设备能力计算CMK-范例
- 格式:xls
- 大小:125.50 KB
- 文档页数:1

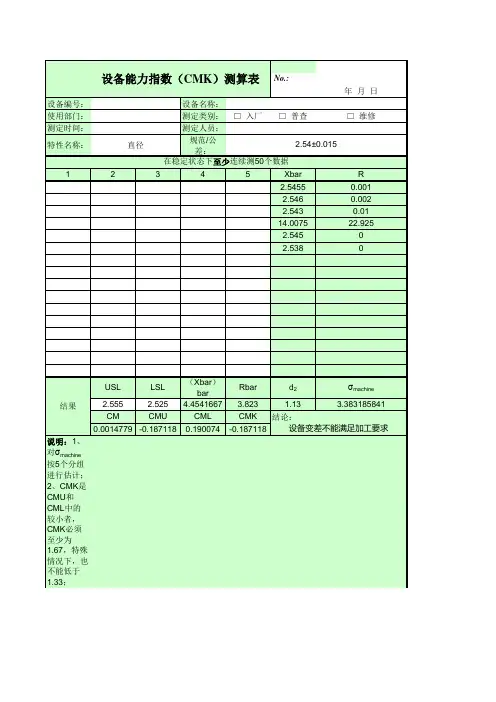
No.:年 月 日设备编号:设备名称:使用部门:测定类别:□ 入厂□ 普查□ 维修测定时间:测定人员:特性名称:规范/公差:12345XbarR2.54550.0012.5460.0022.5430.0114.007522.9252.54502.5380
USLLSL(Xbar)barRbard2σmachine2.5552.5254.45416673.8231.133.383185841CMCMUCMLCMK0.0014779-0.1871180.190074-0.187118说明:1、对σmachine按5个分组进行估计;2、CMK是CMU和CML中的较小者,CMK必须至少为1.67,特殊情况下,也不能低于1.33;设备能力指数(CMK)测算表
直径2.54±0.015在稳定状态下至少连续测50个数据
结果结论:设备变差不能满足加工要求3、取样时,必须确保已排除了人员、环境、加工方法与材料的影响,且取样数必须大于50。测定人员:批准:

编 号
工 序
抽样方式
日 期
Cmk:1.96
Sub-Group12345AverageRange
16.5006.3006.2006.6006.3006.3800.400X-Bar:6.429
26.6006.5006.2006.5006.4006.4400.400Sigma:0.2429
36.4006.3006.5006.2006.1006.3000.400R-Bar:0.604
46.1006.2006.3006.5006.6006.3400.500
56.2006.4006.5006.7006.6006.4800.500USL:8.0
66.2006.5006.7006.3006.4006.4200.500LSL:5.0
76.1006.2006.5006.8006.5006.4200.700
86.4006.5006.9006.2006.3006.4600.700
96.4006.5006.2006.3006.4006.3600.300UCL:6.7773
106.5006.6006.7006.9006.3006.6000.600LCL:6.0803
116.3006.4006.5006.9006.7006.5600.600
126.8006.5006.3006.2006.4006.4400.600
136.7006.6006.5006.4006.1006.4600.600UCL:1.277
146.6006.5006.2006.1006.3006.3400.500LCL:0.000
156.2006.5006.3006.4006.1006.3000.400
166.4006.8006.9006.3006.2006.5200.700
176.5006.4006.2006.1006.2006.2800.400
186.4006.3006.1006.9006.5006.4400.800
196.2006.1006.5006.4006.9006.4200.800
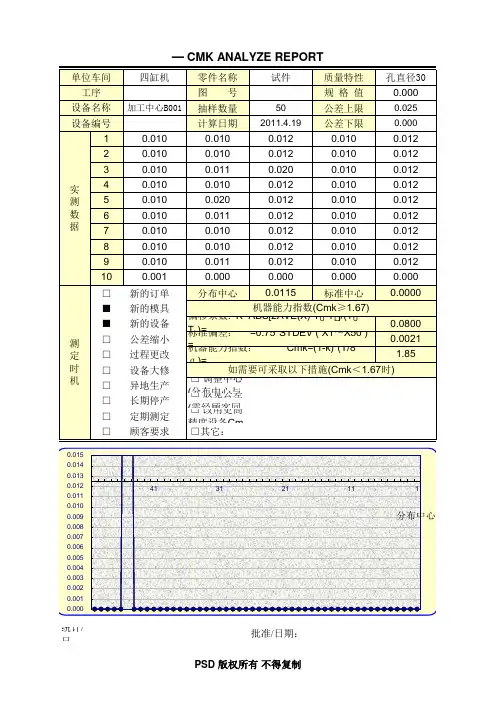
四缸机零件名称试件质量特性孔直径30图 号规 格 值0.000加工中心B001抽样数量50公差上限0.025计算日期2011.4.19公差下限0.00010.0100.0100.0120.0100.01220.0100.0100.0120.0100.01230.0100.0110.0200.0100.01240.0100.0100.0120.0100.01250.0100.0200.0120.0100.01260.0100.0110.0120.0100.01270.0100.0100.0120.0100.01280.0100.0100.0120.0100.01290.0100.0110.0120.0100.012100.0010.0000.0000.0000.000□ 新的订单分布中心0.0115标准中心0.0000■ 新的模具■ 新的设备0.0800□ 公差缩小0.0021□ 过程更改1.85□ 设备大修□ 异地生产 □ 调整中心(分布中心与□ 长期停产 □ 放宽公差(需经顾客同□ 定期测定 □ 改用更高精度设备Cm□ 顾客要求 □其它:
统计/日批准/日期:偏移系数:K=ABS[2AVE(X)-TU-TL]/(TU-TL)=标准偏差: =0.75*STDEV ( X1~X50 )=机器能力指数: Cmk=(1-k)*(T/8σ)=如需要可采取以下措施(Cmk<1.67时)实测数据
测定时机─ CMK ANALYZE REPORT单位车间工序设备名称设备编号
机器能力指数(Cmk≥1.67)
0.0000.0010.0020.0030.0040.0050.0060.0070.0080.0090.0100.0110.0120.0130.0140.015
111213141
分布中心
PSD 版权所有 不得复制

No.:
年 月 日
设备编号:设备名称:
使用部门:测定类别:□ 入厂□ 普查□ 维修
测定时间:测定人员:
特性名称:规范/公差:
12345XbarR
USLLSL(Xbar)barRbard2σmachine
CMCMUCMLCMK
0
说明:1、对σmachine按5个分组进行估计;
2、CMK是CMU和CML中的较小者,CMK必须至少为1.67,特殊情况下,也不能低于1.33;3、取样时,必须确保已排除了人员、环境、加工方法与材料的影响,且取样数必须大于50。
测定人员:批准:设备能力指数(CMK)测算表
254±20%
结果
设备变差不能满足加工要求结论:在稳定状态下至少连续测50个数据须大于50。