出两个外刃尖,以低速手动进给,即可钻削。
实际钻削时,还会遇到超过半孔和不超过半孔的情况,由于两者的切削分力情况不同,必须对半孔钻的几何参数作必要的修正,若条件可能的话,使用相应的钻套,就更好了。
3 平底孔钻平底又分平底解体4通孔和平底盲孔,如图7-5(b)、(c)所示。
这时,可把麻花钻磨成两刃平直且十分对称的切削刃,并把前角修磨成3°~8°,后角为2°~3°特别是后角不能大,大了以后不仅引起“扎刀”,而且孔底面呈波浪形,重则会造成钻头折断事故。
若钻削盲孔时,应把钻心磨成如图7-5(c)所示的凸形钻心,以便钻头定心,使钻削平稳。
4 薄板钻在(0.1~1.5)mm厚的薄钢板、马口铁皮、薄铝板、黄铜皮和紫铜皮上钻孔,不能用普通钻头,否则钻出的孔就会出现不圆、成多角形、孔口飞边、毛刺很大,甚至薄板扭曲变形,孔被撕破。
大的薄板很难固定在机床上,若用手握住薄板钻孔,当用普通麻花钻的钻尖刚钻透时,钻头失去定心的能力,工件发生抖动,刀刃突然多切,扎入薄板,切削力急增,易使钻头折断或手扶不住,造成事故。
图7-6所示的薄板钻,钻时钻尖先切人工件,起定心作用,两个风力的外尖迅速把中间切离,得到所要求的孔用它钻薄板的干净利落,安全可靠。