45钢淬火后出现表面裂纹原因分析及对策
- 格式:docx
- 大小:40.39 KB
- 文档页数:6

45钢淬火开裂解决方案1. 引言钢材是广泛应用于机械制造和工业领域的材料之一,而淬火是对钢材进行热处理的一种常用方法。
然而,淬火过程中可能会出现开裂问题,这给钢材的性能和可靠性带来了威胁。
因此,针对淬火开裂问题,需要制定解决方案,以确保钢材质量和使用寿命。
2. 开裂原因分析钢材淬火开裂的原因很多,主要包括以下几个方面:2.1 内应力过大在淬火过程中,钢材的表面和内部会迅速冷却,造成急剧的温度和应力变化。
当冷却速度过快或不均匀时,钢材产生内部应力过大,容易导致开裂。
2.2 压缩应力不足淬火后,钢材表面会形成一层脆性的马氏体,而内部保留了一定的奥氏体组织。
如果钢材内部奥氏体的体积增大,而表面的马氏体受到压缩不足,也容易导致开裂。
2.3 杂质和夹杂物钢材中的杂质和夹杂物也是导致开裂的重要原因之一。
杂质会降低钢材的韧性和延展性,夹杂物则成为开裂的起始点。
2.4 硬度不均匀淬火后,钢材的硬度分布不均匀也会导致开裂。
硬度过高或过低的区域容易发生应力集中,从而引发开裂。
3. 解决方案针对淬火开裂问题,我们提出以下解决方案:3.1 优化淬火工艺参数通过优化淬火工艺参数,可以控制钢材的冷却速度和温度梯度,从而减小内应力和压缩不足的问题。
合理选择淬火介质和温度,以避免过快或不均匀的冷却。
3.2 降低表面应力在淬火过程中,采取一些措施来降低钢材表面应力。
例如,可对钢材进行预处理,如表面机械处理、脱碳退火等,以减少开裂的风险。
3.3 优化钢材的化学成分合理控制钢材的化学成分,降低杂质和夹杂物的含量。
采用纯净的原材料和改进冶炼工艺,可以有效减少开裂的概率。
3.4 加强表面处理在淬火前对钢材进行表面处理,如酸洗、喷丸、抛光等,可以去除一些表面缺陷和杂质,减少开裂的可能性。
同时,还可以增加表面硬度分布的均匀性。
3.5 适当回火处理淬火后,适当进行回火处理,有助于减轻内应力,改善钢材的韧性。
选择合适的回火温度和时间,以平衡硬度和韧性的要求,避免开裂的发生。
解决45钢淬火开裂问题的实用措施解决45 钢淬火开裂问题的实用措施45钢是工业生产中最常用的材料,热处理量很大,但这种材料淬火开裂与畸变也是热处理生产中经常发生的问题。
特别是当 45 钢含碳、含锰量在规定范围上限,或含铬、含铜、含钼总量超过一定数值(>0.2 %),或含有微量元素钨、硼;或者工件形状复杂,在常规淬火冷却时(水冷)很容易开裂、畸变,造成报废。
为此,安徽合力公司施家山等人根据他们的生产经验,提出了一些措施,取得了一定的效果。
一、将水冷改为油冷,能有效地防止淬火开裂、減少畸变。
45 钢调质所采用的冷淬方法通常是水冷,水冷后综合力学性能比较好。
但水冷容易开裂,畸变又大。
有些产品力学性能要求不是很高,在此情况下,在硬度能达到技术要求的前提下,可以改用油冷,能有效避免淬火开裂,且所得材料硬度比较均匀。
例如,对一种硬度要求达到235~260HB的套筒,原淬火工艺是820℃ 加热,自来水冷却至室温,淬火后硬度50~55HRC,550℃回火后硬度240~260 HB。
结果发现10%~15%产品在内径处有裂纹,纵向出现长度10~20 mm、深度0.30~0.50 mm的龟裂。
分析其原因是水冷时内外径冷却不均匀,导致裂纹产生。
现淬火工艺改为840℃加热,20#机油冷却,油温60~80℃,并且用空压机鼓气搅拌。
淬火后硬度为45~50HRC,530℃回火后硬度240~255HB,全部合格。
所生产的产品,由于改进了淬火介质,既能避免开裂,又能满足技术要求。
用户使用4年多来,没有出现质量问题,使用效果良好,经济效益明显。
二、采用渗碳淬火+油冷工艺。
对于一些形状复杂、厚薄不均,又有孔、凹槽、缺口的模具,如用水冷,不仅容易开裂,而且畸变大;硬度又不均匀,报废率很高,造成很大的经济损失。
但如改用机油冷却,硬度又达不到要求。
对于这一类材料,可以采用渗碳淬火工艺,不仅可以消除淬火开裂、减少畸变,而且还提高了使用寿命。
例如,对于一种硬度要求为55~60HRC成型模,其缺口涨大要求小于0.20mm。
失效分析45钢制零件淬火开裂分析王 荣(上海材料研究所,上海200437)摘 要:某45钢零件按常规热处理工艺进行淬火时,多次发生淬裂现象。
随炉试样力学性能测试结果表明,屈服强度较高,伸长率偏低,无法满足该零件技术要求。
从原材料着手,通过金相组织、晶粒度和夹杂物分析,对零件在热处理时淬火开裂的原因和热处理后力学性能异常进行了探讨,认为该零件原材料存在过热造成的组织缺陷和脆性夹杂物超标是导致材料热处理后失效的主要原因。
关键词:热处理;奥氏体晶粒度;非金属夹杂物中图分类号:TG 142.31 文献标识码:A 文章编号:100124012(2004)1120576202FA IL U RE ANAL YSIS OF HEA 2TREA TM EN T FOR 45STEEL COMPON EN TWANG Rong(Shanghai Research Institute of Materials ,Shanghai 200437,China )Abstract :S ome parts made from 45steel which cracked frenquently during conventional quenching process.Themechanical property testing showed that the yield strength is too high and the elongation rate is less than the technical requirements.This paper presents the main causes through analyzing the microstructure ,grain size and the non 2metallic inclusions of the test pieces.The presentations are as follows :analyzing the cracking causes of the steel in quench and the improper mechanical properties after heat treatment.And so ,many actual problems are solved in production.K eyw ords :Heat treatment ;Austenitic grain size ;Non 2metallic inclusion1 引言某单位生产的45钢制零件(规格:<280mm ×30mm ,L =1200mm )在热处理时常发生淬裂现象,淬裂率达90%以上,裂纹随机分布,多呈月牙状。
45钢淬火开裂解决方案(一)
解决方案:45钢淬火开裂
问题概述
•问题描述:淬火后的45钢存在开裂现象
•问题影响:影响生产正常进行,降低产品质量
原因分析
•原因1:钢材性质不符合生产要求
•原因2:淬火工艺参数设置不合理
解决方案
•方案1:购买符合生产要求的钢材
–优点:保证钢材的质量,稳妥有效
–缺点:成本较高,需增加采购成本
•方案2:调整淬火工艺参数
–优点:成本较低,能够有效解决问题
–缺点:需要大量实验验证,存在不确定性
选取方案
选择方案2,调整淬火工艺参数。
考虑到成本和效果的平衡,该方案最为适宜。
具体方案
•步骤1:分析淬火工艺参数,找出不合理之处
•步骤2:针对不合理的地方进行优化调整
•步骤3:制定实验方案,进行测试验证
•步骤4:根据实验结果,不断优化调整,最终确定合理的淬火工艺参数
实施效果
经过实验验证,成功解决45钢淬火开裂问题。
生产正常进行,产品质量得到有效提升。
实施要点
•根据实际情况,分析并找出淬火工艺参数不合理之处。
•优化调整方案时,需综合考虑多个因素。
•制定实验方案时,应尽可能模拟实际生产情况。
•在实验过程中,要严格按照实验方案执行,控制各项参数。
•根据实验结果及时调整优化,直至确定合理淬火工艺参数。
结论
通过调整淬火工艺参数,成功解决45钢淬火开裂问题,提升了产品质量和生产效率。
预计实施该方案后,能够降低生产成本和提高利润。
解决45 钢淬火开裂问题的实用措施45钢是工业生产中最常用的材料,热处理量很大,但这种材料淬火开裂与畸变也是热处理生产中经常发生的问题。
特别是当 45 钢含碳、含锰量在规定范围上限,或含铬、含铜、含钼总量超过一定数值(>0.2 %),或含有微量元素钨、硼;或者工件形状复杂,在常规淬火冷却时(水冷)很容易开裂、畸变,造成报废。
为此,安徽合力公司施家山等人根据他们的生产经验,提出了一些措施,取得了一定的效果。
一、将水冷改为油冷,能有效地防止淬火开裂、減少畸变。
45 钢调质所采用的冷淬方法通常是水冷,水冷后综合力学性能比较好。
但水冷容易开裂,畸变又大。
有些产品力学性能要求不是很高,在此情况下,在硬度能达到技术要求的前提下,可以改用油冷,能有效避免淬火开裂,且所得材料硬度比较均匀。
例如,对一种硬度要求达到235~260HB的套筒,原淬火工艺是820℃ 加热,自来水冷却至室温,淬火后硬度50~55HRC,550℃回火后硬度240~260 HB。
结果发现10%~15%产品在内径处有裂纹,纵向出现长度10~20 mm、深度0.30~0.50 mm的龟裂。
分析其原因是水冷时内外径冷却不均匀,导致裂纹产生。
现淬火工艺改为840℃加热,20#机油冷却,油温60~80℃,并且用空压机鼓气搅拌。
淬火后硬度为45~50HRC,530℃回火后硬度240~255HB,全部合格。
所生产的产品,由于改进了淬火介质,既能避免开裂,又能满足技术要求。
用户使用4年多来,没有出现质量问题,使用效果良好,经济效益明显。
二、采用渗碳淬火+油冷工艺。
对于一些形状复杂、厚薄不均,又有孔、凹槽、缺口的模具,如用水冷,不仅容易开裂,而且畸变大;硬度又不均匀,报废率很高,造成很大的经济损失。
但如改用机油冷却,硬度又达不到要求。
对于这一类材料,可以采用渗碳淬火工艺,不仅可以消除淬火开裂、减少畸变,而且还提高了使用寿命。
例如,对于一种硬度要求为55~60HRC成型模,其缺口涨大要求小于0.20 mm。
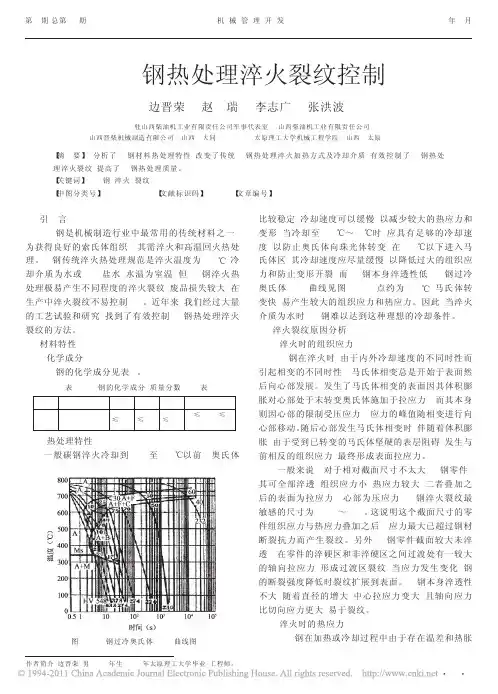
eat TreatmentH热处理45安徽省宿州模具热处理研究中心 (234000) 赵昌胜安徽省煤田地质局水文勘探队机厂 (234000) 杨 峰 崔 晴45钢由于价格便宜,来源方便,加工性能好,淬火后具有较高的硬度,调质处理后具有良好的强韧性、高的强度和一定的耐磨性,被广泛地应用于中低档的轴类零件。
但是45钢轴在热处理过程中,由于材料本身的原因,热加工不当和热处理工艺安排不合理,往往容易产生热处理断裂或在工作中发生早期失效,造成产品报废,严重影响生产。
1. 柴油机曲轴热处理产生的裂纹及预防某柴油机厂生产一批柴油机曲轴,该工厂采用圆钢锻造,为了赶工期,采取的加工工序是:下料→锻造→粗加工→调质→精加工→检验入库。
该批曲轴在淬火后,一部分曲轴的曲拐处产生裂纹,造成了产品报废。
分析工序安排可看出,因为锻后没有进行退火或正火,钢材在锻造时产生的锻造应力没有很好地被消除,因此在热处理淬火时,淬火产生的应力和原来轴中存在的应力叠加,当叠加应力超过材料的强度极限时,45钢曲轴表面应力集中处即产生裂纹。
针对45钢锻造曲轴产生裂纹原因,对45钢锻造后的曲轴进行正火热处理,不仅消除了锻造产生的1. 喷砂清理采用手动压缩空气(0.5~0.6MPa)喷枪,经过压缩空气带动细石英砂向螺纹部表面喷射清理。
喷砂清理时注意,应及时转动齿轮,不得过度清理某处,以防其尺寸减小。
喷砂采用的压缩空气应经过滤,保证无油、无水。
此方法特点是清理效率较高,但现场粉尘较大,应安装除尘装置。
图5为齿轮喷砂清理示意。
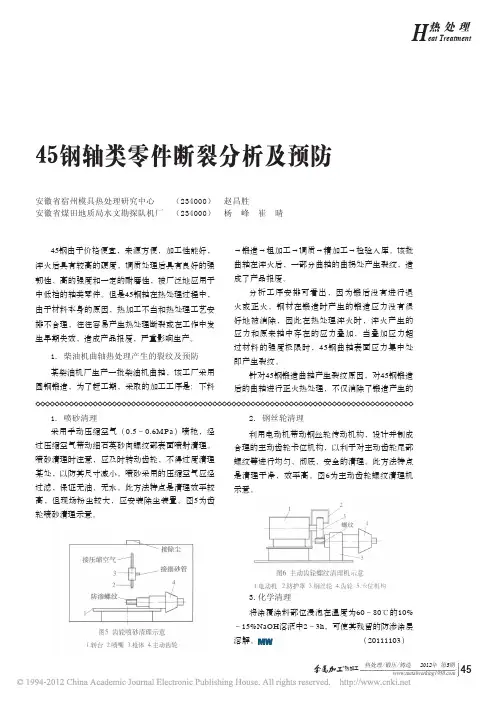
2. 钢丝轮清理利用电动机带动钢丝轮传动机构,设计并制成合理的主动齿轮卡位机构,以利于对主动齿轮尾部螺纹等进行均匀、彻底、安全的清理。
此方法特点是清理干净,效率高。
图6为主动齿轮螺纹清理机示意。
图5 齿轮喷砂清理示意1.转台2.喷嘴3.枪体4.主动齿轮3.化学清理将涂覆涂料部位浸泡在温度为60~80℃的10%~15%NaOH溶液中2~3h,可使其残留的防渗涂层溶解。
第14卷第1期2002年3月江苏石油化工学院学报JOU RN AL OF JIAN GSU INST IT UT E OF PETROCHEM ICAL TECHN OLOGYVol114N o11Mar12002文章编号:1005-8893(2002)01-0027-0445钢制零件在生产过程中的开裂与断裂分析X谢飞,胡静,刘青林,潘建伟(江苏石油化工学院材料表面工程研究室,江苏常州213016)摘要:从45钢的冶金质量、钢的成分对淬火加热温度的影响、零件截面尺寸、零件设计缺陷与机加工损伤等方面的单独影响及综合作用分析了45钢制零件在生产过程中的开裂与断裂原因,并给出了解决措施。
关键词:开裂;断裂;45钢;失效分析中图分类号:TG162171文献标识码:A在机械产品中,45钢因其较低的价格和较好的性能而得到广泛的应用。
但45钢制零件在生产过程中仍经常出现开裂或断裂。
在热处理时发生开裂,使得零件报废;在车削、磨削加工时零件断裂还会危及操作人员的安全。
因此正确分析45钢制零件在生产过程中的开裂与断裂原因,对于降低生产成本、保障安全生产具有重要意义。
45钢制零件在生产过程中的开裂与断裂一般由以下几方面原因造成。
1钢中夹杂物机械生产厂家对钢材的检验一般是抽检,有时会对夹杂物超标的钢材漏检。
钢中夹杂物一般强度很低。
零件中存在的夹杂物割裂基体,当对零件进行机械加工而使零件受载,或对零件进行热处理而使零件承受热应力和组织应力时,在夹杂物处会形成应力集中,当该处应力为拉应力且大于材料断裂强度时即会开裂,严重时零件会断裂。
钢中夹杂物越多、越粗大,这种危害越大。
例如,在一段时期,某厂生产的45钢制拖拉机轴类零件在精车、精磨时发生多起断裂现象,对断裂件的金相组织分析发现,在正常的回火索氏体组织上分布着大量粗大的长条状硫化物夹杂物,并且有的夹杂物上已有裂纹存在(图1);夹杂物级别在4级以上。
为避免由夹杂物引发的开裂、断裂,应加强原材料的检验,严格控制45钢中夹杂物含量与形态,夹杂物级别一般宜控制在2级以下[1]。
分析钢材的淬火裂纹原理钢材的淬火裂纹是指在钢材淬火过程中产生的裂纹现象。
淬火是钢材加工过程中的一种重要工艺,用于提高钢材的硬度和强度。
然而,淬火过程中会产生高应力和变形,这可能导致钢材出现淬火裂纹。
下面将详细分析钢材淬火裂纹的原理。
淬火裂纹主要由以下几个原因引起:1.相变应力:淬火过程中,钢材会经历相变,从奥氏体转变为马氏体。
由于相变过程具有体积膨胀性质,会在钢材中产生较大的应力,从而引起裂纹的形成。
2.温度变化致应力:钢材在淬火过程中的温度从高温迅速降低到室温,温差会导致钢材内外表面的温度不均匀。
这种温度不均匀的变化会引起钢材产生内部应力,如果应力超过了钢材的强度极限,就会发生裂纹。
3.脆性:钢材在淬火过程中由于温度变化快,内部晶粒结构没有足够的时间完成调整,使得钢材存在晶间脆性。
在应力的作用下,晶界处易于发生断裂,导致淬火裂纹的形成。
以上是淬火裂纹形成的主要原理,下面将从微观和宏观两个方面分析淬火裂纹的特点和预防方法。
1.微观分析:在钢材的晶格结构中,裂纹往往在晶粒的晶界处发生,形成了晶间裂纹。
在淬火裂纹发生后,常常沿着晶界的方向扩展。
这是因为晶界处是晶粒之间的结合界面,常常存在着结构的不连续性,这使得晶界处成为裂纹扩展的易损区。
此外,淬火裂纹在淬火过程中的产生及扩展也与钢材的化学成分、合金元素、非金属夹杂物等因素有关。
2.宏观分析:通常情况下,淬火裂纹可分为两种类型:表面淬火裂纹和内部淬火裂纹。
表面淬火裂纹主要位于钢材的表面,其形成原因通常是在淬火过程中,钢材的表面和内部温度变化不均匀,导致表面产生应力过大而产生裂纹。
内部淬火裂纹则主要存在于钢材的内部,通常由于钢材内部组织的不均匀性或者淬火工艺参数不当而引起。
为了预防和控制钢材的淬火裂纹,可以采取以下一些措施:1.选择合适的合金元素:适当添加合适的合金元素,如铬、钼、镍等,可以改善钢材的组织结构,减少淬火裂纹的产生。
2.控制淬火冷却速度:合理控制淬火冷却速度,避免温度变化过快,以减少温度差引起的应力。
45#钢管断裂原因分析目录1.引言 (1)1.1 45#钢简介 (1)1.1.1 物理参数 (1)1.1.2 化学成分 (1)1.1.4 钢的热处理简介 (1)1.1.5 热处理后力学性能标准 (3)1.2 钢管主要生产工艺 (3)1.3材料的断裂失效 (4)1.3.1 断裂简介 (4)1.3.2 断裂的类型及断口特征 (4)1.3.3 韧性断裂与脆性断裂 (4)1.3.4穿晶(晶界)断裂与沿晶断裂 (5)1.3.5剪切断裂和解理断裂 (5)2 .实验内容 (7)2.1试验样品及仪器 (7)2.1.1试验样品 (7)2.1.2试剂及药品 (7)2.1.3 实验仪器 (8)2.2 实验过程 (8)2.2.1 金相及硬度检测 (8)2.2.1.1金相试样的线切割制备 (8)2.2.1.2金相试样的粗磨及抛光 (9)2.2.1.3腐蚀 (9)2.2.1.4金相检测 (9)2.2.1.5硬度检测 (9)2.2.2 断裂试样的扫描检测 (10)2.2.2.1断面预处理 (10)2.2.2.2试样断口扫描 (10)3实验结果分析与讨论 (11)3.1断口形貌分析 (11)3.2金相组织分析 (12)3.3硬度分析 (13)结论 (15)参考文献 .................................................................... 错误!未定义书签。
45#钢管断裂原因分析1.引言1.1 45#钢简介45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN 称为:C45 。
国内常叫45号钢,也有叫“油钢”。
一般,市场现货热轧居多。
冷轧规格1.0至4.0mm之间1.1.1 物理参数1.1.2 化学成分除Fe之外,其他元素及含量如下1.1.4 钢的热处理简介45#钢为优质碳素结构钢,含C量为0.45%,属中碳钢,其优点是硬度不高但易于切削加工,缺点是淬火性能不好,所以如果需要表面硬度较高,又希望发挥45#刚优越的机械性能,常将45#钢作调质(先850℃正火,再840℃淬火加600℃回火处理)加表面淬火(加热温度视情况而定,约860℃左右进行淬火)处理,而不是渗碳加淬火,这样虽然前者获得的表面耐磨性比后者稍低,但保证了其芯部耐冲击的性能。
45#钢管焊接热裂纹产生的原因及对策赵志强(江苏省苏州丝绸中等专业学校215228)摘要:45#钢总体来说焊接性不算好,若焊材的选择不当或工艺处理不当都会导致焊接热裂纹的出现,热裂纹的产生主要与焊材或母材中碳、硫、磷含量过高有关,为避免热裂纹的出现,必须减少碳、硫、磷溶入焊缝,采用抗裂性好碱性焊条焊接或TIG。
关键词:45#钢热裂纹原因对策1.引言为了进一步与企业产品接轨,学校购进一批5mm厚,管径为114mm,材质为45#钢的钢管,同时也购了几箱E4303焊条,对学生进行水平固定管焊的实习,但是在实习过程中却出现了裂纹的现象,裂纹集中出现在打底层焊道的母材与焊缝的结合位置,特别是未填满的弧坑处。
熄弧后,稍微冷却即可看到弧坑处有裂纹产生,清除熔渣,露出焊缝外表面的裂纹断面有明显的氧化色彩。
据此我们判断裂纹是焊缝处于较高温度时产生的,属于热裂纹。
它是焊接接头中最危险的焊接缺陷,其危害性极大,解决这个问题,对于企业的液压件产品的焊接有重要的意义。
2.热裂纹产生的原因分析2.1理论分析从金属材料断裂理论可知,焊接热裂纹具有高温沿晶断裂的性质,发生高温沿晶断裂的条件是:在高温阶段晶间延性或塑性变形能力δmin不足以承受焊缝金属凝固和高温冷却过程积累的应变量ε,即ε≥δmim时产生的。
对于碳钢来说产生热裂纹都与焊缝金属中低熔点共晶体形成的液膜有关,焊接接头随着结晶过程温度下降,累积应变也开始产生,并随着温度下降而增大,此时晶间残存的液膜强度很低,使应变集中,同时其变形能力又很差,因而固液区间塑性很低,当应变量ε>δmim时,即会有热裂纹产生。
而晶间液膜的产生与焊缝中存在较多杂质元素硫、磷和含碳量较高有着直接的关系。
为此,我们对母材及焊材进行了化学成分分析。
2.1.1母材及焊材的化学成分进行分析(1)母材:45#钢管的化学成分及焊接性分析C:0.46%、Si:0.27%、Mn:0.65%、S:0.035%、P:0.035%、Gr:0.25%、Ni:0.2545% 国际焊接协会推荐的估算碳钢和低合金钢的碳当量公式:CE=C+Mn6+Cr+Mo+V5+Ni+Cu15(%),45#钢的CE=(0.46+0.656+0.255+0.254515)%=0.8626%根据经验:CE=0.8626%>0.6%时,淬硬倾向更强,属于较难焊的材料,需要采取较高的预热温度和严格的工艺措施。
淬火裂纹实例分析报告淬火裂纹是指在金属材料中出现的裂纹现象,通常是由于冷却速度过快,或者冷却介质不均匀导致的。
下面将对淬火裂纹的一个实例进行分析。
在一家汽车零部件制造厂中,某个工段负责对转向节进行淬火处理。
在一次生产过程中,发现有一台转向节出现了裂纹现象。
经过初步观察,发现裂纹主要分布在转向节表面,而不是内部。
于是将该转向节送回实验室进行进一步分析。
首先,通过金相显微镜对转向节进行金相观察。
观察结果显示,裂纹主要分布在表面淬火层以及近表面区域,而在淬火层的内部并没有出现裂纹。
这表明裂纹与淬火处理过程有关。
随后,对该转向节进行硬度测试。
测试结果显示,淬火层的硬度达到了设计要求,但近表面区域的硬度略低于标准值。
由于淬火层的硬度一般与裂纹的形成有关,因此可以推测近表面区域硬度低可能是导致裂纹形成的原因之一。
进一步的分析还包括对淬火处理过程的回顾。
根据工作人员提供的数据,发现该转向节在淬火过程中,冷却介质的温度和速度都是经过精确控制的。
因此裂纹的形成不太可能与冷却速度过快或者冷却介质质量不均匀有关。
针对近表面区域硬度低的情况,进一步进行了金相显微镜下的组织观察。
观察结果显示,近表面区域的组织出现了颗粒细化和析出相增多的现象。
这表明可能存在一定的合金元素偏析现象,导致近表面区域的化学组成和机械性能有所不同。
进一步的化学成分分析也证实了这一点。
综合以上分析结果,可以初步得出结论:该转向节出现淬火裂纹的原因是由于近表面区域的合金元素偏析所导致的。
该裂纹一般不会对转向节的强度和使用寿命产生明显影响,但是对于外观造型和质量要求较高的产品而言,仍需要进一步改进淬火工艺,以避免类似问题的再次发生。
最后,需要指出的是,以上分析结果仅针对该实例进行分析,对于其他情况可能不具有普遍适用性。
因此,在实际生产中,对于淬火裂纹的预防和处理,还需要结合具体材料和工艺特点,采取相应的措施和改进方案。
45钢淬火后出现表面裂纹原因分析及对策
毛喆;李亚龙;刘建悟;王洲
【摘要】针对公司45钢淬火后出现表面裂纹的现象,通过金相组织和热处理后的应力分析,确定制件表面存在脱碳层是导致淬火开裂的主要原因.从产生脱碳的环节进行查找,通过热处理前机加工余量去除的控制,结合热处理加热方式和防氧化的措施,成功解决了这一问题.
【期刊名称】《热处理技术与装备》
【年(卷),期】2018(039)002
【总页数】3页(P58-60)
【关键词】表面裂纹;热处理应力;脱碳
【作者】毛喆;李亚龙;刘建悟;王洲
【作者单位】保定向阳航空精密机械有限公司热表厂,河北保定 071000;保定向阳航空精密机械有限公司热表厂,河北保定 071000;保定向阳航空精密机械有限公司热表厂,河北保定 071000;保定向阳航空机械有限公司理化计量中心,河北保定071000
【正文语种】中文
【中图分类】TG174.44
我公司的45钢制件在淬火后经常出现表面肉眼可见的裂纹,经磁粉探伤后,裂纹显现裂纹深度一度在0.5 mm左右,个别达到1 mm,超出了制件后期的加工余
量,导致制件报废。
这类问题主要出现在板材制件上,并且板材厚度在5~15
mm范围内都存在。
因此,分析裂纹产生原因及制定相应措施成为了我们思考的
问题。
1 制件加工流程简介
加工流程为:供料→正火→铣加工板材上下两面→淬火、回火→后续加工。
工序说明:1)材料为热轧退火状态;2)公司没有盐浴炉,正火和淬火均采用箱式电阻炉。
供应板材单边的余量比最终制件的尺寸大1.5 mm左右;3)正火是为了细化晶粒,防止后期淬火产生贯穿性裂纹。
同时提高制件硬度,便于铣加工;4)铣加工要求正火后板材的上下表面各去除1 mm;5)热处理淬火前,制件单面余量有0.5 mm;
6)正火和淬火温度都为840±10 ℃,保温时间也相同,正火采用空冷,淬火采用
水-油分级淬火。
2 金相组织分析
原材料投入生产前,均按GB/T 10561—2005《钢中非金属夹杂物含量的测定》
进行了夹杂物分析,均符合要求。
对淬火、回火后的板材裂纹处进行金相分析,经4%硝酸酒精腐蚀后,在200倍目镜下观察,显微组织为回火索氏体。
裂纹开裂于零件表面,零件表面铁素体基体上弥散分布的细粒状渗碳体明显少于心部组织,在显微镜下表现为颜色稍浅,其深度约为0.1 mm(如图1)。
图1 制件表层显微组织Fig.1 Surface microstructure of part
观察裂纹状况,裂纹由表面向内部扩展深度约为1 mm,裂纹开口大,内部小,
呈撕裂状,如图2。
扩展裂纹两侧无脱碳情况。
由此可见,表层脱碳层处是裂纹的起始点。
图2 裂纹的显微状况×200Fig.2 Microscopic state of crack ×200
3 开裂原因分析
热处理后制件开裂主要出现在淬火工序,造成开裂的原因是热处理淬火时产生的应
力大于材料的断裂强度,造成开裂。
热处理应力主要分组织应力和热应力两大类。
45钢热处理所产生的组织应力来源有两个方面:一方面,45钢加热时为奥氏体,淬火冷却后组织为马氏体,马氏体比奥氏体体积大,会产生体积膨胀,产生组织应力;另一方面,马氏体转变的不同时性。
在淬火冷却过程中,制件表层和心部的马氏体相变不同时进行,45钢加热到奥氏体,在冷却过程中,过冷奥氏体在Ms点
发生马氏体相变,表层先发生,此时制件心部仍为过冷奥氏体,表面为压应力,心部为拉应力。
待心部降温到Ms点以下后,发生马氏体转变,产生体积膨胀,受制件表层已转变为高强度的马氏体的阻碍,这样在制件心部产生压应力,表层产生拉应力。
热应力是由于表层和心部温差引起金属零件的体积收缩不均匀而产生的内应力。
在不考虑相变的情况下,制件表面先冷却,产生体积收缩,心部还没冷却,此时表面表现为拉应力,心部为压应力。
制件冷却后期,表面已冷却,心部要继续降温和体积收缩,而表层则阻碍心部收缩,这样心部产生拉应力,表层产生压应力。
由于制件热应力从淬火冷却开始就产生,而组织应力则是在制件冷至Ms点时发生马氏体相变后才产生。
热应力和组织应力在淬火金属截面内处于相同部位,但作用力相反,两者相互作用后,应力降低或消失。
组织应力的切向应力明显大于轴向应力,而热应力则相反,即轴向应力大于切向应力。
可见两者同时作用有致裂和抑制裂纹形成的双重性。
组织应力和热应力是在热处理淬火冷却中形成,应力的形成是产生和传递的过程,上述分析也表明在整个冷却过程中,两种应力所产生的拉应力和压应力也是不同转换的,最终所表现的应力分布只是残余应力,而导致开裂的主要因素是瞬时应力过大。
无论何种裂纹,都是在拉应力作用下产生的[1]。
而出现
开裂必定存在应力梯度,即应力集中[2]。
因此,瞬时拉应力过大,造成应力集中,超过材料自身的断裂强度σb,是裂纹的产生根本原因。
制件表面存在的脱碳层使制件表面碳浓度比心部低,在冷却转变的Ms点比正常
45钢的Ms点高,也就是说冷却时表层先发生马氏体转变,而脱碳层下还没冷却
到马氏体转变温度,此时表层受热应力所产生的拉应力,在组织应力下为压应力。
脱碳层一般较浅,在0.2 mm以内,当进一步冷却达到45钢正常Ms点温度(330 ℃)时,脱碳层下的组织发生马氏体转变,马氏体是无扩散转变,体积膨胀会形成较大的瞬时应力,对已发生转变的脱碳层表现为拉应力。
而此时制件心部还继续降温,故此时热应力仍使制件表面表现为拉应力。
由此可见,此时脱碳层所受的瞬时应力全部表现为拉应力。
同时,材料的淬硬性主要决定于自身的含碳量,制件表面碳含量低,淬火后自身的强度也比正常的45钢的低,在瞬时拉应力的作用下,出现开裂现象。
表面裂纹一般深度为0.01~1.5 mm[3],深度的深浅决定瞬时拉应力的大小,瞬时拉应力大
会使裂纹沿晶界发生撕裂,向制件内部延伸,导致裂纹深度增加。
45钢属于中碳钢,淬火时形成的马氏体比容较大,产生的应力也大,容易使表面裂纹向内部撕裂。
若在Ms点以下的冷速快,这点表现的更为明显。
4 脱碳产生的原因
1)制件本身存在脱碳层。
钢件有热轧和冷轧的,冷轧脱碳层浅,热轧则有一定深度的脱碳层,在这方面板材表现得更为明显。
2)热处理前机加未均匀去除余量。
对于热轧制件,表面有一层较厚的氧化皮,氧化皮下有一定深度的脱碳层,热处理前机加进行去除。
对于轴类制件,是回转体加工,能够保证制件整体去除均匀。
而板材制件,机加采取铣削的加工方式,需两面分别加工,有时操作者则一面见光,另一面加工到工艺规定尺寸,造成制件有一面脱碳层没能完全去除。
3)热处理加热方式。
热处理加热保温过程中也会产生氧化、脱碳现象。
由于公司热处理淬火时,使用箱式电阻炉。
加热时45钢表层的铁与空气中的氧发生反应生成氧化膜。
氧化膜由Fe2O3、Fe3O4、FeO三种组成。
随着加热温度的升高,不仅
氧化程度增加,而且氧化膜厚度也增加,达到一定厚度就形成氧化皮,它与钢的膨胀系数不同,会使氧化皮产生机械剥离,进一步加速钢件的氧化。
高温下,溶解在奥氏体中的碳和碳化物中的化合碳被空气中的氧烧损,造成脱碳。
反应方程式如下:
C(γ-Fe)+O2=CO2
(1)
Fe3C+O2=3Fe+CO2
(2)
45钢是在600 ℃以上氧化比较明显,在氧化的过程中也伴随着脱碳,在加热到800 ℃以上时,制件的脱碳现象更为明显。
氧化脱碳的现象不仅跟温度有关,和加热时间也有很大关系,温度高、时间长都会使氧化脱碳加剧。
5 解决措施
1)热处理前均匀去除余量。
对于板材制件,尤其是热轧板材,应保证热处理前脱碳层去除彻底。
一方面要在选材时在厚度上应考虑脱碳层厚度,另一方面,机加工艺应明确对板材制件均匀去除余量,并结合检验控制保证。
2)加热。
工艺规程只标明了45钢淬火加热温度和保温时间,对加热方式并没有进行严格规定。
HB/Z136—2000《航空结构钢热处理工艺》中“6.4.2热处理时,制件一般是到温后装炉”。
在日常生产中,操作者有时是到温装炉,有时是随炉升温。
为防止在加热升温过程中的氧化脱碳,采取到温装炉的方式。
即将电阻炉升温至840 ℃后,打开炉门装入制件,等炉温回升至840 ℃后再开始计算保温时间。
3)防氧化。
为减少45钢制件在淬火保温过程中的氧化脱碳,在装入制件的同时,放入一定量的木炭。
木炭和电阻炉中的空气进行反应,生成还原性气氛CO。
CO 可进一步与氧气反应,消耗空气中的氧气,可减少45钢制件的氧化脱碳。
6 结论
通过上述前期加工均匀去除余量,结合对加热方式的明确和采用加热过程用木炭防氧化保护措施,在后续生产中,45钢淬火后没有再出现表面裂纹的现象。
参考文献
[1] 钢的热处理裂纹和变形编写组. 钢的热处理裂纹和变形[M].北京:机械工业出版社,1978:56
[2] 陈锐,罗新民. 钢件的热处理淬火变形与控制[J].热处理技术与装备,2006,27(1):18-22.
[3] 钟群鹏,周煜,张峥. 裂纹学[M].北京:高等教育出版社,2014:271。