胶件螺孔设计尺寸
- 格式:doc
- 大小:119.50 KB
- 文档页数:1
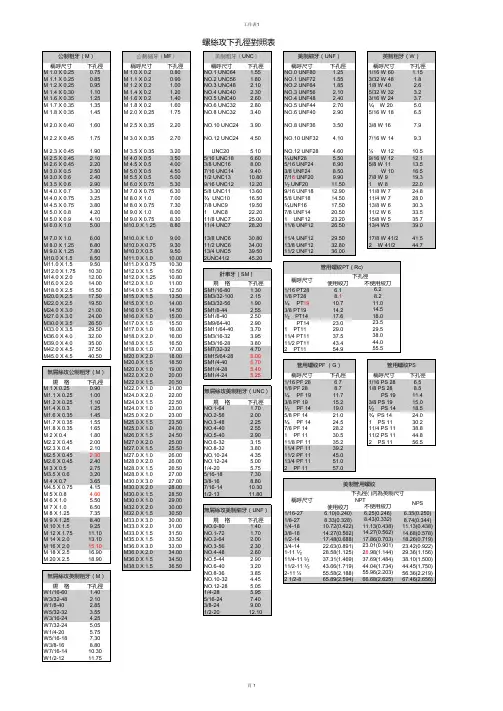
工作表1公制粗牙稱呼尺寸下孔徑稱呼尺寸下孔徑稱呼尺寸下孔徑稱呼尺寸下孔徑稱呼尺寸下孔徑M2*0.4M 1.0 X 0.250.75M 1.0 X 0.20.80NO.1 UNC64 1.55NO.0 UNF80 1.251/16 W 60 1.15M2.5*0.45M 1.1 X 0.250.85M 1.1 X 0.20.90NO.2 UNC56 1.80NO.1 UNF72 1.553/32 W 48 1.8M3*0.5M 1.2 X 0.250.95M 1.2 X 0.2 1.00NO.3 UNC48 2.10NO.2 UNF64 1.851/8 W 40 2.6M3.5*0.75M 1.4 X 0.30 1.10M 1.4 X 0.2 1.20NO.4 UNC40 2.30NO.3 UNF56 2.105/32 W 32 3.2M4*0.7M 1.6 X 0.35 1.25M 1.6 X 0.2 1.40NO.5 UNC40 2.60NO.4 UNF48 2.403/16 W 24 3.7M5*0.8M 1.7 X 0.35 1.35M 1.8 X 0.2 1.60NO.6 UNC32 2.80NO.5 UNF44 2.70¼ W 20 5.0M6*1M 1.8 X 0.35 1.45M 2.0 X 0.25 1.75NO.8 UNC32 3.40NO.6 UNF40 2.905/16 W 18 6.5M8*1.25M 2.0 X 0.40 1.60M 2.5 X 0.35 2.20NO.10 UNC24 3.90NO.8 UNF36 3.503/8 W 167.9M10*1.5M 2.2 X 0.45 1.75M 3.0 X 0.35 2.70NO.12 UNC24 4.50NO.10 UNF32 4.107/16 W 149.3M12*1.75M 2.3 X 0.45 1.90M 3.5 X 0.35 3.20¼ UNC20 5.10NO.12 UNF28 4.60½ W 1210.5M 2.5 X 0.45 2.10M 4.0 X 0.5 3.505/16 UNC18 6.60¼ UNF28 5.509/16 W 1212.1M 2.6 X 0.45 2.20M 4.5 X 0.5 4.003/8 UNC168.005/16 UNF24 6.905/8 W 1113.5M 3.0 X 0.5 2.50M 5.0 X 0.5 4.507/16 UNC149.403/8 UNF248.50¾ W 1016.5M 3.0 X 0.6 2.40M 5.5 X 0.5 5.001/2 UNC1310.807/16 UNF209.907/8 W 919.3M 3.5 X 0.6 2.90M 6.0 X 0.75 5.309/16 UNC1212.20½ UNF2011.50 1 W 822.0M 4.0 X 0.7 3.30M 7.0 X 0.75 6.305/8 UNC1113.609/16 UNF1812.9011/8 W 724.8M 4.0 X 0.75 3.25M 8.0 X 1.07.00¾ UNC1016.505/8 UNF1814.5011/4 W 728.0M 4.5 X 0.75 3.80M 8.0 X 0.757.307/8 UNC919.50¾ UNF1617.5013/8 W 630.3M 5.0 X 0.8 4.20M 9.0 X 1.08.00 1 UNC822.207/8 UNF1420.5011/2 W 633.5M 5.0 X 0.9 4.10M 9.0 X 0.758.3011/8 UNC725.00 1 UNF1223.2015/8 W 535.7M 6.0 X 1.0 5.00M10.0 X 1.258.8011/4 UNC728.2011/8 UNF1226.5013/4 W539.0M 7.0 X 1.0 6.00M10.0 X 1.09.0013/8 UNC630.8011/4 UNF1229.5017/8 W 41/241.5M 8.0 X 1.25 6.80M10.0 X 0.759.3011/2 UNC634.0013/8 UNF1232.80 2 W 41/244.7M 9.0 X 1.257.80M10.0 X 0.59.5013/4 UNC539.5011/2 UNF1236.00M10.0 X 1.58.50M11.0 X 1.010.002UNC41/245.20M11.0 X 1.59.50M11.0 X 0.7510.30M12.0 X 1.7510.30M12.0 X 1.510.50M14.0 X 2.012.00M12.0 X 1.2510.80M16.0 X 2.014.00M12.0 X 1.011.00規 格下孔徑使用絞刀M18.0 X 2.515.50M14.0 X 1.512.50SM1/16-80 1.301/16 PT28 6.1M20.0 X 2.517.50M15.0 X 1.513.50SM3/32-100 2.151/8 PT288.1M22.0 X 2.519.50M15.0 X 1.014.00SM3/32-56 1.90¼ PT 1910.7M24.0 X 3.021.00M16.0 X 1.514.50SM1/8-44 2.553/8 PT1914.2M27.0 X 3.024.00M16.0 X 1.015.00SM1/8-40 2.50½ PT1417.6M30.0 X 3.526.50M17.0 X 1.515.50SM9/64-40 2.90¾ PT1423.0M33.0 X 3.529.50M17.0 X 1.016.00SM11/64-40 3.70 1 PT1129.0M36.0 X 4.032.00M18.0 X 2.016.00SM3/16-32 3.9511/4 PT1137.5M39.0 X 4.035.00M18.0 X 1.516.50SM3/16-28 3.8011/2 PT1143.4M42.0 X 4.537.50M18.0 X 1.017.00SM7/32-32 4.70 2 PT1154.9M45.0 X 4.540.50M20.0 X 2.018.00SM15/64-28 5.00M20.0 X 1.518.50SM1/4-40 5.70M20.0 X 1.019.00SM1/4-28 5.40M22.0 X 2.020.00SM1/4-245.25稱呼尺寸下孔徑稱呼尺寸下孔徑規 格下孔徑M22.0 X 1.520.501/16 PF 28 6.71/16 PS 28 6.5M 1 X 0.250.90M22.0 X 1.021.001/8 PF 288.71/8 PS 288.5M1.1 X 0.25 1.00M24.0 X 2.022.00¼ PF 1911.7¼ PS 1911.4M1.2 X 0.25 1.10M24.0 X 1.522.50規 格下孔徑3/8 PF 1915.23/8 PS 1915.0M1.4 X 0.3 1.25M24.0 X 1.023.00NO.1-64 1.70½ PF 1419.0½ PS 1418.5M1.6 X 0.35 1.45M25.0 X 2.023.00NO.2-56 2.005/8 PF 1421.0¾ PS 1424.0M1.7 X 0.35 1.55M25.0 X 1.523.50NO.3-48 2.25¾ PF 1424.5 1 PS 1130.2M1.8 X 0.35 1.65M25.0 X 1.024.00NO.4-40 2.557/8 PF 1428.211/4 PS 1138.8M 2 X 0.4 1.80M26.0 X 1.524.50NO.5-40 2.90 1 PF 1130.511/2 PS 1144.8M2.2 X 0.45 2.00M27.0 X 2.025.00NO.6-32 3.1511/8 PF 1135.2 2 PS 1156.5M2.3 X 0.4 2.10M27.0 X 1.525.50NO.8-32 3.8011/4 PF 1139.2M2.5 X 0.45 2.30M27.0 X 1.026.00NO.10-24 4.3511/2 PF 1145.0M2.6 X 0.45 2.40M28.0 X 2.026.00NO.12-24 5.0013/4 PF 1151.0M 3 X 0.5 2.75M28.0 X 1.526.501/4-20 5.75 2 PF 1157.0M3.5 X 0.6 3.20M28.0 X 1.027.005/16-187.30M 4 X 0.7 3.65M30.0 X 3.027.003/8-168.80M4.5 X 0.75 4.15M30.0 X 2.028.007/16-1410.30M 5 X 0.8 4.60M30.0 X 1.528.501/2-1311.80M 6 X 1.0 5.50M30.0 X 1.029.00M 7 X 1.0 6.50M32.0 X 2.030.00使用絞刀M 8 X 1.257.35M32.0 X 1.530.501/16-27 6.10(0.240) 6.35(0.250)M 9 X 1.258.40M33.0 X 3.030.00規 格下孔徑1/8-278.33(0.328)8.74(0.344)M 10 X 1.59.25M33.0 X 2.031.00NO.0-80 1.401/4-1810.72(0.422)11.13(0.438)M 12 X 1.7511.10M33.0 X 1.531.50NO.1-72 1.703/8-1814.27(0.562)14.68(0.578)M 14 X 2.013.10M35.0 X 1.533.50NO.2-64 2.001/2-1417.48(0.688)18.26(0.719)M 16 X 2.015.10M36.0 X 3.033.00NO.3-56 2.303/4-1422.63(0.891)23.42(0.922)M 18 X 2.5 16.90M36.0 X 2.034.00NO.4-48 2.601-11 ½28.58(1.125)29.36(1.156)M 20 X 2.518.90M36.0 X 1.534.50NO.5-44 2.9011/4-11 ½37.31(1.469)38.10(1.500)M38.0 X 1.536.50NO.6-40 3.2011/2-11 ½43.66(1.719)44.45(1.750)NO.8-36 3.852-11 ½55.58(2.188)56.36(2.219)NO.10-32 4.45 2 1/2-865.89(2.594)67.46(2.656)規 格下孔徑NO.12-28 5.05W1/16-60 1.401/4-28 5.95W3/32-48 2.105/16-247.40W1/8-40 2.853/8-249.00W5/32-32 3.551/2-2012.10W3/16-24 4.25W7/32-24 5.05W1/4-20 5.75W5/16-187.30W3/8-168.80W7/16-1410.30W1/2-1211.75英制粗牙(W )管用螺紋PT (Rc)針車牙(SM )稱呼尺寸下孔徑不使用絞刀螺絲攻下孔徑對照表公制粗牙(M )公制細牙(MF )美制粗牙(UNC )美制細牙(UNF )18.023.529.538.06.28.211.014.5NPS無屑絲攻美制細牙(UNF )不使用絞刀6.25(0.246)44.055.5管用螺紋PF (G )管用螺紋PS8.43(0.332)11.13(0.438)14.27(0.562)17.86(0.703)無屑絲攻公制粗牙(M )無屑絲攻美制粗牙(UNC )美制管用螺紋稱呼尺寸下孔徑( )內為英制尺寸NPT無屑絲攻英制粗牙(M )55.96(2.203)66.68(2.625)23.01(0.901)28.98(1.144)37.69(1.484)44.04(1.734)頁 1。
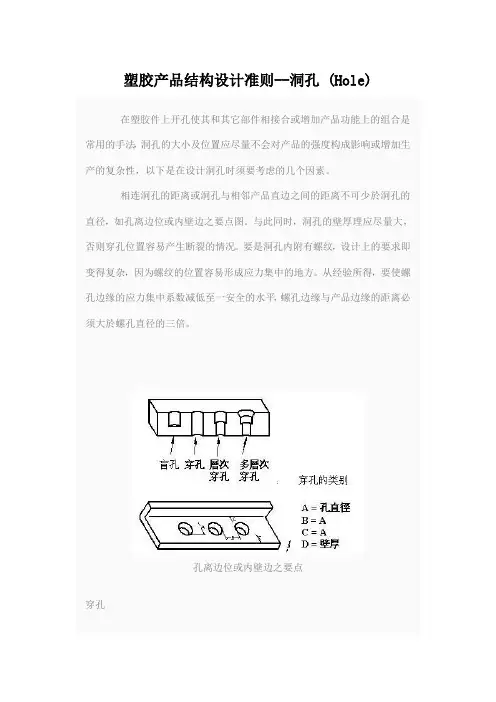
塑胶产品结构设计准则--洞孔 (Hole)在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。
相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。
与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。
从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。
孔离边位或内壁边之要点穿孔从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。
从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。
穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。
一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。
盲孔盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。
一般来说,盲孔的深度只限於直径的两倍。
要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。
盲孔的设计要点钻孔大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。
但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。
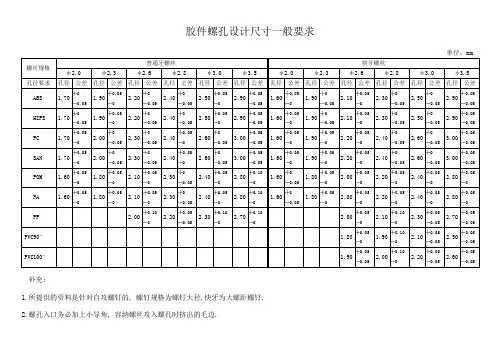
胶件螺孔设计尺寸一般要求
尺寸单位:mm 补充:所提供的资料是针对自攻螺钉的,
螺钉规格为螺钉大径,快牙为大螺距螺钉.
小于2.0的螺钉有1.7;1.4;1.1..等.
螺孔直径取螺钉大径的80%~85%.
螺孔入口務必加上小導角, 容納螺絲攻入螺孔時擠出的毛邊.
螺柱絕多數模具廠都會用套管頂出, 所以內外都不要加拔模斜度.
如果螺柱很短(螺牙吃的少)孔徑可以稍微減小, 如果不影響外觀最好作穿孔.
如果螺絲柱很長, 底面又是外觀, 孔徑可以稍微加大, 然後加長螺絲有效長度
來補償, 以避免外觀縮水痕
当螺丝比较小时,配合的长度至少要大于螺丝直径的1.5倍,否则容易打滑
Boss的設計一般來說, 內徑為螺絲牙徑*0.8, Boss壁厚大於1.3mm為宜, 螺絲必須鎖入大約5牙才夠強度, 而且不費工時, Boss 要比螺紋長0.5~1mm, 以存放螺絲進入產生的毛屑.
PA就是平頭慶尖嘴的螺釘
快牙就是大螺距螺釘
胶件螺孔=0.85M(自攻螺钉的公称直径)。
胶件螺孔设计尺寸一般要求
尺寸单位:mm
一般胶壳的
M1.2螺丝柱内径0.9 外径3
M1.4螺丝柱内径1.1 外径3.2 M1.7螺丝柱内径1.4 外径3.5 M2.0螺丝柱内径1.7 外径4.0 M2.6螺丝柱内径2.2 外径4.6 M3.0螺丝柱内径2.6 外径5.2 一般锁自攻牙螺丝的BOSS直径:M2 内径1.35 外径4
M3 内径2.35 外径6
M4 内径3.35 外径7
M5 内径4.35 外径8。
规范类别:钣金模设计规范文件名称:螺钉孔设计规范文件编号:4.81页 1 版R01一.目的:推行作业标准化,实现模具设计快速统一。
二.适用范围:钣金模具设计三室。
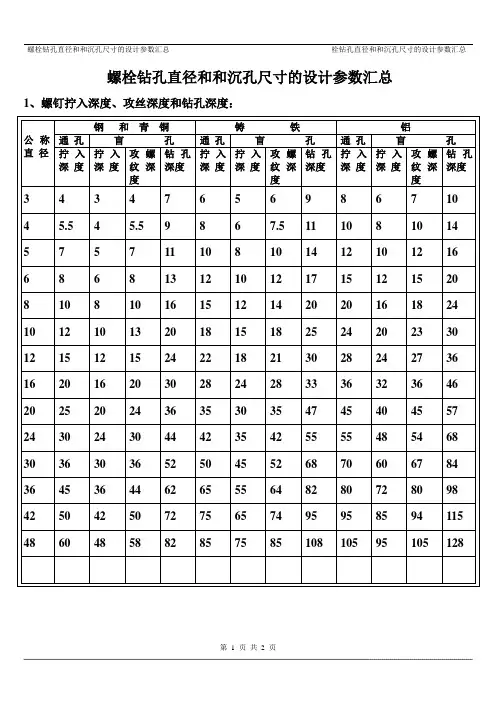
三.规范内容:1、为规范螺钉孔的设计,对螺钉在Presscad中的Screw.dat-记事本的设置进行规范如下:2、内六角圆柱头螺钉及沉孔螺孔尺寸规范如下表:内六角圆柱头螺钉及沉孔螺孔尺寸螺纹公称直径(dM3 M4 M5 M6 M8 M10 M12 M16 M18 M20 M24 M30 M36 螺钉直径(ds 3 4 5 6 8 10 12 16 18 20 24 30 36 螺钉过孔直径(d' 3.5 4.5 5.5 7 9 11 13 18 20 22 26 33 40 螺钉头部直径(dk 5.5 7 8.5 10 13 16 18 24 27 30 36 45 54 螺钉头沉孔直径(D 6.5 8 9.5 11 14 17.5 20 26 29 32 39 48 58 螺钉头部厚度(k 3 4 5 6 8 10 12 16 18 20 24 30 36 最小沉孔深度(H 5 7 8 9 11 13 15 18 20 22 26 35 40 公制粗牙螺纹2.53.34.25.06.8 8.5 10.3 14 15.5 17.5 21 26.5 32底孔直径(d2公制粗牙牙距P 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 3 3.5 4 螺钉最小增加长度G 1 1.5 1.5 2 2 2.5 2.5 2.5 3 3 3 3.5 3.5 备注:①螺钉性能等级采用12.9级,滚花头部;②公制粗牙螺纹底孔直径允许尺寸范围及公差参考JIS B 0209中6H或2级。
③适用于钢制件。
2、螺纹孔的深度LW2.1模板或镶块上的螺钉旋入螺孔的最小深度LW按1.5倍螺纹直径设计,螺钉装配后以不得少于8牙为底线。
胶件螺孔设计尺寸一般要求
单位:mm
补充:
1.所提供的资料是针对自攻螺钉的, 螺钉规格为螺钉大径,快牙为大螺距螺钉.
2.螺孔入口务必加上小导角, 容纳螺丝攻入螺孔时挤出的毛边.
3.螺柱绝多数模具厂都会用套管顶出, 所以内外都不要加拔模斜度.
4.如果螺柱很短(螺牙吃的少)孔径可以稍微减小, 如果不影响外观最好作穿孔.
5.如果螺丝柱很长, 底面又是外观, 孔径可以稍微加大, 然后加长螺丝有效长度来补偿, 以避免外观缩水痕
6.当螺丝比较小时,配合的长度至少要大于螺丝直径的1.5倍,否则容易打滑
7.Boss的设计一般来说, 内径为螺丝牙径*0.8-0.85, Boss壁厚大于1.3mm为宜, 螺丝必须锁入大约5牙才够强度, 而且不费工时, Boss要比螺纹长0.5-1mm, 以存放螺丝进入产生的毛屑.。
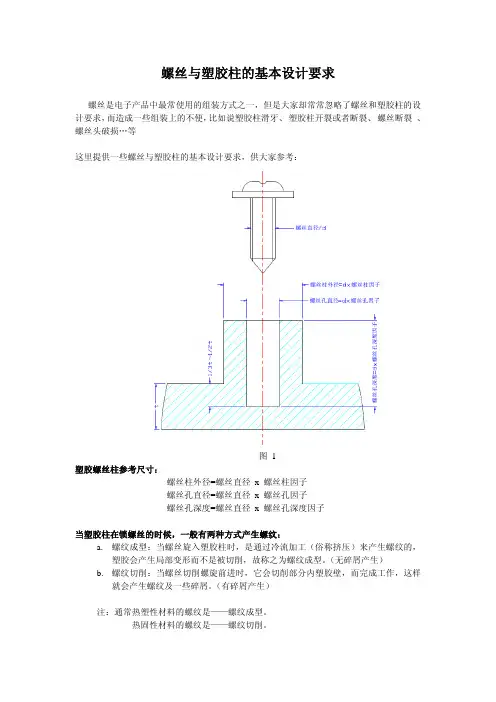
螺丝与塑胶柱的基本设计要求螺丝是电子产品中最常使用的组装方式之一,但是大家却常常忽略了螺丝和塑胶柱的设计要求,而造成一些组装上的不便,比如说塑胶柱滑牙、塑胶柱开裂或者断裂、螺丝断裂 、螺丝头破损…等这里提供一些螺丝与塑胶柱的基本设计要求,供大家参考:图 1塑胶螺丝柱参考尺寸:螺丝柱外径=螺丝直径 x 螺丝柱因子螺丝孔直径=螺丝直径 x 螺丝孔因子螺丝孔深度=螺丝直径 x 螺丝孔深度因子当塑胶柱在锁螺丝的时候,一般有两种方式产生螺纹:a.螺纹成型:当螺丝旋入塑胶柱时,是通过冷流加工(俗称挤压)来产生螺纹的,塑胶会产生局部变形而不是被切削,故称之为螺纹成型。
(无碎屑产生)b.螺纹切削:当螺丝切削螺旋前进时,它会切削部分内塑胶壁,而完成工作,这样就会产生螺纹及一些碎屑。
(有碎屑产生)注:通常热塑性材料的螺纹是——螺纹成型。
热固性材料的螺纹是——螺纹切削。
注意事项:a.螺丝孔的直径必须比螺丝的外圆直径稍微小一些,否则容易滑牙,但也不宜太小,否则不易旋入或开裂。
b.螺丝柱要有足够的壁厚,壁厚太小的话螺丝柱容易开裂,壁厚太大的话就容易产生缩水等不良。
c.螺丝孔的深度需要配合螺丝的直径和螺丝的长度而定,一般以使塑胶件表面不缩水为准,将深度尽可能加深,外观不顶白为宜(其最大深度为壁厚1/3~1/2),螺丝如果锁的不够深,就很容易会被外力拉开或滑牙。
d.注意与螺丝配合的塑胶件材质的选用,塑胶件材质不同将会影响比例因子的选取。
e.尽量不要采用穿板式(螺丝柱之间夹有部件)固定,这样能够增加螺丝的锁入量,使固定性能更好,从而减少塑胶柱出现滑牙等不良现象。
f.当塑胶柱的长度远远长于所用螺丝长度时,螺丝的预留孔要考虑设计一定的拔模斜度。
g.当塑胶柱长度较长时(长度/直径>2),为了加强塑胶柱强度,防止其断掉,就要考虑增加加强筋来提高强度。
表 1 注: Material:塑胶材质Hole Factor:螺丝孔因子Boss Factor:螺丝柱因子Depth Factor:螺丝孔深度因子例如:一条M1.2 x 6.0的螺丝,其规格如下:螺丝头直径:1.90+0/-0.10螺丝外径(d):1.20+/-0.10螺丝长度:6.0+0/-0.3现设计用在508#产品上面,塑胶件材质为ABS,其设计如下:a. 根据表1选出比例因子:螺丝孔因子=0.80螺丝柱因子=2.00螺丝孔深度因子=2.0b. 根据图1,得出:螺丝孔直径=1.2+/-0.10 x 0.80=0.96+/-0.10螺丝柱外径=1.2+/-0.10 x 2.00=2.40+/-0.10螺丝孔深度=1.2+/-0.10 x 2.0=2.40+/-0.10塑胶柱设计的最小尺寸为:螺丝孔直径=0.86~1.06mm ≥ (实际尺寸)螺丝柱外径=2.30~2.50mm ≤ (实际尺寸)螺丝孔深度=2.30~2.50mm ≤ (实际尺寸)图2 实际尺寸结论:1.螺丝孔直径1.00+0.15/-0偏大,应控制在0.86~1.06mm之间,取0.95+/-0.10。

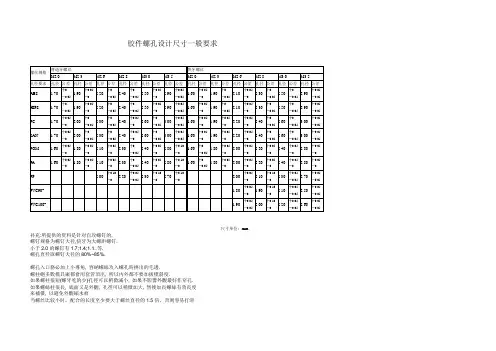
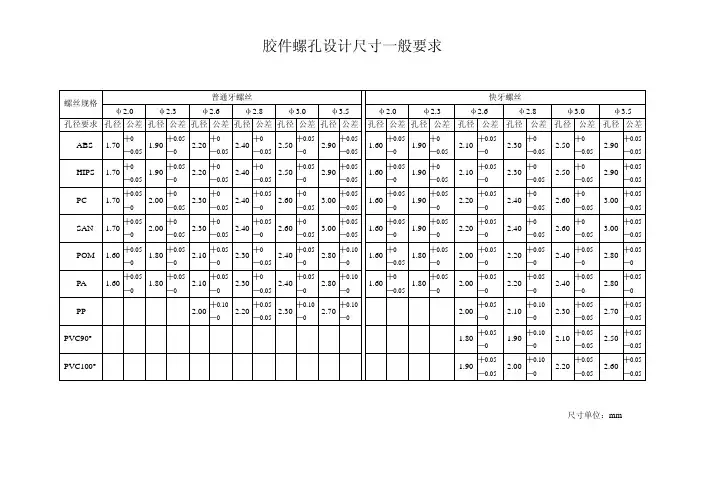
胶件螺孔设计尺寸一般要求螺丝规格φ 2.0φ 2.3普通牙螺丝φ 2.6φ 2.8φ 3.0φ 3.5φ 2.0φ 2.3快牙螺丝φ 2.6φ 2.8φ 3.0φ 3.5孔径要求 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差 孔径 公差ABS┼0┼0.05┼0┼0┼0.05┼0.05┼0.05┼0┼0.05┼0┼0┼0.051.701.902.202.402.502.901.601.902.102.302.502.90─0.05─0─0.05─0.05─0─0.05─0─0.05─0─0.05─0.05─0.05HIPS┼0┼0.05┼0┼0┼0.05┼0.05┼0.05┼0┼0.05┼0┼0┼0.051.701.902.202.402.502.901.601.902.102.302.502.90─0.05─0─0.05─0.05─0─0.05─0─0.05─0─0.05─0.05─0.05┼0.05┼0┼0┼0.05┼0┼0.05┼0.05┼0.05┼0.05┼0┼0┼0.05PC 1.702.002.302.402.603.001.601.902.202.402.603.00─0─0.05─0.05─0─0.05─0.05─0─0─0─0.05─0.05─0.05SAN┼0.05┼0┼0┼0.05┼0┼0.05┼0.05┼0.05┼0.05┼0┼0┼0.051.702.002.302.402.603.001.601.902.202.402.603.00─0─0.05─0.05─0─0.05─0.05─0─0─0─0.05─0.05─0.05POM┼0.05┼0.05┼0.05┼0┼0.05┼0.10┼0┼0.05┼0.05┼0.05┼0.05┼0.051.601.802.102.302.402.801.601.802.002.202.402.80─0─0─0─0.05─0─0─0.05─0─0─0─0─0┼0.05┼0.05┼0.05┼0┼0.05┼0.10┼0┼0.05┼0.05┼0.05┼0.05┼0.05PA 1.601.802.102.302.402.801.601.802.002.202.402.80─0─0─0─0.05─0─0─0.05─0─0─0─0─0┼0.10┼0.05┼0.10┼0.10┼0.05┼0.10┼0.05┼0.05PP2.002.202.302.702.002.102.302.70─0─0.05─0─0─0─0─0.05─0.05PVC90°┼0.05┼0.10┼0.05┼0.051.801.902.102.50─0─0─0.05─0.05PVC100°┼0.05┼0.10┼0.05┼0.051.902.002.202.60─0.05─0─0.05─0.05尺寸单位:mm美文欣赏1、 走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
m8螺孔尺寸标准2篇标题:m8螺孔尺寸标准详解摘要:本文将详细介绍M8螺孔尺寸标准,包括M8螺纹规格和螺纹尺寸的定义、计算和选择等内容,帮助读者更好地了解和应用M8螺孔。
引言:M8螺孔是一种常见的螺钉连接孔,广泛应用于机械、工程、电子设备等领域。
在使用M8螺孔时,了解其尺寸标准非常重要,可以保证螺纹的质量和连接的稳定性。
接下来,我们将详细探讨M8螺孔尺寸标准的相关知识。
一、M8螺纹规格的定义和计算在了解M8螺孔尺寸标准之前,首先要理解M8螺纹规格的定义和计算方法。
M8螺纹是一种公制螺纹,其规格包括直径d、节径d1和螺距p。
1. 直径d:M8螺纹的直径是指螺纹外径的大小,一般用毫米(mm)作为单位进行表示。
2. 节径d1:M8螺纹的节径是指螺纹内径的大小,也是螺纹公差带的上限,一般用毫米(mm)作为单位表示。
3. 螺距p:M8螺纹的螺距是指相邻两个螺纹峰之间的距离,是螺纹的一个重要参数,一般用毫米(mm)作为单位表示。
计算M8螺纹规格时,可以利用螺纹公差数据和公式进行计算,确保螺纹的精度和质量。
具体计算方法可以参考相关标准和手册,并结合实际应用情况进行选择。
二、M8螺孔的尺寸选择M8螺孔的尺寸选择与具体应用有关,需要考虑以下几个因素:1. 载荷:根据实际承载需求选择适当的M8螺孔尺寸,以确保连接的稳定性和安全性。
如果承载的压力较大,则需要选择较大直径和较粗螺距的M8螺孔。
2. 材料:根据板材或连接件的材料选择适当的M8螺孔尺寸,以保证连接的质量和寿命。
如对于硬质材料,可以选择小直径和较细螺距的M8螺孔;对于软质材料,可以选择大直径和较粗螺距的M8螺孔。
3. 空间限制:考虑连接件所处空间的大小和限制,选择适合的M8螺孔尺寸。
如果空间较小,则需要选择较小直径和较细螺距的M8螺孔。
需要注意的是,尺寸选择应遵循相应的标准和规范,比如ISO标准,以确保螺孔的兼容性和互换性。
结论:本文通过对M8螺孔尺寸标准的详细介绍,包括M8螺纹规格的定义和计算,以及M8螺孔尺寸的选择等内容,希望能帮助读者更好地了解和应用M8螺孔,提高螺纹连接的质量和效果。
螺纹孔设计标准螺纹孔是一种机械连接的形式,具有拆装方便、结构牢固的特点,广泛应用于各种机械设备中。
为了保证螺纹孔连接的质量和可靠性,需要制定相应的设计标准,以下是螺纹孔设计标准的详细介绍。
一、螺纹孔基本设计原则1.螺纹孔的形状应符合国家标准,如GB/T 5286-85“普通螺纹孔”、GB/T6175-2000“实心螺栓螺纹孔”等。
2.螺纹孔的尺寸应满足设计要求,包括孔径、螺距、线径、底孔径等参数,其公差应符合国家标准。
3.螺纹孔应合理布局,保证零件的结构强度和刚性,同时也应方便加工和拆卸。
二、螺纹孔的孔径设计1.孔径应根据配合的螺栓规格而定,一般应比螺栓的中径稍大2%左右。
2.孔径的公差应控制在H7~H9范围内,大孔口承受的载荷应小于螺纹孔的承载能力,否则易造成螺纹孔变形、折断。
3.螺纹孔的深度一般应为螺纹长度的1.5~2倍,以免出现过分长的螺纹,造成加工困难和零件的弱点。
1.螺距和线径应根据螺栓尺寸和规格而定,比如M12螺栓的标准螺距为1.75mm,线径为10.956mm,应根据这个标准来设计。
2.线径的公差应控制在0.05~0.1mm之间,不能出现大于标准规定的线径,否则容易导致螺栓松动。
3.螺距应符合国家标准,如GB/T 5286-85规定的螺距公差范围为0.02~0.05mm。
1.底孔的深度一般应是主螺纹孔深度的1/3~1/2,底孔直径应略小于主螺纹孔直径,一般是主螺纹孔直径的0.6~0.8倍。
2.底孔的公差应控制在H7~H9范围内,超过这个范围会导致装配困难或拆卸时损坏螺栓。
3.底孔的倒角半径应大于螺栓的最小半径,以避免损坏螺栓的螺纹,损坏零件的孔壁。
五、螺纹孔的表面处理1.螺纹孔的表面应保持平整,不应出现毛刺、裂纹、凹凸等缺陷。
2.螺纹孔的表面应涂刷耐高温、防腐蚀的涂料,以保证长期使用性能。
3.螺纹孔的表面处理应符合国家标准,如GB/T 1184-1996“机械零件表面粗糙度”等。
以上就是螺纹孔设计标准的详细介绍,要制定科学、合理的螺纹孔设计标准,必须综合考虑零件的工作环境、载荷、加工工艺等多方因素,以确保螺纹孔的连接质量和长期使用性能。
化学螺栓孔洞大小标准
1. 螺栓孔洞直径的尺寸应符合以下标准:
a) 普通螺纹(如UNC和UNF)的标准孔洞尺寸为螺纹内径加0.2mm。
b) 带垫圈(washer)的螺纹孔洞应根据垫圈直径确定,直径应至少比垫圈外径大
0.5mm。
c) 特殊螺纹(如尺寸较大或非标准的螺纹)的孔洞尺寸应根据具体螺纹规范确定。
2. 螺栓孔洞深度的尺寸应满足下列条件之一:
a) 如果孔洞深度需与螺栓完全配合,则深度应等于或略大于螺纹长度加上适当的余量。
b) 如果孔洞通过材料的部分厚度,则孔洞深度应加上材料厚度的两倍。
3. 孔洞壁面粗糙度应遵循下列要求:
a) 针对普通螺纹,孔洞壁面粗糙度不应超过Ra 3.2微米。
4. 对于孔洞的偏心度和轴向度,应满足以下标准:
b) 对于特殊螺纹,孔洞的偏心度应根据具体要求,一般不应超过直径的1.5%。
c) 对于轴向度,孔洞偏离轴线的距离不应超过螺纹深度的5%。
5. 特殊材料和特殊情况下,应根据具体要求和相关标准进行相应的调整和处理。
注意:此处所列为化学螺栓孔洞大小的一般标准,具体应根据相关标准、专业意见和具体应用场景确定。