粉末冶金技术基础与新技术(第四章)
- 格式:pdf
- 大小:9.72 MB
- 文档页数:49
粉末冶金培训资料粉末冶金是一种先进的加工技术,其特点是利用粉末材料直接制造成零件或制品。
由于其制造过程不需要熔化和冷凝,因此可以实现高纯度和均匀性的材料制备,从而提高材料的性能和品质。
粉末冶金的应用领域包括汽车、航空航天、电子、机械等多个行业,具有广阔的市场前景。
为了能够更好地掌握粉末冶金技术,培训资料的准备至关重要。
首先,了解粉末冶金的基本概念和原理是非常必要的。
粉末冶金是一种通过粉末材料的压制和烧结来制造零件或制品的方法。
其核心原理是将金属或非金属粉末按一定比例混合,并通过冷压或热压的方式将其压制成形,然后在高温下进行烧结,使粉末颗粒间发生结合,最终形成致密的零件或制品。
在整个过程中,粉末冶金不需要熔化金属,因此可以保持材料的高纯度。
其次,对于粉末冶金材料的性能和特点进行深入了解也是必不可少的。
粉末冶金制造的零件或制品具有高纯度、均匀性好、尺寸复杂等特点。
与传统的金属加工方法相比,粉末冶金可以制造出更复杂的形状,同时还可以用于制备高性能的金属材料,如高温合金、硬质合金等。
此外,由于粉末冶金不需要进行熔融处理,所以可以节约能源和原材料,有利于环境保护。
对于粉末冶金加工过程的基本流程和设备,需要详细了解。
粉末冶金加工过程主要包括粉末制备、粉末混合、成型和烧结等几个环节。
首先是粉末制备,根据材料的要求选择合适的方法进行制备,如球磨法、气相法、电化学法等。
然后是粉末混合,将不同的粉末按照一定的比例混合均匀,通常采用干法或湿法进行。
接下来是成型,通过冷压或热压的方式将粉末压制成形,常用的成型方法有压铸、注射成形、压制等。
最后是烧结,将压制成形的粉末在高温下进行加热处理,使粉末颗粒结合成致密的零件或制品。
在粉末冶金过程中,需要注意一些关键因素和技术细节。
首先是粉末的选择和处理,不同的粉末材料有不同的性质和特点,因此需要根据零件或制品的要求选择合适的粉末,并对其进行必要的处理,如除杂、粒度控制等。
其次是成型的工艺参数控制,这包括压力、温度、保压时间等方面,对于不同的粉末材料和形状复杂度,需要进行合理的参数选择和控制。
粉末冶金行业新技术管理知识简介粉末冶金是一种常见的制造工艺,它使用金属或非金属粉末作为原材料,经过一系列的工艺步骤进行成型和烧结,最终得到所需产品。
粉末冶金技术具有高效、节能、材料利用率高等优势,被广泛应用于汽车、电子、航空航天等行业。
随着科技的不断进步,粉末冶金行业也不断涌现出新的技术,这些新技术的管理知识对于提高企业竞争力和市场占有率至关重要。
1. 新技术的引入和评估引入新技术是提高企业创新能力和竞争力的重要手段。
在引入新技术之前,企业需要对新技术进行评估,包括技术可行性评估、市场需求评估和经济效益评估等。
技术可行性评估技术可行性评估是指评估新技术在现有生产工艺中的可行性。
要考虑新技术是否能够与现有设备和工艺相适应,是否能够满足产品的质量要求等。
市场需求评估市场需求评估是指评估新技术在市场上的需求情况。
要了解市场上是否存在对该技术的需求,以及该技术是否能够满足市场需求。
经济效益评估经济效益评估是指评估新技术引入后的经济效益。
要考虑新技术引入后是否能够提高生产效率、降低成本、增加销售额等。
2. 新技术的培训和推广在引入新技术后,企业需要对员工进行培训,以提高员工对新技术的理解和运用能力。
培训内容可以包括新技术的原理、操作方法、常见故障处理等。
培训计划企业需要制定培训计划,明确培训的时间、地点、培训内容等。
同时,要根据不同岗位的需求,制定相应的培训方案。
培训方式培训方式可以采用面对面培训、在线培训、视频教学等方式。
根据不同人群的学习特点和需求,选择适合的培训方式。
推广和应用培训结束后,企业需要积极推广新技术的应用。
可以通过内部宣传、外部推广和技术交流等方式,提高新技术的认知度和应用率。
3. 新技术的优化和改进随着新技术的应用,企业应不断地进行新技术的优化和改进,以提高技术的可靠性和稳定性。
技术优化技术优化可以包括工艺参数的优化、设备的优化以及材料的优化等。
通过优化技术,可以提高产品的质量和性能。
粉末冶金新技术学院专业学生某某班级学号指导教师二〇一六年十二月粉末冶金新技术(某某科技大学冶材院213)摘要:本文简要介绍粉末冶金的根本工艺原理和方法,重点介绍近年来粉末冶金新技术和新工艺的开展和应用状况。
关键词:粉末冶金;新技术粉末冶金(P/M)技术是一门重要的材料制备与成形技术,被称为是解决高科技、新材料问题的钥匙…。
高性能、低本钱、净近成形一直以来是粉末冶金工作者重要研究课题之一。
粉末冶金法能实现工件的少切削、无切削加工,是一种高效、优质、精细、低耗节能制造零件的先进技术。
它是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以与各种类型制品的工艺技术)3。
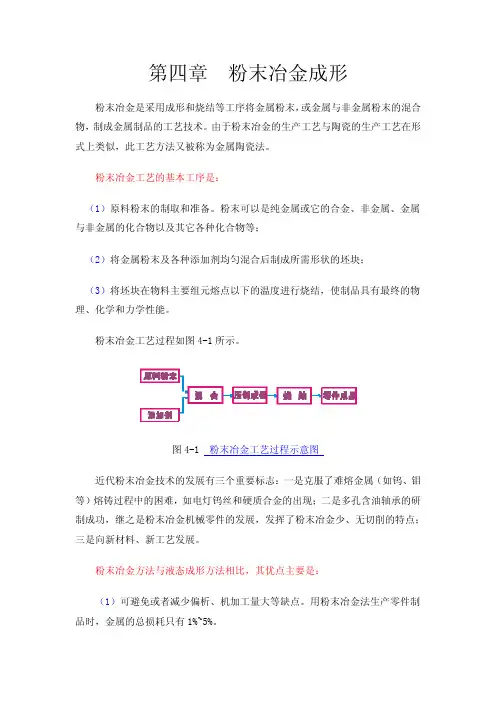
粉末冶金工艺的第一步是制取原料粉末,第二步是将原料粉末通过成形、烧结以与烧结后处理制得成品。
进入20世纪80年代许多行业,特别是汽车工业比以往任何时候更加依赖于粉末冶金技术,尽可能多地采用粉末冶金高性能的零部件是提高汽车尤其是轿车在市场中的竞争能力的一种有力手段1。
高密度的P/M产品是保证其具有优异的力学性能的关键因素。
因此,为扩大粉末冶金P/M零部件的应用X围,必须提高其密度以获得力学性能优异的粉末冶金零部件。
性。
故,为了提高材料的性能,降低生产本钱,冶金技术的开展无疑具有重要的科学意义和实用价值。
1 几种冶金新技术20世纪80年代末,Hoeganaes公司的Musella等人为提高零件密度,在扩散粘结铁粉制备工艺的研究根底上,将粉末和模具加热到一定温度进展压制,开发出一种所谓温压的新工艺,即ANCORDENSE工艺。
温压工艺就是采用特制的粉末加温、粉末输送和模具加热系统,将混有特殊聚合物润滑剂的金属粉末和模具加热至130~150℃,然后按传统粉末压制工艺进展压制和烧结以提高压坯密度的新方法据资料分析,虽然温压工艺比常规的一次压制烧结工艺的相对本钱提高了20%,但比渗铜工艺、复压烧结工艺、粉末热锻工艺分别降低了20%、30%和80%的本钱,开拓了粉末冶金应用的潜力。

粉末冶金新技术近年来,为了满足对粉末的各种要求,粉末冶金技术得到飞速发展,出现了各种各样生产粉末的新方法,如机械合金化、粉末注射成形、温压成形、喷射成形、微波烧结、放电等离子烧结、自蔓延高温合成、使得粉末冶金材料和技术等。
粉末冶金不仅是一种材料制造技术,而且其本身包含着材料的加工和处理,它以少无切削的特点越来越受到重视,并逐步形成了自身的材料制备工艺理论和材料性能理论的完整体系。
现代粉末冶金技术不仅保持和大大发展了其原有的传统特点(如少无切削、少无偏析、均匀细晶、低耗、节能、节材、金属-非金属及金属高分子复合等),而且已发展成为制取各种高性能结构材料、特种功能材料和极限条件下工作材料、各种形状复杂的异型件的有效途径。
粉末冶金新技术得到了各国的普遍重视,其应用也越来越广泛,本文主要具体介绍了粉末冶金的一些新技术。
1.快速原形制备技术(RP)[1]快速原型制造技术,又称快速成型技术,简称RP 技术。
快速成型(RP) 技术是20世纪80年代后期发展起来的一项先进制造技术,它可以在无需准备任何模具、刀具和工装卡具的情况下,直接根据产品设计(CAD) 数据,快速制造出新产品的样件、模具或模型,与传统的铸、锻、轧、焊、车、铣、刨、磨等一系列加工过程相比,原型制造的加工过程大大缩短了加工周期并降低了产品研制的成本,对促进企业产品创新、提高产品竞争力有积极的推动作用。
美国、欧洲及日本等发达国家已将快速成型技术应用于电子信息、汽车、通讯、机械交通、轻工家电、航天航空、医疗器械、塑料、模具、建筑模型等众多行业。
但目前国内外对金属快速成型还在起步阶段,成功的示例并不多,主要集中在碳钢和其他几种特殊的金属以及它们的合金上面。
快速原型技术是在现代CAD/CAM 技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料等技术的基础上集成发展起来的,是多学科交叉技术综合的结晶。
RP 的基本原理是首先将三维实体模型数据(STL文件) 按一定方向分层为层片模型数据(CLI文件) ,快速原型成型机再根据这些数据,利用特定的材料,形成一系列具有一个微小厚度的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具,直至完成整个实体的创建。

粉末冶金绪论1、粉末冶金的概念制取金属(或金属粉末与无机非金属粉末的混合物)粉末和利用这些粉末通过成形——烧结——生产材料和一定形状零件的方法(工艺技术)2、粉末冶金的基本工艺原理:制粉→成形→烧结第一章粉末的制取1、还原法的基本原理氧化还原制粉方法的定义:用还原气体(固体)或活泼金属将氧化物还原制备粉末的过程。
2、碳还原法的基本原理3、影响雾化过程及粉末质量的因素(1)雾化介质1)雾化介质类别的影响雾化介质分为气体和液体两类,a 水的热容比气体大得多,对金属液滴的冷却能力强。
用水做雾化介质粉末多为不规则形状,且水压越高不规则形状的颗粒越多。
相反气体雾化易得球形粉末;b 比起气雾化,水雾化所得粉末表面氧化大大减少。
2)气体或水的压力的影响气压或水压越大所得粉末越细。
气雾化时,气体压力增加,粉末氧含量也增加,水雾化时,雾化压力增加,粉末氧含量却降低;(2)金属液流1)金属液的表面张力和粘度的影响在其他条件不变时,金属液的表面张力越大,粉末呈球形的越多,粒度也较粗;金属液表面张力小时,粉末多呈不规则形状,粒度也减小。
在液流能破碎的范围内,表面张力越小。
粘度越低,所得粉末越细。
2)金属液过热温度金属液过热温度越高(表面张力和粘度越低),细粉末产出率越高,也越容易得球形粉末;3)金属液流股直径的影响金属液流直径越小,细粉产出率越高,但是直径过小时,金属液流过冷,细粉产出率反而降低,甚至粉末产出率降低。
(3)其他工艺因素1)喷射参数的影响金属液流长度短、喷射长度短、喷射顶角适当都能更充分地利用气流的动能,有利于得到细粉末颗粒;2)聚粉装置参数的影响液滴飞行路程较长,有利于形成球形粉末,粉末也较粗。
第二章粉末性能及其测定1、粉末的表征(1)化学成分粉末的化学成分应包括主要金属的含量和杂质的含量。
杂质主要指:1)与主要金属结合,形成固溶体或化合物的金属或非金属成分;2)从原料和从粉末生产过程中带进的机械夹杂;3)粉末表面吸附的氧、水汽和其他气体。