MTBE裂解制异丁烯工艺分析
- 格式:doc
- 大小:932.55 KB
- 文档页数:35
化学工程与装备 2016年 第6期 40 Chemical Engineering & Equipment 2016年6月MTBE裂解制备异丁烯工艺甲醇精馏单元的模拟优化李大伟1,李瑞端2(1.中国石油集团东北炼化工程有限公司吉林设计院,吉林省 吉林市 132000;2.吉林化工学院石油化工学院化工系,吉林省 吉林市 132022)摘 要:本文对以MTBE为原料裂解制备异丁烯工艺中分离工段的甲醇精馏单元进行模拟和优化。
采用工程模拟软件Aspen Plus对其甲醇精馏过程模拟优化,根据物料的性质、单元特点,选择热力学模型NRTL方程 ,建立稳态精馏模拟,寻找最佳进料位置以及最小操作条件,实现甲醇质量纯度达到99%,回收率达到95%,废水中甲醇含量低于0.5%的分离目标。
关键词:Aspen plus;精馏;模拟;MTBE;异丁烯前 言异丁烯是一种重要的有机化工原料,主要用于合成橡胶和合成树脂工业,包括生产甲基叔丁基醚、叔丁醇、聚丁烯等,而高纯异丁烯用来制备丁基橡胶、抗氧剂、叔丁胺、三甲基乙酸等[1-3] 。
异丁烯的生产方法主要有硫酸萃取法、树脂水合脱水法、异丁烷共氧化法、异丁烷脱氢、叔丁醇脱水法、甲基叔丁基醚裂解法[4-6]。
以甲基叔丁基醚即MTBE为原料,通过其裂解反应制备异丁烯。
甲基叔丁基醚裂解法是将原料甲基叔丁基醚首先进行预处理、接着引发甲基叔丁基醚的裂解反应、将裂解反应产物进行后处理、提纯等生产工艺,最后得到目的产品——异丁烯产品和甲醇副产品。
其原料的主要反应是在列管反应器中发生裂解反应,主反应生成异丁烯和甲醇,同时也发生少量的副反应,如异丁烯和水反应生成叔丁醇,甲醇脱水生成二甲醚,异丁烯生成二聚物等。
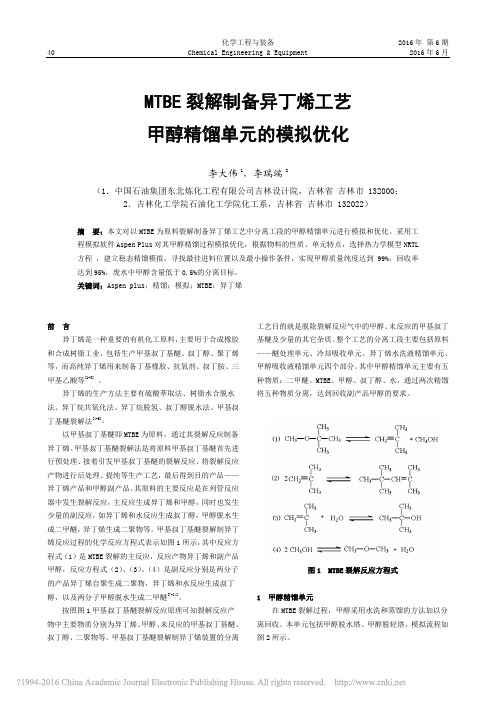
甲基叔丁基醚裂解制异丁烯反应过程的化学反应方程式表示如图1所示,其中反应方程式(1)是MTBE裂解的主反应,反应产物异丁烯和副产品甲醇,反应方程式(2)、(3)、(4)是副反应分别是两分子的产品异丁烯自聚生成二聚物,异丁烯和水反应生成叔丁醇,以及两分子甲醇脱水生成二甲醚[7-14]。

MTBE合成与裂解联合工艺流程与论证3.1 设计目的本项目的主要目的是为一个对碳4综合利用的化工厂设计一座异丁烯纯化的分厂。
本厂主要采用MTBE合成与裂解工艺对异丁烯进行纯化。
由于在合成与裂解中甲醇作为反应的参与者,所以在反应后要考虑甲醇的回收与除杂。
甲基叔丁基醚(MTBE)裂解制异丁烯是20世纪70年代末期研究开发成功的一种生产异丁烯的重要方法。
和其它方法相比,该技术具有对设备无腐蚀,对环境无污染,工艺流程合理,操作条件缓和,能耗低,产品纯度高,装置规模灵活性大,可以根椐市场需求生产MTBE或异丁烯等特点,自开发成功至今一直是国内外生产异丁烯最主要的方法之一。
3.2 工艺概述3.2.1 工艺发展MTBE装置生产两种产品,一种是MTBE,另一种是粗丁烯。
MTBE合成反应的直接结果是获得MTBE,间接结果是将正丁烯和异丁烯分离开来,由于正丁烯和异丁烯的相对挥发度接近1,因此用常规的精馏方法难于分离,因此采用合成MTBE的化学方法进行分离,是目前普遍采用的分离方法。
第一套MTBE装置于1973年在意大利建成,我国自行开发的第一套装置于1983年在齐鲁橡胶厂建成,大庆MTBE装置采用的是齐鲁研究院开发的固定床二段深度转化工艺,装置主要由三台反应器和六台塔组成,由反应、MTBE分离、甲醇回收和粗丁烯提浓等几部分组成。
3.2.2 工艺要点3.2.2.1 醇烯比MTBE装置工艺过程包含反应、精馏和萃取,采用的都是常规设备,没有大机组也没有连锁,操作条件比较缓和,没有高温高压部位,整个控制比较简单,相对而言,装置的控制关键点在反应部分,特别是一段反应器,反应器的调整重点和难点是温度的调整,其次是萃取部分的调整。
反应投料醇烯比是重要的参数,它直接影响到MTBE产品质量和能源消耗。
醇烯比过大MTBE中甲醇含量升高,能源消耗增加。
投料醇烯比一般控制在0.98~1.02之间,现在我们实际操作采用的是大醇烯比操作,一般都控制在1以上。
异丁烯生产技术进展异丁烯是一种重要的有机化工原料,是合成橡胶的重要单体之一。
生产异丁烯的原料主要来源于石脑油蒸汽裂解制乙烯装置的副产C4馏分、炼油厂流化催化裂解(FCC)装置的副产C4馏分和Halcon 法环氧丙烷合成中的副产叔丁醇。
其工业生产方法主要有硫酸萃取法、吸附分离法、异丁烷丙烯共氧化联产法、甲基叔丁基醚(MTBE)裂解和正丁烯异构化法等。
硫酸萃取法工业上最早采用的异丁烯分离方法,利用正、异丁烯与硫酸反应的速度差来实现正、异丁烯的分离。
异丁烯与硫酸发生酯化反应生成硫酸叔丁酯,硫酸叔丁酯水解生成叔丁醇,叔丁醇脱水生成异丁烯,最后可得纯度≥99%的异丁烯和纯度≥85%的叔丁醇产品。
工业上具有代表性的工艺流程有美国埃克森美孚的60%硫酸法、法国CFR的50%硫酸法和德国巴斯夫的45%硫酸法。
吸附分离法利用正丁烯和异丁烯在分子筛上吸附能力的差异来实现生产异丁烯的工艺技术。
美国UOP公司和UCC公司分别进行过研究,其中以UCC公司开发的工艺技术比较引人注目。
但是由于该法工艺较为复杂,技术经济还不如传统的硫酸萃取法,故目前没有生产厂家使用。
异丁烷丙烯共氧化联产法—— Halcon共氧化法在以丙烯为原料,通过氧化法生产环氧丙烷时,使异丁烷与丙烯进行共氧化反应,以降低反应的活化能,使丙烯更容易变成环氧丙烷,同时生成副产物叔丁醇。
叔丁醇在活性氧化铝、磺酸和离子交换树脂等催化剂作用下脱水生成异丁烯。
该方法具有能耗低、腐蚀性小、技术较为先进成熟和生产成本低等特点,美国Halcon公司曾采用该法进行生产。
Arco化学公司拥有该技术的专利,并建有8万t/a异丁烯生产装置,但由于受环氧丙烷装置规模的限制,目前该法已很少使用。
异构化法目前,异构化生产异丁烯的工艺技术主要有:在裂化催化剂中加入异构化组元,以提高裂解气中的异丁烯含量;异丁烷脱氢及正丁烯骨架异构化等3种方法。
(1)在裂化催化剂中加入异构化组元这类技术是在催化裂化催化剂中加入择型分子筛等,提高裂解气中的异丁烯含量。


异丁烯的生产工艺及技术进展2.1 异丁烯生产工艺发展概述目前,生产异丁烯的原料主要来源于石脑油蒸汽裂解制乙烯装置的副产C4馏分、炼油厂流化催化裂解(FCC)装置的副产C4馏分和Halcon法环氧丙烷合成中的副产叔丁醇(TBA)。
各种C4馏分中异丁烯的含量有所不同。
在C4馏分中,由于异丁烯和正丁烯的沸点只相差0.6℃,相对挥发度仅相差0.022℃,因此采用一般的物理方法很难将其分离,但由于异丁烯的化学活性仅次于丁二烯,所以工业上一般利用其化学活性来进行分离。
20世纪80年代以前,异丁烯主要通过硫酸萃取法进行生产,少数采用Halcon 共氧化联产法进行。
硫酸萃取法技术成熟,工业上已经沿用40多年,但该方法的反应选择性不理想,设备腐蚀严重,存在废酸回收处理等问题,而Halcon共氧化法局限性较大,只有在大规模联产环氧丙烷和叔丁醇时才能使用。
进入20世纪80年代,异丁烯的生产纷纷转向技术经济更为合理的甲基叔丁基醚(MTBE)裂解法和树脂水合脱水法工艺。
树脂脱水法的主要缺点是C4馏分中异丁烯单程转化率低(将增加进一步提取1-丁烯的难度),采用多段水合可提高转化率,但能耗较高。
MTBE裂解法生产异丁烯收率和选择性均较高,工艺过程简单,投资费用较低,适宜于大规模生产。
80年代后期,新建的从裂解C4馏分中分离出异丁烯的生产装置,绝大部分采用此法进行生产。
进入90年代,又开发出异构化生产异丁烯的生产技术。
目前,MTBE裂解法和异构化法已经成为世界上生产异丁烯的两种最主要的方法。
2.2 异丁烯的几种生产工艺2.2.1甲基叔丁基醚(MTBE)裂解法甲基叔丁基醚(MTBE)裂解制异丁烯是20世纪70年代末期研究开发成功的一种生产异丁烯的重要方法。
和其它方法相比,该技术具有对设备无腐蚀,对环境无污染,工艺流程合理,操作条件缓和,能耗低,产品纯度高,装置规模灵活性大,可以根椐市场需求生产MTBE或异丁烯等特点,自开发成功至今一直是国内外生产异丁烯最主要的方法之一。

MTBE合成与裂解联合工艺流程与论证3.1 设计目的本项目的主要目的是为一个对碳4综合利用的化工厂设计一座异丁烯纯化的分厂。
本厂主要采用MTBE合成与裂解工艺对异丁烯进行纯化。
由于在合成与裂解中甲醇作为反应的参与者,所以在反应后要考虑甲醇的回收与除杂。
甲基叔丁基醚(MTBE)裂解制异丁烯是20世纪70年代末期研究开发成功的一种生产异丁烯的重要方法。
和其它方法相比,该技术具有对设备无腐蚀,对环境无污染,工艺流程合理,操作条件缓和,能耗低,产品纯度高,装置规模灵活性大,可以根椐市场需求生产MTBE或异丁烯等特点,自开发成功至今一直是国内外生产异丁烯最主要的方法之一。
3.2 工艺概述3.2.1 工艺发展MTBE装置生产两种产品,一种是MTBE,另一种是粗丁烯。
MTBE合成反应的直接结果是获得MTBE,间接结果是将正丁烯和异丁烯分离开来,由于正丁烯和异丁烯的相对挥发度接近1,因此用常规的精馏方法难于分离,因此采用合成MTBE的化学方法进行分离,是目前普遍采用的分离方法。
第一套MTBE装置于1973年在意大利建成,我国自行开发的第一套装置于1983年在齐鲁橡胶厂建成,大庆MTBE装置采用的是齐鲁研究院开发的固定床二段深度转化工艺,装置主要由三台反应器和六台塔组成,由反应、MTBE分离、甲醇回收和粗丁烯提浓等几部分组成。
3.2.2 工艺要点3.2.2.1 醇烯比MTBE装置工艺过程包含反应、精馏和萃取,采用的都是常规设备,没有大机组也没有连锁,操作条件比较缓和,没有高温高压部位,整个控制比较简单,相对而言,装置的控制关键点在反应部分,特别是一段反应器,反应器的调整重点和难点是温度的调整,其次是萃取部分的调整。
反应投料醇烯比是重要的参数,它直接影响到MTBE产品质量和能源消耗。
醇烯比过大MTBE中甲醇含量升高,能源消耗增加。
投料醇烯比一般控制在0.98~1.02之间,现在我们实际操作采用的是大醇烯比操作,一般都控制在1以上。
MTBE裂解制异丁烯分离工艺的思考作者:杜柏龙来源:《中国化工贸易·上旬刊》2017年第05期摘要:前、后水洗分离工艺都能得到合格的异丁烯产品,分离工艺各有各的特点,前水洗的分离工艺在MTBE裂解制异丁烯的工业生产中得到广泛的应用。
关键词:MTBE;异丁烯;分离工艺异丁烯是重要的化工原料,被应用到生产丁基橡胶与聚异丁烯的单体中。
MTBE裂解制异丁烯技术具有污染少,无设备腐蚀,对装置的投资、消耗等要求不高而得到关注。
对MTBE 裂解制异丁烯使用不同的分离工艺,产品品质不同,耗能与成本也不同。
1 分离实验研究进行MTBE裂解制分离工艺的目的是将裂解反应中的MEOH、MTBE、DME等杂质脱离出来获取合格的异丁烯产品。
如表1是对含MTBE与不含MTBE物系进行的平衡实验,实验的条件是温度40℃,压力0.7 MPa(表压),得到甲醇的分配系数。
分析表1甲醇在含有MTBE的反应液中分配系数降低,水相中的溶解度不高。
图1表示的是在内径为33毫米高2米的填料萃取塔中,使用不同的水洗比对两种物系分别进行水洗实验,得到的甲醇含量不同。
在水洗比相同的情况下,含有MTBE的甲醇含量高于不含MTBE 的裂解反应液。
说明含有MTBE的水洗塔进料对甲醇有影响,先脱出裂解反应液中的MTBE 有利于甲醇的萃取。
2 分离工艺研究2.1 流程设计后水洗分离工艺如图2,先将裂解反应液进行共沸脱重塔脱除没有发生反应的MTBE,再将物料经过水洗与脱轻处理,得到合格的异丁烯产品。
在进行流程设计的过程中,先进行脱出没有反应的MTBE,再水洗脱除甲醇。
要考虑MTBE的合成装置,预防发生回流现象。
前水洗分离工艺如图3,先将裂解反应液进行水萃取脱除含有的甲醇成分,再进行脱重共沸塔脱除没有反应的MTBE,最后使用脱轻塔脱除DME与很少的水份得到合格的异丁烯产品。
在进行流程设计时,很容易进行脱重塔的操作,使用大量的水洗比耗能很多,装置具有一定的独立性。
华东理工大学科技成果——MTBE裂解制高纯异丁烯
的生产技术
项目简介
异丁烯是一种重要的有机化工原料,在用于合成丁基橡胶、聚异丁烯、甲基丙烯酸、抗氧剂、医药中间体和农药中间体等化工产品时,对其纯度的要求相当高,需要大量复杂的分离过程或酸萃取、吸附分离等得以实现。
由于异丁烯的下游产品很多,异丁烯在中国的需求量很大,市场竞争也十分激烈,主要来自于蒸汽裂解和催化裂化产品中的碳四馏分,工业上生产异丁烯的传统工艺有硫酸抽提、分子筛吸附、叔丁醇脱水等。
甲基叔丁基醚(MTBE)裂解生产异丁烯技术是一种技术先进和经济可行的工艺,与传统工艺相比,具有无污染、无腐蚀、产品纯度高、单程转化率高、装置独立性强等特点。
本生产技术具有反应温度低,在裂解过程中不需要添加水蒸汽等惰性物质,能耗低,设备利用率高等优点,同时还具有高的MTBE转化率、高的异丁烯选择性和甲醇选择性。
该生产技术的反应温度为150-180℃,反应压力为3.5-4atm,重量空速为1.5/h,转化率≥97%,异丁烯选择性≥99%,甲醇选择性≥98%,催化剂寿命超过8000小时。
所属领域化工
项目成熟度产业化
应用前景
异丁烯是一种重要的有机化工原料,可用于生产丁基橡胶、聚异丁烯、甲基丙烯酸、抗氧剂、医药中间体和农药中间体等化工产品,
已分别建设10kt/a和5kt/a的MTBE裂解装置各一套,稳定运行近10年。
知识产权及项目获奖情况
授权中国发明专利2项(ZL200610030973.5和ZL02151148.9)。
合作方式专利(实施)许可。
异丁烯生产工艺技术路线及评价1、产品性能用途异丁烯在常温常压为无色、无臭味气体,在常压下冷至—6。
9摄氏度以下即变为无色透明液体。
属于易燃易爆的化合物,不溶于水,易溶于乙醇、乙醚,溶于苯、石油醚。
异丁烯是单烯烃有机化合物,化学性质较活泼,具有典型的烯烃性质。
它能进行多种化学反应,其中具有工业意义的有烷基化、氧化、水合、醚化、缩合、聚合、共聚等反应。
异丁烯的用途较广,大体可以分为以下几个方面(1)、作聚异丁烯单体异丁烯聚合可制得二聚异丁烯、三聚异丁烯、聚异丁烯。
它与异戊二烯共聚可制得丁基橡胶。
(2)、作叔丁基苯酚等的原料(化工产品市场调研报告)异丁烯烷基化可制叔丁基苯酚、对辛基苯酚、2,6-二叔丁基对甲酚等多种产品。
对叔丁基苯酚可用来生产对叔丁基酚甲醛树脂、作氯丁胶系胶粘剂、丁基橡胶硫化剂、合成橡胶增粘剂和补强剂、防锈涂料和防锈油等。
2,4—二叔丁基苯酚可用来生产168抗氧剂、紫外线吸收剂UV—327;2,6—二叔丁基苯酚可用来生产1010、1076、3114抗氧剂。
对辛基苯酚可用于合成对辛基酚醛树脂、聚氧乙烯醚非离子表面活性剂,也用作胶粘剂、添加剂和抗氧剂.2,6—二叔丁基对甲酚(264抗氧剂)主要用作各种石油产品的抗氧添加剂,某些高分子材料的抗氧剂、稳定剂,也可作食品加工业的抗氧剂。
(3)、作农药原料:异丁烯氧化可合成农药,如DV菊酯.用DV菊酯可进一步制成氯菊酯和氯氰菊酯。
除以上三方面外,以异丁烯为原料可氧化生成异丁烯醛,与醋酸反应生成醋酸丁酯,与甲醛反应生成异戊二烯,与硫酸水合制取叔丁醇;异丁烯氯化还可制得β-环氧氯丙烷。
以异丁烯为原料直接氧化法生产甲基丙烯酸甲酯(MMA),已成为国外一些国家正在推广生产MMA的一种新方法。
异丁烯还可用于生产叔丁胺,叔丁基硫醇、甲基丙烯氯、对叔丁基苯、新戊酸等化工原料。
2、异丁烯生产工艺概述及评价异丁烯主要来源于石脑油蒸汽裂解制乙烯装置的副产C4馏分、炼厂催化裂化(FCC)装置副产C4馏分以及由Halcon法合成环氧丙烷过程中副产叔丁醇(TBA)。
MTBE合成与裂解联合工艺流程与论证3.1 设计目的本项目的主要目的是为一个对碳4综合利用的化工厂设计一座异丁烯纯化的分厂。
本厂主要采用MTBE合成与裂解工艺对异丁烯进行纯化。
由于在合成与裂解中甲醇作为反应的参与者,所以在反应后要考虑甲醇的回收与除杂。
3.2 工艺概述3.2.1 工艺发展甲基叔丁基醚(MTBE)裂解制异丁烯是20世纪70年代末期研究开发成功的一种生产异丁烯的重要方法。
和其它方法相比,该技术具有对设备无腐蚀,对环境无污染,工艺流程合理,操作条件缓和,能耗低,产品纯度高,装置规模灵活性大,可以根椐市场需求生产MTBE或异丁烯等特点,自开发成功至今一直是国内外生产异丁烯最主要的方法之一。
MTBE装置生产两种产品,一种是MTBE,另一种是粗丁烯。
MTBE合成反应的直接结果是获得MTBE,间接结果是将正丁烯和异丁烯分离开来,由于正丁烯和异丁烯的相对挥发度接近1,因此用常规的精馏方法难于分离,因此采用合成MTBE的化学方法进行分离,是目前普遍采用的分离方法。
第一套MTBE装置于1973年在意大利建成,我国自行开发的第一套装置于1983年在齐鲁橡胶厂建成,大庆MTBE装置采用的是齐鲁研究院开发的固定床二段深度转化工艺,装置主要由三台反应器和六台塔组成,由反应、MTBE分离、甲醇回收和粗丁烯提浓等几部分组成。
3.2.2 工艺要点3.2.2.1 醇烯比MTBE装置工艺过程包含反应、精馏和萃取,采用的都是常规设备,没有大机组也没有连锁,操作条件比较缓和,没有高温高压部位,整个控制比较简单,相对而言,装置的控制关键点在反应部分,特别是一段反应器,反应器的调整重点和难点是温度的调整,其次是萃取部分的调整。
反应投料醇烯比是重要的参数,它直接影响到MTBE产品质量和能源消耗。
醇烯比过大MTBE中甲醇含量升高,能源消耗增加。
投料醇烯比一般控制在0.98~1.02之间,现在我们实际操作采用的是大醇烯比操作,一般都控制在1以上。
但是一个重要的判断依据是反应器的操作状况,一般来讲,当醇烯比过小时产品中聚合物和叔丁醇含量增加,反应釜温度升高,醇烯比过大时反应器中部温度首先升高,继而顶部温度升高,为了控制顶部温度降低蒸汽时顶部温度微降,中部温度基本不降而另民办温度迅速降低。
醇烯比的计算基础是质量守恒定律和化学方程式,MTBE合成反应方程式如下:方程式表明,甲醇、异丁烯和MTBE的当量比是1:1:1,即质量比是4:7:11。
对于一定投料量和一定组成的混合碳4投料来说,所需甲醇量是3.2.2.2 第一反应器第一反应器的反应温度调整比较困难,通过工况的调整可以使反应段集中在很短的一段时间内也可以使其在一段催化剂床层中进行,所以反应温度的控制从两个方面入手,即调整取热强度和取热面积。
对反应温度影响比较大的参数有进料温度、反应压力、脱盐水流量、脱盐水温度。
●进料温度的调整进料温度产生两方面的影响,一是影响进入反应器的热量,二是影响起始反应速度。
进料温度升高会使得进入反应器的热量增加,提高反应器取热负荷,进料温度降低降低反应器取热负荷。
在催化剂投用初期上层催化剂活性较高,为了降低反应强度进料温度控制的要低一些,催化剂使用的中后期上层催化剂活性降低,为了提高顶层催化剂的反应量要适当提高进料温度,维持顶部温度。
●反应压力的调整反应压力对反应温度影响较大,反应压力越低越有利于反应热的移出,压力过低时物料内汽相含量过大,物流不稳定,影响T101的操作。
反应压力过低会导致催化剂磨损比较严重。
反应压力设定的过高影响热点取热,一般来讲反应压力顶在0.75~0.8MPa为宜,催化剂投用初期反应压力控制的低一些利于取热。
催化剂使用后期反应压力控制的高一些,促使顶部温度维持在一个较高的水平。
●脱盐水温度的调整反应温度对脱盐水温度非常敏感,水温的微小变化都会影响到反应温度,水温过低会造成循环水资源浪费,同时工艺上也难于实现。
过低的水温极易使床层顶部温度迅速降低,使顶部反应量降低,在中部已形成高温区。
水温控制的过高床层温度会升高,副反应量增加,催化剂寿命缩短。
通常情况下水温控制在50 55℃为宜。
●脱盐水量的调整反应温度对脱盐水量不敏感,但是脱盐水量的调整有长效性,当水温一定时通过调整水量和水量分配可以使床层某部的温度升高或降低,在催化剂投用初期以顶部进水为主,辅助以中部少量进水。
中后期主进水口逐步下移。
由于进料口前一层折流板通道位于进水口侧向,所以水量调整是有利于该侧床层温度降低。
●开工初期的调整检修开工初期反应器的调整是一个重点,这时反应器内充满大量甲醇并且整个床层温度较低。
在操作上于正常时期有所不同,首先投料醇烯比采用低醇烯比控制,进料温度提高(55~60℃),反应压力脱盐水温度控制的略高一点(0.85MPa),脱盐水温度升高(55℃),脱盐水量降低。
因为甲醇与催化剂间形成氢键,甲醇的脱附比较困难,由于甲醇对催化活性中心的笼壁,反应进行的比较困难,以上所作的一切调整都是为了提高反应温度的,反应温度的提高加速了甲醇的脱附,同时也提高了催化剂催化活性,使得投料初期能够获得满意的转化率。
3.2.2.3 第二反应器反应压力的选择与反应温度的关系不很明显,但是降低操作压力仍然有利于反应热的取出,所以压力一般不控制的太高,压力也不能控制过低,压力控制的过低反应器内气相含量增加,容易导致反应器2进料量的不稳定,进而影响到反应器2的操作稳定,引起界面的剧烈变化,并可能导致萃取液中夹带碳四。
二段反应器一般情况下不会发生温度超高现象,这是由于其中异丁烯含量决定的,但是在上道工序来料温度偏高时保护床内会发生反应出现超温,进而使得反应器上层温度偏高,二段反应器温度偏高时的调整手段有三个,一是使进料全部通过侧线,降低保护床进料温度。
二是提高二反补甲醇量,控制保护床内反应的发生。
三是到现场调整盘管水量,但是它仅对中下部温度的调整有效。
二段反应器的一个调节重点就是要保证一定数量的新鲜甲醇进料,再二段反应器内及易发生异构化反应,即正丁烯转化为顺反丁烯,醇烯比越小、反应温度越高这种异构化反应进行的越剧烈,当发生异构化反应时可以通过补充大量新鲜甲醇的办法来终止异构化反应,但是在这个过程中要保证反应温度,否则MTBE 合成反应也会受到影响,使异丁烯转化率不够而影响到粗丁烯产品质量。
3.3 工艺路线分析3.3.1 异丁烯生成MTBEAspen模拟第一段反应及其物料组成混合碳4与甲醇经混合器一起进入第一反应器中发生反应,物流14为来自第二分离塔中的甲醇与MTBE,第二分离塔分离的甲醇与MTBE在第一反应器中混合,后经第一分离塔流至裂解器中发生裂解反应。
Aspen模拟第二反应及其物料物料组成在异丁烯合成MTBE时采用二段反应来提高反应效率,经第一分离塔分离后,未反应的异丁烯与甲醇继续前往第二反应器,从而获得更纯的MTBE,进而获得纯度更高的异丁烯,提高资源的利用率。
同时使用热交换器,交换分离器与反应器所产生的热,实现能源的节约。
3.3.1.1 MTBE的合成反应与平衡MTBE在强酸性大孔阳离子交换树脂的催化作用下由甲醇与混合碳4组分中的异丁烯反应生成:(1)这一反应是可逆放热反应,反应温度愈低,平衡常数愈高,转化率也愈高。
下表3-1为各温度下的平衡常数,而图3-2,3-3是按热力学计算的各反应条件下的转化率。
反应温 25 40 50 60 70 80 90度(℃)739 326 200 126 83 55 38平衡常数(K)图3-2 温度、醇烯比与转化率的关系图3-3 异丁烯浓度、温度与转化率的关系(醇烯比为1.0)由表3-1可以看出,MTBE合成反应的平衡常数很高,所以平衡转化率也高。
由图3-2,3-3可见,在大多数反应条件下异丁烯转化率都可达到90一95 %以上。
采用较高的醇烯比与较低的反应温度,转化率可达到98—99%以上。
反应在液相进行, 反应压力只要使反应保持液相即可。
一般为980.7一1569.1kpa。
3.3.1.2 反应动力学MTBE合成在低温下进行,反应速度很快。
在反应温度50 一80 ℃、空速5一10 时,转化率可达60 一90 %以上。
用强酸性大孔阳离子交换树脂催化剂进行了MTBE合成反应动力学的研究,其反应速度可用式(2) 或式(3 )表示:其中:——反应速率,mol/(g催化剂·h)——MTBE浓度,mol/LW——催化剂重量,g——异丁烯转化率——进料中异丁烯摩尔流量(mol/h)——正反应速度常数,L/(g催化剂·h)——逆反应速度常数,L/(g催化剂·h)——正反应频率因子,L/(g催化剂·h)A2——逆反应频率因子,L/(g催化剂·h)E1——正反应活化能,J/molE2——逆反应活化能,J/molR——气体常数,1.987J/(mol·K)T——绝对温度,K异丁烯的转化率可用式(4)计算:(4)其中:——异丁烯初始浓度,mol/LV——进料体积流量,V=/,L/hk1,k2通过实验求得。
用计算机计算出的不同温度与不同W/V 对转化率的关系图4所示。
可以看出,反应初期转化率上升很快,然后逐渐趋于平衡。
反应温度愈高,反应也愈快,但当反应趋于平衡时,低温条件下的转化率高于高温下的转化率。
这是放热反应的特征,反应温度愈高达到平衡所需的时间愈短。
但高温对催化剂的稳定性不利,所以反应温度以50 一80 ℃为宜。
若为了深度转化,也可根据设计要求采用低温和低空速。
图3-4 不同温度、不同W/V的异丁烯转化率3.3.1.3 催化剂的选择性与副反应MTBE合成反应选择性很高,用强酸性大孔阳离子交换树脂催化剂时,异丁烯转化为MTBE的选择性一般可达到9 %以上,副反应很少。
主要副反应为: 异丁烯与水反应生成叔丁醇(5)甲醇脱水生成二甲醚这些反应都会影响MTBE过程的选择性,应尽量避免。
异丁烯与水反应生成叔丁醇是很易发生的反应,为减少叔丁醇的生成要控制原料中的水含量。
混合C4的含水量一般在30 一50ppm,影响不大,但甲醇与水互溶,所以要严格控制甲醇中的水含量,一般应不大于0.5%。
图3-5 反应温度与二甲醚产率关系图3-6 醇烯比与异丁烯聚合物生产量的关系图3-7 反应温度与异丁烯聚合物生成量的关系生成二甲醚的反应,在低温下受醇烯比的影响不大,二甲醚的生成量随反应温度的升高而增加(图5),但在高温时醇烯比高,二甲醚的生成量较多。
二聚物的生成与温度及醇烯比有关(图6、7)。
当醇烯比很低或无甲醇时,在催化剂的作用下聚合反应很激烈,且强烈放热形成超温而烧坏催化剂,应该特别注意。
3.3.1.4 反应器型式与工艺流程1.反应器的型式及其特点由于MTBE合成是放热反应且反应速度很快,因此如何取走反应热并防止反应床层超温是一个非常重要的问题。