球阀工艺过程卡片
- 格式:doc
- 大小:365.00 KB
- 文档页数:7
课程设计题目:球阀阀体的机械加工工艺规程及Φ18H11孔的工艺设备班级:姓名:指导教师:完成日期:一、设计题目球阀阀体零件的机械加工工艺规程及Φ18H11孔的工艺装备二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:中批或大批大量生产三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程综合卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体零件图1张(6) 课程设计说明书(5000~8000字) 1份四、指导教师评语成绩:指导教师日期摘要球阀阀体的机械加工及Φ18H11孔加工的工艺装备设计。
并绘制球阀阀体的零件图,毛坯图,夹具装配图和夹具零件图,填写机械加工工艺过程综合卡片和工序卡片。
并编写设计说明书。
球阀阀体零件的机械加工工艺规程及工艺装备事通过对球阀阀体零件工艺问题的理解分析,完成工艺规程的设计和夹具的设计。
次设计为球阀阀体零件工艺规程和夹具设计提供了方法,改进了以往设计的不足,提高了劳动生产率。
对于球阀阀体零件的生产具有很重要的意义。
AbstractThe machine of valve body process and the Φ 18 H11 the bore process of craft material bine draw the spare parts diagram of valve body, semi-finished product diagram, the tongs assemble diagram and tongs spare parts diagram and fill in a machine to process the comprehensive card of the craft process and work preface bine write design manual.The machine of valve body spare parts process craft regulations and craft material matter to pass the comprehension toward the valve body spare parts craft problem analysis, completion craft regulations of design and tongs of design.The time design was regulations and tongs of the valve body spare parts craft design to provide a method, improvement former design of shortage, exaltation labor rate of production.Have very important meaning to the produce of valve body spare parts.目录序言 (1)1零件的工艺分析及生产类型的确定 (2)1.1零件的工艺分析 (2)1.2零件的生产类型 (2)2选择毛坯,确定毛坯尺寸,设计毛坯图 (3)2.1选择毛坯 (3)2.2确定机械加工余量 (3)2.3确定毛坯尺寸 (3)2.4设计毛坯 (3)3选择加工方法,制定工艺路线 (4)3.1定位基准的选择 (4)3.2零件表面加工方法的选择 (4)3.3制定工艺路线 (5)4工序设计 (7)4.1选择加工设备与工艺装备 (7)4.2确定工序尺寸(工序Ⅸ) (8)5确定切削用量及基本时间(工序Ⅸ) (9)5.1切削用量的计算 (9)5.2基本时间tm的计算 (9)5.3辅助时间的计算 (10)5.4其他时间的计算 (10)5.5单件时间的计算 (10)6夹具设计 (11)6.1定位方案 (11)6.2定位误差分析及计算 (11)6.3夹紧机构 (11)6.4导向装置 (11)6.5夹具与机床连接元件 (11)6.6夹具体 (11)7设计体会 (12)8体会与展望 (13)参考文献 (14)序言机械制造技术基础课程设计是在学完了机械制造技术基础和大部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节。

c12a阀门的生产工艺C12a阀门是一种非常常见的阀门,是一种手动球阀。
它的工作原理是通过旋转球体来控制流体的流通。
当球体与腔体对接时,阀门关闭。
当球体旋转时,阀门打开。
C12a阀门通常用于水、油、气体等介质的控制。
在阀门生产过程中,需要经过多个工艺步骤,下面我们来详细了解一下C12a阀门的生产工艺。
一、锻造C12a阀门主要由球体和阀杆两个部分组成。
球体的制造过程是通过锻造来实现的。
首先将高温加热的钢料放入锻造机中,然后用锻锤对其进行挤压,将原材料锻造成球体形状。
在此过程中需要进行多次操作和热处理,确保球体的质量和性能。
二、机加工经过锻造后,C12a阀门的球体和阀杆都需要进行机加工。
机加工包括车、铣、钻、刨等多种加工方法,通过各种刀具对零件进行加工处理,保证尺寸精准度和表面质量。
三、热处理热处理是C12a阀门生产中非常重要的一步,目的是对零件进行退火、正火、淬火等处理,改善材料的性能和组织结构。
通过热处理可以提高零件的硬度和强度,同时降低零件的脆性和裂纹等缺陷。
四、组装经过锻造、机加工和热处理等多个工艺步骤后,C12a阀门的球体和阀杆可以进行组装。
在组装时需要将球体与阀杆、密封件等零部件装配起来,确保各个零部件的协调配合和尺寸精准,从而保证阀门的正常运行。
五、喷涂最后,在C12a阀门生产的最后一个环节,必须对阀门进行喷涂处理,以提高防腐性和耐蚀性。
喷涂工艺的质量对阀门的使用寿命和可靠性都有着非常重要的影响。
总结以上就是C12a阀门的生产工艺,每个环节都十分重要。
只有各个环节严格把控,从原材料到成品都保持高质量,才能生产出性能稳定、质量可靠的阀门产品。

阀门球体工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!地砖铺贴施工工艺流程一、准备工作在进行地砖铺贴施工之前,需要进行一系列准备工作。

球阀阀体制造工艺及夹具设计
球阀是一种常见的流体控制阀门,广泛应用于石化、化工、电力、冶金等领域。
球阀的阀体制造工艺及夹具设计对球阀的性能和可靠性有着重要的影响。
球阀的阀体制造工艺主要包括锻造和铸造两种方法。
锻造是通过将金属材料加热到一定温度后,放入锻压机中进行锤击成型。
锻造能够提高金属的致密性和力学性能,同时还可以降低材料的内部缺陷。
对于球阀的小口径和高压球阀,一般采用锻造工艺制造阀体。
铸造是将熔化的金属倒入铸型中,经过凝固、冷却和清理等工艺步骤,最终形成阀体。
对于球阀的大口径和低压球阀,一般采用铸造工艺制造阀体。
夹具设计是指为了保证阀体制造过程中的加工质量和生产效率,设计和制造用于固定、夹紧和定位阀体的工装设备。
夹具设计应考虑以下几个方面:
1.夹紧力:夹具需要提供足够的夹紧力以保证阀体在加工过程中的稳定性,避免因振动和位移而导致加工误差。
2.定位精度:夹具需要提供准确的定位点和定位孔,以确保阀体在加工过程中的位置精度和轴向一致性。
夹具的定位精度直接影响到阀体的装配和使用效果。
3.加工便捷性:夹具应设计成方便快捷的操作方式,使得阀体能够迅速夹紧、固定和取下。
夹具的结构应符合人体工程学原理,减少工人的体力劳动和操作疲劳。
4.适应性和灵活性:夹具需要考虑不同规格和型号的阀体,具有一定的适应性和灵活性。
夹具的结构要能够调整和改变,使得不同阀体的夹紧和定位都能够满足要求。
通过合理设计和制造夹具,可以提高球阀的制造精度和生产效率,降低生产成本。
同时,夹具设计还需要密切配合阀体的制造工艺,确保夹具与阀体的匹配性和稳定性。
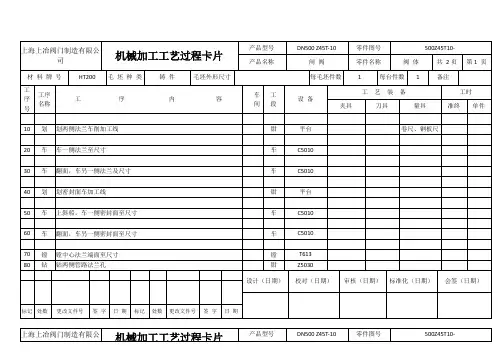
上海上冶阀门制造有限公
司
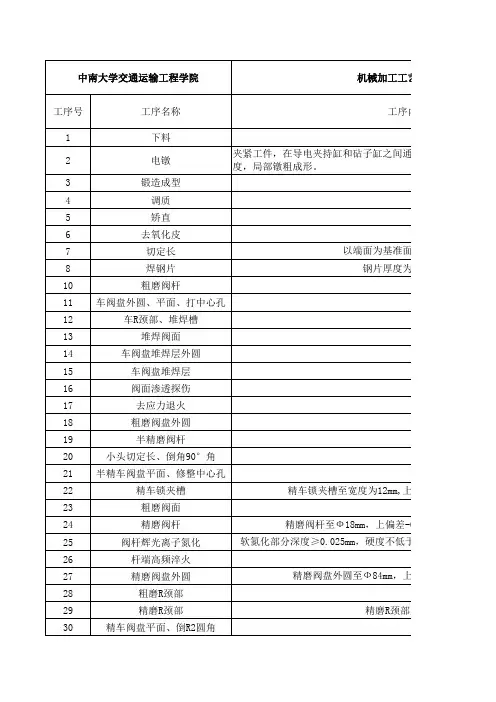
机械加工工艺过程卡片
产品型号 DN100Q41F-16C 零件图号
100Q41F16C-07
产品名称 球 阀 零件名称 限往块 共1页 第1页
材 料 牌 号 Q235 毛 坯 种 类 板 材 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 下料 剪 剪床
20 冲裁成形 冲 冲床
30 去除毛刺 钳
40 检查 检
50 镀锌 镀 外协
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-01
司
产品名称 手 动 球 阀 零件名称 阀盖 共1页 第1页
材 料 牌 号 WCB 毛 坯 种 类 铸 件 毛坯外形尺寸 每毛坯件数 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 划线 划找正加工线 钳 平台
20 车 夹右端,找正,车左端面各部分尺寸 车 CA6140 卡尺
30 检 检查已加工尺寸
40 车 掉头找正,车右端面各部分尺寸,测量尺寸 车 CA6140 卡尺
50 划 划两端法兰空钻孔找正线 钳 平台
60 钻 钻左端面法兰孔 钳 Z3050 钻头¢16 卡尺
70 钻 掉头,钻左端面法兰孔 钳 Z3050 钻头¢18 卡尺
80 钳 去掉尖角无刺,铸件表面凸出物 钳 手砂轮
90 检 检查 检 卡尺
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-06
产品名称 球 阀 零件名称 填料压盖 共1页 第1页
材 料 牌 号 WCB 毛 坯 种 类 铸件 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 车 四瓜卡盘,装夹,车内空外圆至尺寸 车 CA6132 卡尺
20 钻 钻2-¢14至尺寸 钳 Z4020 卡尺
30 检 检查各部尺寸 检
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-05
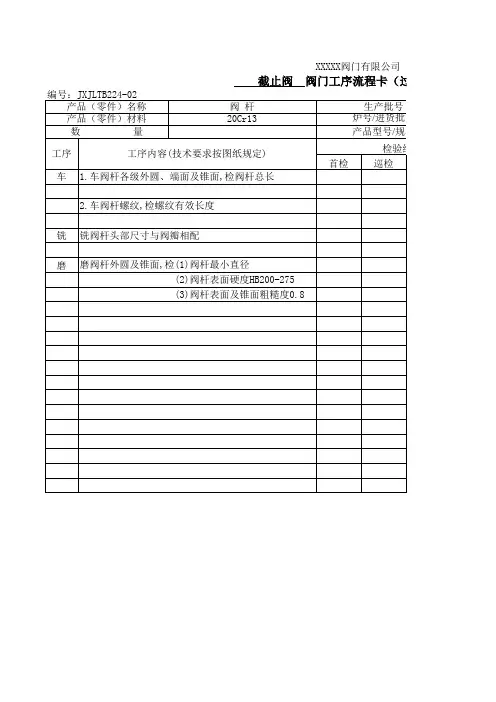
产品名称 球 阀 零件名称 阀 杆 共1页 第1页
材 料 牌 号 2Cr13 毛 坯 种 类 棒 料 毛坯外形尺寸 ¢35×125 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 钻 钻一端中心孔C4 钳 Z3050
20 车 装夹一端,顶另一端,车外园,平大端面至尺寸 车 C6132 卡尺
30 车 调头,平小端面至尺寸,打中心孔C4 车 C6132 卡尺
40 铣 铣大头平面至尺寸 铣 X5036 卡尺
50 铣 铣小头平面至尺寸 铣 X5036 卡尺
60 检 检查各部尺寸 检
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-04
产品名称 球 阀 零件名称 球 体 共1页 第1页
材 料 牌 号 ZCr13 毛 坯 种 类 铸 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 划 按外圆找正,划内孔正线及铣端面线 钳 平台
20 铣 铣左端面至尺寸 铣 X5032 卡尺
30 铣 铣右端面至尺寸 铣 X5032 卡尺
40 铣 铣开口槽至尺寸 铣 X5032 卡尺
50 车 车内孔至尺寸 车 C6120 卡尺
60 车 车外圆至尺寸(留量0.1~0.15) 车 专用车库 专用工具 外径千分尺
70 磨 磨外圆至尺寸 磨 专用车床 专用刀具 外径千分尺
90 钳 去除毛刺 钳
100 检 检
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-03
产品名称 球 阀 零件名称 阀 座 共1页 第1页
材 料 牌 号 PTEF 毛 坯 种 类 棒料/管材 毛坯外形尺寸 ¢130 每毛坯件数 每台件数 2 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 车 装夹,车外圆内径及右端面至尺寸 车 C6120 卡尺
20 车 切断 车 C6120 卡尺
30 车 调头装夹,车左端面至尺寸 车 C6120 卡尺
40 检 检查 检 卡尺
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-02
产品名称 球 阀 零件名称 阀 体 共1页 第1页
材 料 牌 号 WCB 毛 坯 种 类 铸 件 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 划线 划找正加工线 钳 平台
20 车 夹右端,找正,车左端面各部分尺寸 车 CA6140 卡尺
30 检 检查已加工尺寸
40 车 掉头找正,车右端面各部分尺寸,测量尺寸 车 CA6140 卡尺
50 划 划两端法兰空钻孔找正线 钳 平台
60 钻 钻左端面法兰孔 钳 Z3050 钻头¢16 卡尺
70 钻 掉头,钻左端面法兰孔 钳 Z3050 钻头¢18 卡尺
80 钳 去掉尖角无刺,铸件表面凸出物 钳 手砂轮
90 检 检查 检 卡尺
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期