CMK设备能力指数
- 格式:pdf
- 大小:378.62 KB
- 文档页数:3

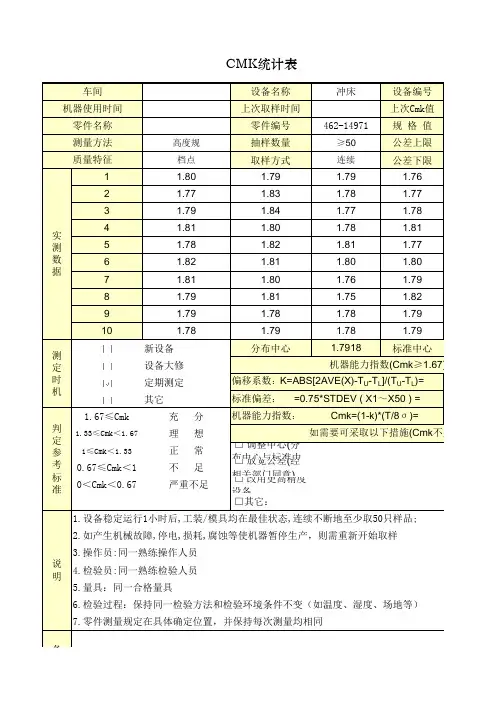
设备名称冲床设备编号上次取样时间上次Cmk值
零件编号462-14971规 格 值
高度规抽样数量≥50公差上限
档点取样方式连续公差下限11.801.791.791.76
21.771.831.781.77
31.791.841.771.78
41.811.801.781.81
51.781.821.811.77
61.821.811.801.80
71.811.801.761.79
81.791.811.751.82
91.791.781.781.79
101.781.791.781.79
新设备分布中心1.7918标准中心
设备大修
定期测定
其它
1.67≤Cmk充 分
1.33≤Cmk<1.67理 想
1≤Cmk<1.33正 常 □ 调整中心(分布中心与标准中0.67≤Cmk<1不 足 □ 放宽公差(经相关部门同意)0<Cmk<0.67 严重不足 □ 改用更高精度设备 □其它:CMK统计表
车间
机器使用时间
零件名称
测量方法
质量特征
实测数据
测定时机机器能力指数(Cmk≥1.67)偏移系数:K=ABS[2AVE(X)-TU-TL]/(TU-TL)=
标准偏差: =0.75*STDEV ( X1~X50 ) =
判定参考标准机器能力指数: Cmk=(1-k)*(T/8σ)=
如需要可采取以下措施(Cmk不足时)
说明1.设备稳定运行1小时后,工装/模具均在最佳状态,连续不断地至少取50只样品;
2.如产生机械故障,停电,损耗,腐蚀等使机器暂停生产,则需重新开始取样
3.操作员:同一熟练操作人员
4.检验员:同一熟练检验人员
5.量具:同一合格量具
6.检验过程:保持同一检验方法和检验环境条件不变(如温度、湿度、场地等)
7.零件测量规定在具体确定位置,并保持每次测量均相同
备注备注
P04-F16AWXMVII/CC312
1.8+/-0.1
1.90
1.701.77
1.78
1.79
1.79
1.79
1.79
1.80
1.81
1.79
1.79
1.8+/-0.1
0.0820

114215316417518619720821922102311241225130.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00管制图顾客要求新的订单新的模具新的设备公差缩小过程更改设备大修异地生产长期停产定期测定分析结果:可接受的设备能力指数(Cmk≥1.67)标准偏差: S = STDEV ( X1~X100 )设备上限能力指数: Cmu = [USL-AVE(X)]/3S设备下限能力指数: Cml = [AVE(X)-LSL]/3S设备能力指数: Cmk = Min(Cmu,Cml)测定时机分布中心规格中心实测值2345Xbar15Xbar1234客户图号抽样数量生 产 线工序名称设备名称核准统计分析文件编号:设备能力指数Cmk分析表设备编号计算日期规格下限质量特性规 格 值规格上限零件名称
0.0 0.2 0.4 0.6 0.8 1.0 12345678910111213141516171819202122232425规格上、下限分布中心规格中心分布数值图形说明
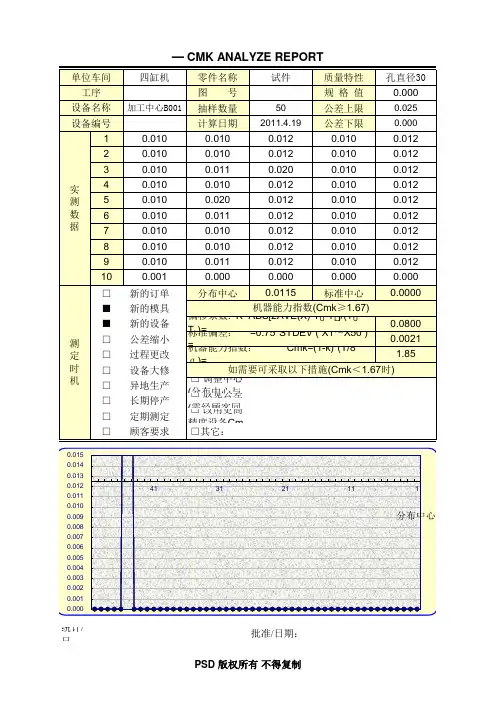
四缸机零件名称试件质量特性孔直径30图 号规 格 值0.000加工中心B001抽样数量50公差上限0.025计算日期2011.4.19公差下限0.00010.0100.0100.0120.0100.01220.0100.0100.0120.0100.01230.0100.0110.0200.0100.01240.0100.0100.0120.0100.01250.0100.0200.0120.0100.01260.0100.0110.0120.0100.01270.0100.0100.0120.0100.01280.0100.0100.0120.0100.01290.0100.0110.0120.0100.012100.0010.0000.0000.0000.000□ 新的订单分布中心0.0115标准中心0.0000■ 新的模具■ 新的设备0.0800□ 公差缩小0.0021□ 过程更改1.85□ 设备大修□ 异地生产 □ 调整中心(分布中心与□ 长期停产 □ 放宽公差(需经顾客同□ 定期测定 □ 改用更高精度设备Cm□ 顾客要求 □其它:
统计/日批准/日期:偏移系数:K=ABS[2AVE(X)-TU-TL]/(TU-TL)=标准偏差: =0.75*STDEV ( X1~X50 )=机器能力指数: Cmk=(1-k)*(T/8σ)=如需要可采取以下措施(Cmk<1.67时)实测数据
测定时机─ CMK ANALYZE REPORT单位车间工序设备名称设备编号
机器能力指数(Cmk≥1.67)
0.0000.0010.0020.0030.0040.0050.0060.0070.0080.0090.0100.0110.0120.0130.0140.015
111213141
分布中心
PSD 版权所有 不得复制

No.:
年 月 日
设备编号:设备名称:
使用部门:测定类别:□ 入厂□ 普查□ 维修
测定时间:测定人员:
特性名称:规范/公差:
12345XbarR
USLLSL(Xbar)barRbard2σmachine
CMCMUCMLCMK
0
说明:1、对σmachine按5个分组进行估计;
2、CMK是CMU和CML中的较小者,CMK必须至少为1.67,特殊情况下,也不能低于1.33;3、取样时,必须确保已排除了人员、环境、加工方法与材料的影响,且取样数必须大于50。
测定人员:批准:设备能力指数(CMK)测算表
254±20%
结果
设备变差不能满足加工要求结论:在稳定状态下至少连续测50个数据须大于50。