汽车行业塑料件成本核算估算模型 Ford GM Chrysler PSA VW Automotive Plastic Cost Model
- 格式:pdf
- 大小:80.16 KB
- 文档页数:1
X韧客橡塑与弹性体论坛•查看完整版X韧客橡塑与弹性体论坛»注塑论坛»注塑件成本核算页码: 1注塑件成本核算- 淘塑2011-04-13 16:50注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用; 7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T ) 工缴费( 元/小时) 设备吨位(T ) 工缴费( 元/小时)80 35-45 200 110-160100 45- 60 250 150-200120 65-85 300 180-220150 80-110 350 200-250180 95-140 400 250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
汽车零部件的采购成本模型分析作者:文 / 刘善勇来源:《时代汽车》 2020年第12期刘善勇东风柳州汽车有限公司广西柳州市 545005摘要:成本模型是汽车制造业各个采购工程师需要掌握的一项重要工具,用于降低采购成本和规避商务风险等,从而提高企业经济效益。
本文以变速器液压控制阀阀块的成本计算为案例,验证了该成本模型的有效性。
关键词:采购;成本模型;成本计算1 引言改革开放以来,中国汽车工业有了长足的发展。
而今,降低成本尤其是降低零件采购成本是企业增加效益的重要一环,现从采购专业的角度,结合几家汽车企业现有模型,优化构建出一套新的采购成本模型并以某零件的成本计算作为案例,验证其有效性。
2 零件总成本的主要构成想要核算一个零件的总成本,必须要了解其从开发到量产再到投放市场的所有阶段性工作。
调研产品前瞻性、零件及其工装工艺等的设计、零件试生产及试验,会前期产生一笔研发成本。
材料的用量、操作工人的人数、设备都功耗等,会在零件生产时产生制造成本。
零件批量生产时,控制生产质量、维护产线运行、售后服务及结算,这是零件批产后的管销财及利润。
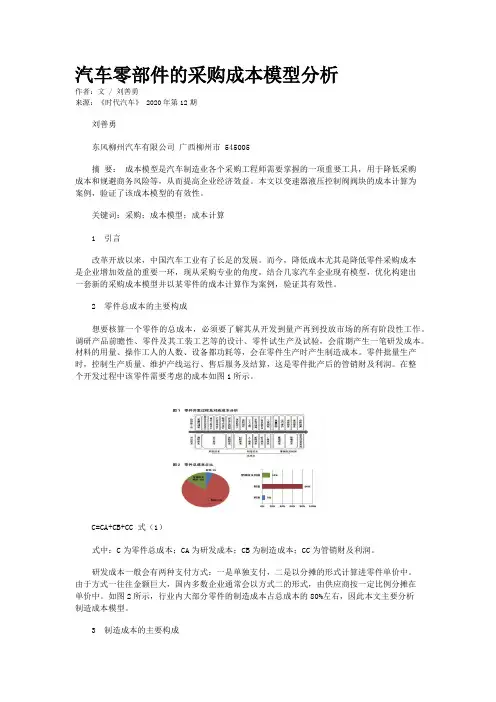
在整个开发过程中该零件需要考虑的成本如图1所示。
C=CA+CB+CC 式(1)式中:C为零件总成本;CA为研发成本;CB为制造成本;CC为管销财及利润。
研发成本一般会有两种支付方式:一是单独支付,二是以分摊的形式计算进零件单价中。
由于方式一往往金额巨大,国内多数企业通常会以方式二的形式,由供应商按一定比例分摊在单价中。
如图2所示,行业内大部分零件的制造成本占总成本的80%左右,因此本文主要分析制造成本模型。
3 制造成本的主要构成CB=CBA+CBB+CBC+CBD+CBF 式(2)式中:CBA为材料成本;CBB为人工成本;CBC为能耗成本;CBD为折旧成本;CBF为工装成本。
工装成本支付方式与研发成本相同,一般行业内会按工装寿命或零件的年需求量进行分摊。
3.1 材料成本模型材料成本包括原材料投入的成本以及制造产生的废料的回收成本。
汽车注塑模具成本技术分析方法研究作者:刘世能来源:《科学与财富》2018年第30期摘要:本文从汽车注塑模具技术、工艺、加工制造角度出发,分析了注塑模具成本的构成要素。
笔者结合自身多年的模具现场工作经验、模具供应商提供的成千上万份的模具商务报价资料,以及国内大型注塑模具供应商实地走访考察,搜集了包括人工成本、设备数据库、钢材数据库在内的大量成本信息,总结出了一套较为科学的、系统的汽车注塑模具成本分析方法。
关键词:汽车;注塑模;成本分析;工时;工时价一、汽车注塑模具成本构成从汽车注塑模具技术、工艺、加工制造角度出发,分析认为:汽车注塑模具成本构成要素主要包括:模具设计成本、模具钢材材料成本、模具电极材料成本、模具外购件成本、模具加工成本、模具皮纹成本、模具管理费及利润、模具出厂运输成本、模具增值税。
二、汽车注塑模具成本分析方法根据汽车注塑模具成本构成要素逐个分析,每个构成要素里最关键的是工时和材料重量,下面将逐个分解,给出一定的参考值。
这里以汽车前后保险杠和仪表板模具为例,以下列举的代表零件当中表皮分整体式大表皮、小表皮和左右表皮,在此做统一说明:小表皮和左右表皮一般只出现在SUV和越野车车型当中,特别是后保;而又宽又深的整体式大表皮一般出现在轿车车型当中,特别是中高端级别的轿车。
1模具设计成本模具设计工作主要分为CAD设计、CAE模流分析、CAM编程三部分,具体工作包括产品数据分析、模具2D/3D设计、电极设计、模流分析、数控加工编程及加工工艺编制等。
2模具钢材材料成本(1)模具材料选择目前注塑模具选用的钢材牌号及规则如下:说明:表中进口钢材牌号都是欧系,也是整个模具行业用的较为普遍的钢材牌号。
对应进口1.2738日系钢材牌号是PX4,对应进口1.2344日系钢材牌号是DHA1。
可供选择参考。
(2)模具材料重量计算①模具尺寸计算整体式(原身留)A:定模安装板厚度;B:产品最高点到定模底面尺寸;C:产品边缘到模具边缘尺寸(沿长度方向);D:产品边缘到模具边缘尺寸(沿宽度方向);E:产品底部到动模底部尺寸;F:模具支撑块高度;G:动模安装板厚度。
塑胶产品成本计算公式塑胶产品报价计算一个塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费= 最终价格1、原材料价格= {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费= 成型机台费用/ 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费= 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费= 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料, 2%-5%二,不可以加水口料,单模水口重量/(单模水口 +成品 )+2%至 5%备注 :水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位 ;例150吨-800至1000元/天120 吨-600 至 800/天,具体情况还要看操作工人数(一台机几人做 )二,每天 (24 小时 )啤模数 ;一般以20至22小时计(可能机,模故障)20(小时 )*60( 分)*60( 秒)/单模周期 (秒)=每天啤塑模数每啤单价 =每天加工费 /每天啤塑模数 ,每穴单价 =每啤单价 /穴数第2 问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150 吨注塑机每天加工费1000 元,每模啤塑周期20 秒出 8 穴)每天啤塑模数 )=3600(秒(单模周期 )/20 秒)*60( 分)*60( 小时 20(1000 元/3600=0.28 元/模0.28 元/8 穴=0.035 穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8 年计例150 吨每台 13 万13万/8 年 /12 个月 =0.1354 万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本 ------ 此成本较为好计算,问一原料供应商多少钱 1 公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2.机台成本 -------- 此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设 1 台 100吨的注塑机每小时的加工费用为 60 元/小时,那么每分钟的加工费用为 1 元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为 30 秒,那么 1 分钟可以射出 60 秒除以 30 等于二,表示 1 分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为 1 元除以 1 分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即 1 元除以 2 模再除以 2 穴,最后等到于 0.25 元/个3.二次加费用二次加工费用包括喷漆/丝印 /电镀等 ,这些都可以问各自的加工工厂.4.包装费用;包装袋等费用 /根据塑胶件的大小体积就可以得出包装的纸箱.运输成本 5.根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到的运输每 pc; 成本 ; 其它费用 6.所以还要根据每个厂的不因为以上的成本不包括间接人员及其相关人员的费用, ; 同情况加上一些费用利润 7.的利润,即可得到一个塑胶件的最终成本,利润方 10-30%6 项的总和乘以以上面要根据每 ; 个工厂的情况与订单大小来订注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用 =材料费 +加工费 +包装费 +运输费说明:1.材料费 =【(1+材料损耗) * 产品重量 * 批量 +调机损耗材料重量 +正常报废率 * 产品重量 * 批量】 *材料单价 /批量其中材料损耗一般为 3%-5%;调机损耗材料重量和正常报废产品重量一般产品为 5000g---15000g注塑机工缴费 * 模具穴数) /成型时间 +批量 /(调机时间 =加工费 .2.其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T )工缴费(元/小时)设备吨位(T )工缴费( 元/小时 )8035-45200110-16010045- 60250150-20012065-85300180-22015080-110350200-25018095-140400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用 =(实际重量 +损耗) * 材料单价加工费用 =成形周期 * 单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。

注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)80 35-45 200 110-160100 45- 60 250 150-200120 65-85 300 180-220150 80-110 350 200-250180 95-140 400 250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
塑胶件的成本计算公式1.材料成本:塑胶件的材料成本是指所使用的塑胶原料的成本,可以通过以下公式计算:材料成本=塑胶原料单价*塑胶件的重量其中,塑胶原料单价是指每单位塑胶原料的价格,塑胶件的重量可以通过采用技术手段,如称重等方式进行测量。
2.工艺成本:工艺成本是指生产塑胶件所需要的工艺过程中的各种费用,包括模具费用、人工操作费用、设备开动费用等。
通常,工艺成本可以通过下面的公式计算:工艺成本=模具费用+人工操作费用+设备开动费用其中,模具费用是指制造塑胶件所需的模具成本,包括模具制造费用和维护费用;人工操作费用是指生产过程中涉及到的劳动力成本,包括操作人员的工资和福利费用;设备开动费用是指将设备投入生产时产生的各种费用,包括能耗费用和维护费用。
3.其他成本:除了材料成本和工艺成本外,还有一些其他成本需要考虑进来,如运输费用、质量控制费用、管理费用等。
这些成本可以通过以下公式进行计算:其他成本=运输费用+质量控制费用+管理费用其中,运输费用是指将塑胶件从生产地运输到目的地所需的费用,包括运输成本和包装成本;质量控制费用是指质量控制过程中所需的各种费用,包括检测设备的维护费用和人员费用;管理费用是指对生产过程进行管理所需的费用,包括管理人员的工资和设备维护费用。
总成本=材料成本+工艺成本+其他成本总成本是指生产塑胶件所需的全部成本,包括材料成本、工艺成本和其他成本。
通过计算总成本,可以对塑胶件的成本进行全面的评估和控制。
需要注意的是,以上的成本计算公式仅为一个基本的模型,实际的成本计算过程还会受到各种实际因素的影响,如生产规模、市场需求、材料价格波动等,所以在应用过程中需要结合具体情况进行调整和修订。

塑料件的价格核算标准化管理部编码-[99968T-6889628-J68568-1689N]塑料件的价格核算材料费:按注塑件重量乘以对应的塑料原料的单价,除非有特殊要求,一般不考虑水口的重量,所谓的特殊要求是指不能添加任何水口料,比如高透明塑胶件及特殊工作条件要求的工程塑胶件。
注塑机加工费:根据地区的不同,一般按照注塑机的锁模力大小(常说的吨位)或注塑量的大小来确定每单台注塑机的加工费,其中按锁模力来确定加工费的较常见,这是因为锁模力大小确定了注塑机的购买价格及使用注塑机所产生的成本(如耗电量),在深圳地区从80吨~200吨,每个工作班(12小时)的加工费大约是200元~700元,有些小的工厂可能会偏低一点,有的大的工厂可能会高一点。
计算实例:计算注塑件的价格时,首先自己一定要知道每一啤的加工时间,比如说你的每件产品是一模出两件,每啤的注塑时间是40秒,材料是ABS,每件的重量是40克,使用120吨的注塑机,而120吨的注塑机每工作班(12小时)的加工费是350元,ABS原料的价格是:10000元/吨,则计算如下:材料费:40X0.01=0.4元加工费:每小时的啤数=60X60/40=90每小时的加工费=350/12=29.2元则每啤的加工费=29.2/90=0.325元因是一出二件,所以每件的加工费=0.325/2=0.163元,所以总的价格为:0.4+0.163=0.563元一般:1.4*材料费批量小、成型复杂、精度高:2*材料费快速模具价格计算法模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
汽车注塑件成本模型构建与应用贾鲢莉(北京汽车集团越野车有限公司,北京 101300)摘要:作业成本法是一种基于产品生产活动的新型成本管理方法,具有计算精确度高等优势,能够更好适应当前激烈的市场竞争环境对产品成本控制的要求。
以汽车注塑件为研究对象,结合原材料、工艺等信息的收集,对注塑件工艺特点及注塑件结构对成本的影响进行论述。
采用作业成本法,从原材料、直接人工、制造费用、包装运输、期间费用和利润等成本构成进行分析,得到各成本模型的计算逻辑;以注塑件装饰板为例,进行模型应用与评估。
研究发现:作业成本法能够将业务语言翻译为财务语言,帮助汽车企业实现作业动因与成本动因的有机匹配,得到更精细化的汽车注塑件生产实际数据,为目标价格制定提供依据;同时,支持设计者不断进行精益设计,为企业开展定点决策、价值分析和商务谈判等工作提供科学数据。
关键词: 汽车注塑件;作业成本法;精益设计;目标价格制定;成本模型中图分类号:U461.91文献标识码:A文章编号:2095-8412 (2020)02-069-06工业技术创新 URL: http: // DOI: 10.14103/j.issn.2095-8412.2020.02.013引言近些年来,我国汽车产量一直处于迅猛上升的势头,国内汽车市场群雄并起,国外汽车巨头也纷纷涌入,汽车企业面临空前激烈的市场竞争。
产品创新、安全可靠、成本控制等兼顾发展是企业生存之道,能否快速推出质量好、价格低的高性价比产品,是我国汽车企业制胜和持续生存的关键。
注塑件在汽车中的使用量约占汽车自重的7%~10%,是汽车内外饰的重要组成部分,应用较为广泛。
由于汽车技术的主要发展方向包括轻量化和环保化,再加上消费者的时尚需求和新颖性需求不断增长,汽车企业的应对措施通常是年型更改,即更多开展汽车内外饰注塑件相关研发和创新工作。
因此,汽车注塑件的成本控制,对于整车的成本控制有着十分重要的作用[1]。
目前国内许多汽车企业广泛开展了各种形式的注塑件成本分析及控制活动。
塑料制品成本计算公式塑料制品在我们的生活中无处不在,从简单的塑料杯到复杂的汽车零部件,都离不开塑料制品的身影。
那您知道这些塑料制品的成本是怎么计算出来的吗?要搞清楚塑料制品的成本计算,咱们得先把成本的组成部分弄明白。
一般来说,塑料制品的成本主要包括原材料成本、加工成本、模具成本、运输成本以及其他一些间接成本。
先来说说原材料成本。
这就好比做菜,原材料就是菜的食材。
塑料的原材料种类繁多,常见的有聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)等等。
原材料的价格可不是一成不变的,它会随着市场供求关系的变化而波动。
比如说,有一次我去一家塑料厂参观,那段时间聚乙烯的价格就像坐过山车一样,一会儿高一会儿低。
厂里的采购经理那叫一个头疼,天天盯着市场行情,就怕买贵了影响成本。
然后是加工成本。
这包括了生产过程中的电费、水费、工人工资等等。
比如说生产一个塑料盆,注塑机得开着吧,这就耗电;机器运转需要冷却,得用水吧;操作机器的工人得发工资吧。
有个小厂子,为了节省电费,专门挑电费低谷时段加大生产力度,也是想尽了办法来控制成本。
模具成本也不能忽视。
模具就像是给塑料制品定型的“模子”,质量好的模具能生产出精度高、质量好的产品,但价格也贵。
我认识一个开小作坊的老板,为了省钱买了个二手模具,结果生产出来的产品总是有瑕疵,最后不得不重新买新模具,真是得不偿失。
运输成本也得算进去。
如果产品要运到很远的地方销售,运输费用可不少。
特别是一些体积大、重量重的塑料制品,运输成本占比还挺高的。
有一家企业,因为没选好运输方式,导致一批塑料制品在运输途中受损,不仅增加了成本,还影响了客户的满意度。
除了这些主要成本,还有一些间接成本,比如设备的维护费用、厂房的租金、管理人员的工资等等。
那怎么把这些成本加起来算出总成本呢?这就需要一个计算公式啦。
塑料制品成本 = 原材料成本 + 加工成本 + 模具成本 + 运输成本 + 间接成本原材料成本 = 原材料单价 ×原材料用量加工成本 = 电费 + 水费 + 工人工资 + 设备折旧等模具成本 = 模具购买价格 ÷预计生产数量运输成本 = 运输单价 ×运输数量间接成本则要根据具体情况进行分摊计算。
制造塑料制品成本核算塑料制品在我们的日常生活中无处不在,从简单的塑料杯到复杂的汽车零部件,都离不开塑料制品的身影。
对于塑料制品制造商来说,准确核算制造塑料制品的成本至关重要,这不仅关系到企业的盈利能力,还影响着企业的市场竞争力和发展战略。
那么,制造塑料制品的成本究竟是如何核算的呢?要核算塑料制品的成本,首先需要了解塑料制品制造的基本流程。
一般来说,塑料制品的制造包括原材料采购、生产加工、包装运输等环节。
每个环节都会产生相应的成本。
原材料成本是塑料制品成本的重要组成部分。
常见的塑料原材料有聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)等。
原材料的价格会受到市场供求关系、石油价格波动等因素的影响。
在核算原材料成本时,需要考虑到原材料的采购单价、采购数量以及可能的运输和存储成本。
以生产 1000 个塑料盆为例,如果每个塑料盆需要 05 千克的聚丙烯原材料,聚丙烯的采购单价为每千克 10 元,那么原材料成本就是1000×05×10 = 5000 元。
但这只是基本的采购成本,如果原材料需要从远方运输过来,还需要加上运输费用。
假设运输费用为 1000 元,那么原材料的总成本就变成了 6000 元。
生产加工环节的成本主要包括人工成本、设备折旧与维护成本、能源消耗成本等。
人工成本取决于生产线上工人的数量、工作时间以及工资水平。
假设生产 1000 个塑料盆需要 5 个工人工作 8 小时,每个工人每小时的工资为 20 元,那么人工成本就是 5×8×20 = 800 元。
设备折旧与维护成本则需要根据设备的购置价格、使用寿命以及维护费用来计算。
如果一台生产设备购置价格为 50 万元,使用寿命为 10 年,每年的维护费用为 5 万元,那么每年的设备折旧与维护成本就是(50 + 5×10)÷ 10 = 10 万元。
如果在生产这 1000 个塑料盆的过程中,设备使用了 10 小时,那么分摊到这 1000 个塑料盆上的设备成本就是10÷(365×24)×10 = 011 元/个,1000 个塑料盆的设备成本就是 110 元。
注塑成本计算公式注塑成本的计算可是个相当重要的事儿,对于从事相关行业的朋友来说,搞清楚这个,能让咱心里更有底,生意做得更明白。
先来说说注塑成本都包括哪些方面。
这就好比你要做一顿大餐,得先把食材都准备齐。
注塑成本主要有原料成本、模具成本、机器设备成本、人工成本、能源成本等等。
就拿原料成本来说吧,这可是大头。
不同的塑料原料价格差别可不小,像常用的聚丙烯(PP)、聚乙烯(PE)、聚苯乙烯(PS)等,价格都不太一样。
而且,原料的价格还会随着市场波动,就跟股票似的,时涨时跌。
我之前就遇到过这么个情况,本来跟客户谈好了一个注塑产品的价格,结果原料价格突然大涨,这可把我愁坏了。
为了不亏本,只能跟客户重新商量价格,那过程真是磨破了嘴皮子。
模具成本也不能忽视。
模具的质量和复杂度直接影响着成本。
一个简单的模具可能几万块就能搞定,可要是那种结构复杂、精度要求高的模具,几十万甚至上百万都有可能。
我有个朋友,为了开发一款新产品,专门定制了一套超级复杂的模具,结果模具成本就占了总成本的很大一部分。
机器设备成本也得算进去。
注塑机有大有小,性能也各不相同。
大型的注塑机生产效率高,但价格也贵;小型的注塑机价格相对便宜,但生产效率可能就没那么高。
而且,机器的维护和保养也需要费用,这就像你得定期给车做保养一样,不然它关键时刻可能就掉链子。
人工成本也是一笔不小的开支。
从操作机器的工人到质量检测的人员,都得发工资。
这几年人工成本不断上涨,对于企业来说压力可不小。
能源成本也不能小瞧。
注塑机运行需要用电,还有工厂的照明、通风等等,这电费累积起来也不是个小数目。
那注塑成本到底怎么计算呢?一般来说,可以用下面这个公式:注塑成本 = 原料成本 + 模具成本 ÷预计生产数量 + 机器设备折旧成本 +人工成本 + 能源成本 + 其他成本(如包装、运输等)。
比如说,生产一个塑料杯子,用的原料是 10 克,原料单价是 20 元/千克,那原料成本就是 0.2 元。
模 具 预 算 单Tool Budget listUnit cost (RMB/h)Qua (h)Amount (RMB)width 宽(mm)lenth 长(mm)厚Thick(mm)模具排位Pre-study1200.01Top clamp plate 面板1S50C 3203503027.79.00249.252D结构设计2D mold Design 1200.02hot plate 热流道板1S50C 0.09.000.003D 模具设计3D mold Design 120151,800.03cavity plate A 板1S50C 2703507054.59.00490.72CAM 编程Design Program 110101,100.04core plate B板1S50C 2703509070.19.00630.92Amount 2,900.05space block 方铁2S50C 453509011.79.00210.31车、磨、铣 Milling, Drilling 808640.06Bottom clamp plate底板1S50C 3203503027.79.00249.25大型龙门CNC (x:>2m)-Toshiba 3200.07 e.j top plate 顶针面板1S50C 180350157.89.0070.10大型龙门CNC (x:>2m) -KMC 2200.08 e.j bottom plate 顶针底板1S50C1803502010.49.0093.47中型CNC(x:1.5m~2.1m)1800.09cavity block 前模料3102300.00.00小型CNC(x:<1.5m)120121,440.010cavity block 前模料1738H 110190457.836.00279.07深孔钻/Deep drill 1208960.011core block 后模料1738H110190457.836.00279.07电火花 EDM (x≥1.5m)2500.012core block后模料0.00.00电火花 EDM (x:0.6m~1.5m)15081,200.013core block 后模料0.00.00电火花 EDM (x≤0.6m)800.014slide 行位0.00.00喇叭网加工Speaker grill 1000.015slide 行位0.00.00线切割Wire Cut 1006600.016lifter斜顶0.00.00其它others 800.017lifter斜顶0.00.00Amount4,840.018电极Electrode Graphite/Cu1,000.00抛光Polish808640.019其它others800.00Fit 模Fitting --500T (x:2m,y:3m,z:2.7m)1800.0Amount4,352.17Fit 模Fitting --100T(x:1m,y:1.38m,z:1.2m)1200.01Guide Bushings 导套10.00装配Assemble+普通Fit模80201,600.02Guide Pins 导柱0.00调整adjust 8010800.03 E.j guide bushings中托司0.00其它others800.04 E.j guide pins中托边0.00Amount3,040.05 E.j pins 顶针0.00Hardening 淬火150.06 E.j Sleeves 司筒0.00表面处理(渗碳、氮)Surfacetreatment(carbo-sulfo-nitriding)150.07Blue Springs 弹簧0.00Engrave刻字、图案0.08Gas Springs 氮气弹簧0.00Texture 皮纹---部分皮纹(估价) 1.00.09Hot Runner 热流道0.00Amount0.010Hydraulic cylinder油缸0.00检测Measurement 150.06900.011Auto joints(水油气电路管道与管接头)0.00试模费80.08640.012滑块之楔紧块与导轨及耐磨块等组件800.000.00试模件运输费20.025500.013斜顶之组件500.000.00模具运输费0.014其它others3,000.00其它othersAmount3,000.00Amount2,040.0制品图:备注:123拟制:审核:批准:页数Page :预算单号Budget No.:项目名Project:防护盖模腔数量Cavities:1*2制品尺寸:49*43*14模具尺寸mold size:350*270*310模具重量/Mold Weight(Kg):230报价人quote name:谭胜月制品名称Part name:防护盖1产品材料/Part Material:首次试模时间/T1 Time 5w模具寿命/Longevity:30 万日期Date: 2015.05.29A :M a t e r i a lItem 模具主体物料Description Qua 原材料类型及品牌Material type andBrandFinally Size: 精料尺寸原材料单件重量rawweight(已加余量,kg)原材料费单价(已加余量,RMB/kg,不含税17%)原材料费小计(已加余量,RMB,不含税17%)DescriptionC :D e s i g nD :P r o c e s s D :A S S B : C o m p o n e n t sE ;O u t s o u r c i n gcold runner F :其它o t h e r s 所有标准件客户规格---Made in china模具成本Total mold cost(not included tax)(不含税)20,172.17管理费/Managing Fee模具成本总价5%1,008.61利润/Profit模具成本总价10%2,017.22模具总价//Mold Price: 不含税价 (RMB)23,198.00税收/Tex(模具价格17%): (RMB)3,943.66模具总价//Mold Price: 含税价 (RMB)27,141.66。
塑胶件的成本核算方法注塑是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法。
和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5% 备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障) 20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数) 1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1. 原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T) 工缴费(元/小时)设备吨位(T) 工缴费(元/小时)8035-45 200110-16010045-60 250150-20012065-85 300180-22015080-110 350200-25018095-140 400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料价格=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。