高强钢焊条选用及说明
- 格式:pdf
- 大小:168.60 KB
- 文档页数:11
常用电焊条的规格型号及用途电焊条,也叫焊条,是一种由焊芯和药皮组成的焊接材料。
电焊条是一种常见的手动电弧焊材料,广泛应用于各种焊接工艺和行业中。
不同规格型号的电焊条具有不同的特性和用途。
在下面我将介绍一些常见的电焊条规格型号及其主要用途。
1.E6013E6013是一种常用的碳钢电焊条,广泛用于一般结构焊接、桥梁建筑、造船、轻型机械制造等行业。
它具有良好的焊接性能和外观效果,易熔开和泼溅少。
这种电焊条适用于交流和直流焊接。
2.E7018E7018是一种碳钢低氢焊条,主要用于焊接高炉钢、核电项目以及用于要求高强度和耐冲击性的结构焊接。
E7018焊条有较高的沉积效率和优秀的焊接性能,能在高效的工作速度下焊接出高质量的焊缝。
3.E6011E6011是一种万能型焊条,适用于焊接各种碳钢结构,包括修补和填充焊接。
这种焊条易熔开,泼溅少,焊接速度快,适用于焊接薄板、角焊等工艺。
4.E308L-16E308L-16是一种不锈钢焊条,适用于焊接18Cr-8Ni不锈钢材料。
这种焊条熔化性好,焊接性能稳定,可以焊接不锈钢制品。
5.E6010E6010是一种适用于直流焊接的钠型钠钼电焊条。
它具有良好的透热性和抗裂性,在高度电离的条件下,提供了可靠的钣金焊接。
6.E7016E7016是一种碳钢低氢电焊条,适用于钢结构、桥梁、压力容器和船舶等重型焊接。
它具有较高的抗冲击性和良好的焊接性能。
7.E6012E6012是一种具有良好适应性的碳钢电焊条,可以在交流和直流环境下使用。
它适用于一般焊接、焊缝填补、阳极体焊接和堆焊。
以上列举的电焊条规格型号只是常见的几种,实际上市场上存在更多种类和规格的电焊条,用于不同的焊接工艺和行业。
选择合适的电焊条要考虑焊接材料的特性、焊接方法和焊接位置等因素,以确保焊接质量和效果。
1.高强度钢HG785用什么焊丝采用富氩CO2气体保护焊进行焊接接头性能试验,武钢推荐焊材是WER80焊丝。
也可以使用市场上的GHS-80。
但也有一些单位使用WER70或GHS-70来焊接。
2.请问在焊接SM490高强钢时,用什么焊条最好?WE600特种合金钢焊条,不过假货比较多,谨防假冒技术参数抗拉强度:125,000 psi (862MPa)屈服强度:90,000 psi (620MPa)延伸率:35%焊后硬度:HRC23 (工作硬化后达到HRC47)电源选择:交直流两用,直流时直流反接3.请教大虾,高强度钢之间使用何种焊接方式及焊接材料,例如:Q620D与Q500D焊接,Q345D和Q420C等。
在线等~不同意楼上说法哦,因为热输入量大小的问题,高强度钢焊接一般不采用氩弧焊和气保护焊,氩弧焊一般只用来打底,否则容易出现未熔合。
一般推荐的是手工电弧焊和埋弧焊。
手工电弧焊可选用相应强度等级的J507,J607,J707等焊条;埋弧焊可选用H08C 焊丝,配用相应焊剂。
高强钢往往用在比较重要的场合,焊接生产前应当进行工艺评定。
4.高强度钢板为什么不能用酸性焊条?如果用了后怎么办,能补救么?一般酸性焊条的冲击韧性没有碱性焊条高(同材质焊条相比,比如:J422和J427)要是奥氏体不锈钢焊条A302也是酸性焊条,那么它就可以焊接45号调质钢,而且无需热处理。
高强度钢堆焊耐腐蚀表面也可以用酸性不锈钢焊条。
关键看用在何处,强度是关键。
选配焊材抗拉强度,冲击韧性都要与母材相近或略高。
5.T700高强钢和Q345(16Mn)用高强焊丝能焊接在一起吗?对焊接强度有影响吗??不是等强度的材料焊接,通常应该按照低强度的材料选取焊材。
但是,国产用于Q345的焊材是ER50-6级别的焊丝。
采取气体保护焊工艺。
而国产这个级别的焊丝成分不均匀的现象时有发生。
由此而引起零散气孔,为了保证质量,采用欧洲进口的焊丝比较保险。
6.钢板q390b用什么焊接材料15MnV15MnV Cu16MnNb都是屈服点强度390MPa的低合金高强度钢。
电焊条规格型号及用途电焊条是一种焊接材料,具有导电性和可熔性,用于在焊接过程中提供焊接接头所需的熔化金属。
电焊条的规格型号和用途因不同的焊接需求而有所不同。
下面将详细介绍几种常见的电焊条规格型号及其用途。
1.碳钢焊条碳钢焊条适用于焊接碳素结构钢,如普通碳钢、低合金高强度钢和高合金钢等。
它们可用于焊接各种构件,如造船、桥梁、大型容器、机械设备以及汽车等。
2.不锈钢焊条不锈钢焊条适用于焊接不锈钢材料,如不锈钢板、不锈钢管、不锈钢件等。
它们广泛用于制造化学容器、食品设备、医疗设备、船舶建造等领域。
3.铝焊条铝焊条适用于焊接铝合金材料,如铝板、铝管、铝型材等。
它们被广泛用于汽车、航空航天、铁路交通、军事、电子设备等领域。
4.焊接钢结构用焊条焊接钢结构用焊条适用于焊接大型钢结构,如桥梁、楼房等。
它们具有高强度、高熔化率和较低的氢含量,能够满足大型钢结构的施工需求。
5.焊接高温合金用焊条焊接高温合金用焊条适用于焊接高温合金材料,如高温钢和镍基合金等。
这些材料在高温环境下具有良好的抗氧化性能,因此它们广泛应用于航空航天、石油化工、能源等领域。
6.焊接抗应力腐蚀合金用焊条焊接抗应力腐蚀合金用焊条适用于焊接抗应力腐蚀合金材料,如钛合金、钼合金和锆合金等。
这些焊条具有良好的抗应力腐蚀性能,因此被广泛应用于海洋工程、化工设备、核能和航天航空等领域。
除了上述几种常见的电焊条规格型号及其用途外,还有许多其他类型的电焊条适用于特殊的焊接需求。
例如,硬面焊条适用于修复和保护机械设备的工作表面;铸铁焊条适用于焊接铸铁材料等。
总之,电焊条的规格型号和用途繁多,根据不同的焊接需求选择合适的电焊条非常重要。
根据焊接材料的种类、焊接工艺的要求和焊接材料的性能特点,选择合适的电焊条可以提高焊接质量和效率,确保焊接接头的牢固性和耐久性。
钢材材质及焊条选用
《碳素结构钢》(GB700-88)
《低合金高强度结构钢》(GB/T1591)
《碳钢焊条》(GB/T5117)
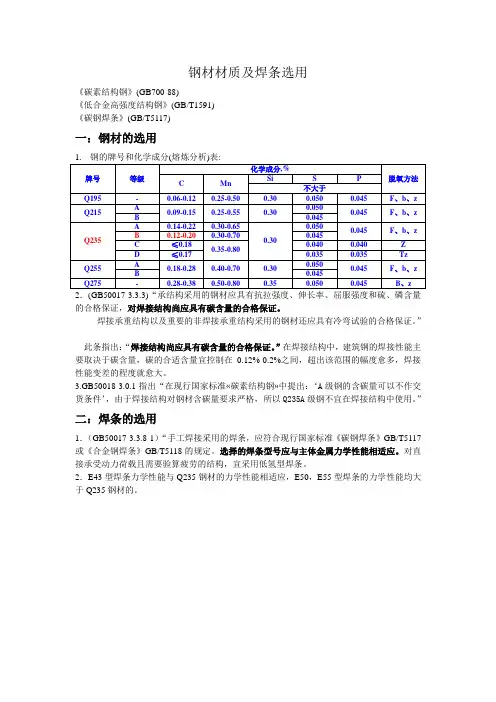
一:钢材的选用
的合格保证,对焊接结构尚应具有碳含量的合格保证。
焊接承重结构以及重要的非焊接承重结构采用的钢材还应具有冷弯试验的合格保证。
”
此条指出:“焊接结构尚应具有碳含量的合格保证。
”在焊接结构中,建筑钢的焊接性能主要取决于碳含量,碳的合适含量宜控制在0.12%-0.2%之间,超出该范围的幅度愈多,焊接性能变差的程度就愈大。
3.GB50018-3.0.1指出“在现行国家标准«碳素结构钢»中提出:‘A级钢的含碳量可以不作交货条件’,由于焊接结构对钢材含碳量要求严格,所以Q235A级钢不宜在焊接结构中使用。
”
二:焊条的选用
1.(GB50017-3.3.8-1)“手工焊接采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117或《合金钢焊条》GB/T5118的规定。
选择的焊条型号应与主体金属力学性能相适应。
对直接承受动力荷载且需要验算疲劳的结构,宜采用低氢型焊条。
2.E43型焊条力学性能与Q235钢材的力学性能相适应,E50,E55型焊条的力学性能均大于Q235钢材的。
不锈钢焊条选用标准不锈钢焊条是一种用于不锈钢焊接的焊接材料,选择合适的不锈钢焊条对于焊接质量至关重要。
在选择不锈钢焊条时,需要考虑多种因素,包括焊接材料的成分、焊接工艺要求、焊接环境等。
本文将从不锈钢焊条的选择标准、性能要求、应用范围等方面进行详细介绍。
首先,不锈钢焊条的选择标准主要包括以下几点:1. 材料成分,不锈钢焊条的选择应根据焊接材料的成分来确定,通常根据不锈钢的牌号和化学成分来选择相应的焊条,以保证焊接接头的化学成分与母材相匹配。
2. 焊接工艺要求,不同的焊接工艺对焊条的选择也有一定的要求,例如手工电弧焊、气体保护焊、激光焊等,需要选择适合相应工艺的焊条。
3. 焊接环境,焊接环境的温度、湿度、气氛等因素也会影响焊条的选择,需要根据具体的焊接环境来确定合适的焊条。
其次,不锈钢焊条的性能要求是选择的重要考量因素之一:1. 焊接性能,焊条的焊接性能包括焊缝成形、焊接速度、热裂敏感性等,需要根据具体的焊接要求来选择合适的焊条。
2. 化学成分,焊条的化学成分需要与母材相匹配,以保证焊接接头的化学成分和性能符合要求。
3. 机械性能,焊接接头的机械性能包括强度、韧性、冲击性等,需要根据具体的使用要求来选择合适的焊条。
最后,不锈钢焊条的应用范围也是选择的重要考虑因素之一:1. 不同牌号的不锈钢焊条适用于不同的不锈钢材料,需要根据具体的材料要求来选择合适的焊条。
2. 不同的焊接工艺和环境也会影响焊条的选择,需要根据具体的工艺要求和环境条件来确定合适的焊条。
3. 不同的应用领域对焊接接头的性能要求也不同,需要根据具体的使用要求来选择合适的焊条。
综上所述,选择合适的不锈钢焊条需要考虑材料成分、焊接工艺要求、焊接环境、性能要求和应用范围等多个因素。
只有综合考虑这些因素,才能选择出最适合的不锈钢焊条,从而保证焊接接头的质量和性能。
希望本文的介绍能够帮助您更好地选择合适的不锈钢焊条,提高焊接质量和效率。
焊条型号用途对照表焊条是一种常见的焊接材料,具有广泛的用途。
根据不同的焊接需求,有各种不同型号的焊条可供选择。
下面是一份焊条型号与用途对照表,可以提供一些参考。
1.E6010:此型号焊条属于碱性焊条,具有良好的焊接性能和抗飞溅能力。
适用于焊接石油、天然气管道、压力容器等高要求的工程结构。
2.E6011:此型号焊条也属于碱性焊条,具有良好的焊接性能和高强度。
适用于焊接结构钢、汽车制造、建筑工程等领域。
3.E6013:此型号焊条是一种全能焊条,具有良好的焊接性能和操作性能。
适用于焊接车辆、船舶、容器等低碳钢结构。
4.E7016:此型号焊条是一种低氢焊条,具有良好的焊接性能和抗裂性能。
适用于焊接高强度结构钢、船体、桥梁等。
5.E7018:此型号焊条也是一种低氢焊条,具有良好的焊接性能和抗脆性能。
适用于焊接钢结构、压力容器、海洋平台等。
6.E7024:此型号焊条是一种镍铁焊条,具有良好的焊接性能和抗腐蚀性能。
适用于焊接铸铁、镍合金等。
7.E308L:此型号焊条是一种不锈钢焊条,具有良好的焊接性能和抗腐蚀性能。
适用于焊接不锈钢结构、食品设备等。
8.E309L:此型号焊条是一种低碳铬镍焊条,具有良好的焊接性能和高温抗氧化性能。
适用于焊接不锈钢和高温设备。
9.E6016:此型号焊条是一种特种焊条,具有良好的焊接性能和脆性能。
适用于焊接冷轧钢、低合金钢等。
10.E6019:此型号焊条是一种高效焊条,具有快速焊接速度和高强度。
适用于焊接高碳钢、高强度结构等。
上述提到的焊条型号和用途只是一部分,真正适用于不同工程的万千焊条类型数量更多。
因此,在选择焊条时,需要根据具体的焊接要求、材料和环境条件来选择最适合的焊条类型。
有时候,还需要结合焊接工艺和经验来做出最佳选择。
常用电焊条规格型号及用途
电焊条是一种常见的焊接材料,用于焊接金属材料。
根据不同的用途
和焊接材料,电焊条有多种规格型号。
本文将介绍常用的几种电焊条规格
型号及其用途。
1.E6010电焊条
E6010电焊条是一种碱性电焊条,适用于焊接低碳钢和轻质结构钢。
它具有良好的焊接性能,可用于焊接钢结构、管道和常见的金属构件。
它
适用于焊接位置要求较高的情况,如横焊、竖焊和天花板焊接。
2.E7018电焊条
E7018电焊条是一种碱性电焊条,适用于焊接低碳钢和轻质结构钢。
它具有良好的焊接性能和机械性能,焊缝质量较高。
它适用于焊接重型结
构和高强度钢材,如大型建筑、船舶和桥梁。
3.E308L电焊条
E308L电焊条是一种不锈钢焊接电焊条,适用于不锈钢材料的焊接。
它具有良好的耐蚀性和耐热性,焊缝质量较高。
它适用于焊接不锈钢家具、锅炉和化工设备。
4.E4043电焊条
E4043电焊条是一种铝焊接电焊条,适用于铝合金材料的焊接。
它具
有良好的电导性和耐蚀性,焊缝质量较高。
它适用于焊接铝合金板、汽车
车身和航空器。
5.E6013电焊条
E6013电焊条是一种钠钾型电焊条,适用于焊接普通钢材。
它具有良好的焊接性能和操作性,焊缝质量较高。
它适用于焊接农具、轻型结构和维修焊接。
总结:以上是常用的几种电焊条规格型号及其用途。
选择合适的电焊条需要考虑焊接材料、焊接条件和焊接要求等因素。
根据具体情况选择合适的电焊条,可以提高焊接质量和效率。
焊条的分类、选用及使用管理措施一、焊条的分类1、按焊条的用途分类(1)碳钢焊条主要用于强度等级较低的低碳钢和低合金钢的焊接。
(2)低合金钢焊条主要用于低合金高强度钢、含合金元素较低的钼和钴钼耐热钢及低温钢的焊接。
(3)不锈钢焊条主要用于含合金元素较高的钼耐热钢和钴钼耐热钢及各类不锈钢的焊接。
(4)堆焊焊条用于金属表层的堆焊,其熔敷金属在常温或高温中具有较好的耐磨性和耐蚀性。
(5)铸铁焊条专用于铸铁的焊接和补焊。
(6)镍和镍合金焊条用于镍及镍合金的焊接、补焊或堆焊。
(7)铜及铜合金焊条用于铜及铜合金的焊接、补焊或堆焊,也可以用于某些铸铁的补焊或异种金属的焊接。
(8)铝及铝合金焊条用于铝及铝合金的焊接、补焊或堆焊。
(9)特殊用途焊条用于在水下进行焊接、切割和管焊接等。
2、按焊条药皮熔化后的熔渣特性分类焊接过程中,焊条药皮熔化后,按所形成熔渣呈现酸性或碱性,把焊条分为碱性焊条(熔渣碱度≥1.5)和酸性焊条(熔渣碱度≤1.5)两大类。
酸性焊条和碱性焊条的工艺性能与焊缝金属性能的比较见下表。
酸性焊条和碱性焊条的工艺性能与焊缝金属性能比较酸性焊条不适宜焊接合金元素较多的材料。
碱性焊条的塑性、韧性和抗裂性均好于酸性焊条,故在重要构件的焊接中一般采用碱性焊条。
二、对焊条的要求与选用原则1、对焊条的基本要求焊条在焊接过程中应具有良好的工艺性能和保证焊后焊缝金属具有所需的力学性能、化学成分或特殊性能。
为此,对焊条提出如下要求:(1)电弧应容易引燃,在焊接过程中电弧燃烧平稳,再引弧容易。
(2)药皮应均匀熔化,无成块脱落现象。
药皮的熔化速度应稍慢于焊芯的熔化速度,使焊条熔化端部能形成喇叭形套筒,有利于金属熔滴过渡和造成保护气氛。
(3)在焊接过程中,不应有过多的烟雾或过大、过多的飞溅。
(4)保证熔敷金属具有一定的抗裂性、所需的力学性能和化学成分。
(5)保证焊缝成形正常,焊渣清除容易。
(6)焊缝射线探伤应不低于GB/T3323—2005《金属熔化焊焊接接头射线照相》所规定的Ⅱ级标准。
高强钢焊条规定1范围本标准规定了高强钢焊条型号、技术要求、试验方法、检验规则、包装、标志及质量证明。
本标准适用于焊条电弧焊焊接用高强钢焊条,其熔敷金属抗拉强度不小于590MPa。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2650 焊接接头冲击试验方法(GB/T 2650-2008,ISO 9016:2001,IDT)GB/T 2652 焊缝及熔敷金属拉伸试验方法(GB/T 2652-2008,ISO 5178:2001,IDT)GB/T 3323 金属熔化焊焊接接头射线照相GB/T 3965 熔敷金属中扩散氢测定方法(GB/T 3965-2012,ISO 3690:2000,MOD)GB/T 16672 焊缝工作位置倾角和转角的定义(GB/T 16672-1996,ISO 6947:1993,IDT)GB/T 25774.1焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验(GB/T 25774.1-2010,ISO 15792-1:2000,MOD)GB/T 25774.3 焊接材料的检验第3部分:T型接头角焊缝试样的制备及检验(GB/T 25774.3-2010,ISO 15792-3:2000,IDT)GB/T 25775 焊接材料供货技术条件产品类型、尺寸、公差和标志(GB/T 25775-2010,ISO 544:2003,MOD)GB/T 25777 焊接材料熔敷金属化学分析试样制备方法(GB/T 25777-2010,ISO 6847:2000,IDT)GB/T 25778 焊接材料采购指南(GB/T 25778-2010,ISO 14344:2010,MOD)3型号3.1 型号划分焊条型号按熔敷金属力学性能、药皮类型、熔敷金属化学成分和焊后状态等进行划分。
焊接不同金属材料时焊条型号选择方法,好好收藏了相信各位焊友们都知道焊条是电焊工焊接时候必须要用到的,焊钳接上焊条就可以往工件上去开始工作。
然而,焊友们都知道你的焊条型号吗?焊条的使用是很有讲究的,用错了材料的焊条由于不能保证焊接强度,一定要打磨开重新焊。
如果是大型的就不好了,焊接的地方会裂开,严重的可能造成生命财产安全事故。
所以,我们需要了解~电焊条是怎么组成的?焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
焊条中被药皮包覆的金属芯称为焊芯。
焊芯一般是一根具有一定长度及直径的钢丝。
【焊芯有两个作用】一、传导焊接电流,产生电弧把电能转换成热能。
二、焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。
焊条焊接时,焊芯金属占整个焊缝金属的一部分。
所以焊芯的化学成分,直接影响焊缝的质量。
因此,作为焊条芯用的钢丝都单独规定了它的牌号与成分。
如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。
焊条药皮是指涂在焊芯表面的涂料层。
药皮在焊接过程中分解熔化后形成气体和熔渣,起到机械保护、冶金处理、改善工艺性能的作用。
药皮的组成物有:矿物类(如大理石、氟石等)、铁合金和金属粉类(如锰铁、钛铁等)、有机物类(如木粉、淀粉等)、化工产品类(如钛白粉、水玻璃等)。
焊条药皮是决定焊缝质量的重要因素。
【在焊接过程中的作用】一、提高电弧燃烧的稳定性无药皮的光焊条不容易引燃电弧。
即使引燃了也不能稳定地燃烧。
二、保护焊接熔池焊接过程中,空气中的氧、氮及水蒸气浸入焊缝,会给焊缝带来不利的影响。
不仅形成气孔,而且还会降低焊缝的机械性能,甚至导致裂纹。
而焊条药皮熔化后,产生的大量气体笼罩着电弧和熔池,会减少熔化的金属和空气的相互作用。
焊缝冷却时,熔化后的药皮形成一层熔渣,覆盖在焊缝表面,保护焊缝金属并使之缓慢冷却、减少产生气孔的可能性。
三、保证焊缝脱氧、去硫磷杂质焊接过程中虽然进行了保护,但仍难免有少量氧进入熔池,使金属及合金元素氧化,烧损合金元素,降低焊缝质量。
各种常见钢材的焊接焊条及焊接工艺选用一览表以下是一些常见钢材的焊接焊条及焊接工艺选用的一览表:1. 碳钢(Carbon Steel):-焊接焊条:ER70S-6、E6010、E7018-焊接工艺选用:-熔化极气体保护焊(MIG):适用于焊接较薄的碳钢板和管材-碳弧气保护焊(GMAW):适用于焊接较大厚度的碳钢结构-气体保护电弧焊(GMAW):适用于焊接较大厚度的碳钢结构-矩阵式电弧焊(SMAW):适用于焊接碳钢构件,可以在各种位置进行焊接2. 不锈钢(Stainless Steel):-焊接焊条:ER308L、ER309L、ER316L-焊接工艺选用:-氩弧焊(GTAW):适用于焊接不锈钢板和管材,提供较高的焊缝质量-通用电弧焊(SMAW):适用于焊接不锈钢构件,可以在多种位置进行焊接-碳弧气保护焊(GMAW):适用于焊接较大厚度的不锈钢结构3. 高强度低合金钢(High Strength Low Alloy Steel):-焊接工艺选用:-通用电弧焊(SMAW):适用于焊接高强度低合金钢构件,可以在多种位置进行焊接-高频电弧焊(GMAW):适用于焊接厚度较小的高强度低合金钢结构-熔化极气体保护焊(MIG):适用于焊接较薄的高强度低合金钢板和管材4. 铸铁(Cast Iron):-焊接焊条:ENi-CI、EZNi-CI、EFCNi-A1-焊接工艺选用:-碳弧气保护焊(GMAW):适用于修复和连接铸铁构件,提供较高的焊缝质量-高频电弧焊(GMAW):适用于焊接铸铁构件,提供良好的熔合性和机械性能以上只是一些常见钢材的焊接焊条及焊接工艺的选用一览表,实际选择应根据具体的钢材类型、应用要求和焊接条件进行评估和选择。
焊接操作前需对材料进行处理,并严格遵循相关安全规范和操作规程。
焊条型号、分类及选用原则目录一、焊条型号 (2)二、焊条种类 (2)三、选用焊条的基本原则 (2)四、异种钢焊接时焊条选用要点 (3)焊条是两块金属相连接用的一种材料(焊条就是涂有药皮的供电弧焊使用的熔化电极。
它是由药皮和焊芯两部分组成)。
焊接特点:焊口强度必须高于原材料(专业叫母材)。
一、焊条型号一般我们看到的焊条包装上名称为厂标如:TH J 42 6┬┬┬┬│││└第三位数字“2”表示药皮类型为钛钙型,直流或交流电源。
││└─表示两位数字表示熔敷金属抗拉强度的最低值为42kgf/mm2(412MPa),熔敷││金属屈服强度的最低值为43kgf/mm2(430MPa)。
│└──表示结构钢焊条。
└────表示天津大桥焊材集团有限公司的厂家牌号。
按照国标GB/T5117—95,它应符合E4303型焊条要求。
国标焊条型号编制方法如下:E 43 0 3┬┬┬┬│││└表示焊条药皮为低氢钠型,采用直流反接焊接。
││└─表示焊条适用于全位置焊接。
│└──表示熔敷金属抗拉强度的最小值。
└────表示焊条。
二、焊条种类(l)按焊条的用途分:l)低碳钢和低合金高强度钢焊条(简称结构钢焊条)。
2)不锈钢焊条。
3)堆焊焊条。
4)低温钢焊条。
5)铸铁焊条。
6)镍及镍合金焊条。
7)铜及铜合金焊条。
8)铝及铝合金焊条。
(2)按焊条药皮熔化后的熔渣特性分:l)酸性焊条。
一般用于焊接低碳钢和不太重要的钢结构。
2)碱性焊条。
碱性熔渣的脱氧较完全,又能有效地消除焊缝金属中的硫,合金元素烧损少,所以焊缝金属的机械性能和抗裂性均较好,可用于合金钢和重要碳钢结构的焊接。
三、选用焊条的基本原则1)等强度原则一般用于焊接低碳钢和低合金钢。
对于承受静载或一般载荷的工件或结构,通常选用抗拉强度与母材相等的焊条,这就是等强度原则。
例如焊接20,Q235等低碳钢或抗拉强度在400MPa 左右的钢就可以选用E43系列焊条。
而焊16Mn,16Mng等抗拉强度在500MPa范围的钢,选用E50系列焊条就行了。