灰铁配料计算表
- 格式:xls
- 大小:33.00 KB
- 文档页数:3
中频炉配料的原则和方案及其质量控制注意事项(供技术部学习参考)热炉每次加料前,要了解炉内所剩铁水多少,原则上所剩铁水不得超过1000㎏,否则,有可能造成炉子铁水过满,这一点很重要.若剩铁水太多,应调整炉料配料的总重量.在铁水材质变更交替时,要把炉子倒空,特别是由灰铸铁转为生产球铁时要尽可能把铁水倒尽.工艺员在配料之前,要根据产品品种和质量要求,设计好铁水的化学成分的控制范围.工艺员每次下达配料工艺配方之前,要对炉料的各个来源和化学成分等要了解清楚.对于代用材料要按有关制度下达临时工艺.一,灰铸铁(HT250)的配料的原则:1,要将灰铸铁的回炉料全部用完,(含加工铁屑)2,要把球铁配料用剩下的球铁回炉料和加工铁屑用完;3,要用Cr钢来调整铁水的Cr,.基本上要做到灰铸铁铁水中少加和不加铬铁合金,要注意废钢的Cr的变化. 4,生铁要用Z18生铁(或Z22生铁)(含S稍高些为好),选用荷泽生产的Z18,Z22生铁.不选用Q12.Q10生铁.但要注意铁水P的变化.5,增碳剂要用含S 0.5%的,不用含S 0.05%的.增碳剂.(增碳剂要用经过高温石墨化处理的增碳剂.)增碳剂一般加在炉子的中下部.用在调整铁水成分时,搅拌时间不要过长.6,每次配料一般按6吨炉料配料,(若炉内铁水过多时,应将总配料量控制在5~5.5吨).加上炉内所剩铁水不应超过6.5吨铁水(在炉子运行的后期,炉膛尺寸大时,也可由炉工根据炉子的具体情况自行决定)7,炉膛尺寸大时,炉子装铁水过多时,最简单的办法是加清洁的灰铸铁回炉铁来增加铁水量.8,在同时需要调整成分C和Si时,而炉子也还需要增加铁水量时,也可用球铁废件来调整.二,球铁QT450-10的配料原则:1,以球铁生铁(Q12或Q!0)为主进行配料.少用废钢加增碳剂的生产工艺.若用增碳剂,增碳剂应为含S<0.05%,在使用废钢时,要用普通碳素钢,不得使用合金钢等.在铁素体球铁生产中,要求原材料应遵循一高(高C)三低(低S,P,低Mn,低合金)的原则.2,在配料时,要把C往上限配料.3,球铁配料时,要计算好Si量,(Si应严格控制在工艺的中限为好),用球铁回炉料来调整Si,不要用硅铁来调Si.(因75%Si-Fe的价格要贵.)4,在球化后的铁水(包括球化不良)返回中频炉中后,要注意炉内铁水成分的变化(特别是Si)5,炉膛尺寸大时,炉子装铁水过多时,不能用加球铁回炉铁来增加铁水量.而要按工艺配方来增加总的配料量.三,中频炉灰铸铁HT250金属材料配比灰铸铁HT250配料按:废钢15%,生铁50%,废铸件回炉料(含铁屑)35%,进行配比.以上比例只供工艺员配料时参考.具体配方由工艺员根据具体情况自行设计和调整配料方案HT250铁水工艺配方:(每炉按6吨计算)四,中频炉球铁QT450-10金属材料配比方案一,球铁QT450-10金属材料配比按生铁65%,回炉料15%,废钢20%.在配料时一定要注意不要把Si 配得太高.否则很难调整成分.QT450-10铁水工艺配方:(每炉按6吨计算)(方案一)方案二,球铁QT450-10金属材料配比按生铁70%,回炉料15%,废钢15%.在配料时一定要注意不要把Si 配得太高.否则很难调整成分.方案二的配方更经济些.QT450-10铁水工艺配方:(每炉按6吨计算)(方案二)五, 使用废钢代生铁的成本计算,普通碳钢与生铁的比较:生铁Q12,Z18的C为4.15% 废钢的含C为0.2%以下,相差4%的C, 增碳剂按2900元/T,在C元素上,用废钢要多花,2900×4%-2350×4%=22元(若增碳剂按4000元/T,在C元素上,用废钢要多花,4000×4%-2350×4%=66元)生铁Q12含Si 1.2% 而废钢含Si 0.2% 相差1%的Si 75%Si-Fe的价格为5300元/T1%的Si要75% Si-Fe 1.3% 5300×1.3%-2350×1.3%=38.35元生铁Z18含Si 1.8% , 而废钢含Si 0.2 %, 相差1.6%的Si 1.6%的Si要75% Si-Fe 2.13% 75%Si-Fe 的价格为5300元/T, 5300×2.13%-2350×2.13%=62.84元 .Mn不进行计算.废钢要比生铁多花:与Q12生铁比::22+38.35=60.35元(用于球铁)与Z18生铁比: 22+62.84=84.84元(用于灰铁)用废钢要多花电20Kwh/T 0.55×20=11元以上三项:普通废钢代Q12生产球铁在价格相同时要多花: 22+39.82+11=71.35元普通废钢代Z18生产灰铁在价格相同时要多花: 22+62.84+11=95.84元但是,生产中又必须加一定的废钢,其目的有两点:1,调整成分用.(主要是调整铁水中C量符合工艺要求.)2,保证产品质量的要求,通过加一定的废钢可以改善铁水的材质性能,减少生铁的遗传有害作用等所以,加入一定的废钢是必须的.加入合金废钢即可以起到加废钢降C的作用,又可以利用废钢中的合金来补充铁水中合金量,这样一来,不用加合金或少加合金.下面将介绍Cr钢和Mn钢的价值.Cr钢的价值:与生铁Q12相比:Cr钢含Cr 1.1% 含Mn 0.88%Q12 生铁含Cr 0.014% 含Mn 0.065%两项相比:Cr 1.086% Mn 0.815%每吨铬钢含Cr相当于要加铬铁(含Cr 80%) 1吨× 1.086%-80%x=0x=1吨×1.086%/80%=0.0136吨8800元×0.0136=119.68元每吨Cr钢含Mn相当于要加锰铁(含Mn 65%) 1吨× 0.815%-65%x=0x=1吨×0.815%/65%=0.0125吨5300元×0.0125=66.25元两项相加: 119.68+66.25=185.93元减去2%的铁,按每吨铸铁为2350元/T2350×2%=47元185.93-47=138.93元Mn钢的价值与生铁Q12相比Mn钢含Mn: 1.369 Cr 0.028Q12 生铁含Cr 0.014% 含Mn 0.065%每吨锰钢含Mn相当于要加锰铁(含Mn 65%) 1吨× (1.369%-0.065%)-65%x=0x=1吨×1.304%/65%=0.02吨5300元×0.02=106元每吨锰钢含Cr相当于要加铬铁(含Cr 80%) 1吨× (0.028%-0.014%)-80%x=0x=1吨×0.014%/80%=0.000175吨8800×0.000175=1.54元减去1.3%的铁按每吨铸铁为2350元/T2350×1.3%=30.55元106+1.54-30.55=76.99元若考虑完全增碳到4.15%则:Cr钢的价值:138.93-95.84=43.09元Mn钢的价值:76.99-95.84=-18.85元从以上分析,用Cr钢的价值:43.09元;Mn钢的价值:-18.85元 Cr钢的价值要高于Mn钢.但实际上是用废钢来降碳,也是用废钢来降Si,(才能使用球铁的回炉料),因此也可不考虑Si元素,不用考虑C元素,这样一来,其经济价值要更大些.以上分析均建立在生铁和废钢价格相同的基础上进行计算的而实际上生铁与废钢的价格差:生铁Q12(含税,含运费) (山西) 2350元/T (不含17%税的价为1950元)生铁Q12(含税,含运费) (林州)) 2450元/T (不含17%税的价为2033元)生铁Z18(含税,含运费) (山西) 2400元/T (不含17%税的价为1992元)生铁Z18(含税,含运费) (荷泽) 1995元/T (返税10%后的价为1799元)废钢(不含税含运费) 2150元/T (返税10%后的价为1935元)生产球铁时,用普通碳钢(废钢)代Q12生铁,按废钢可返税10%计算,72.82-(1950-1935)=57.82元用普通碳钢(废钢)代Q12生铁生产球铁成本要增加成本57.82元.生产灰铁时,用废钢(Cr钢)代Z18生产灰铁,按废钢可返税10%计算,138.93-95.84-(1935-1992)=100.09元用废钢(Cr钢)代Z18(山西)生产灰铁可降低成本100元138.93-95.84-(1935-1799)=-92.91元用废钢(Cr钢)代Z18(荷泽)生产灰铁提高成本92..91元生产灰铁时,用废钢(Mn钢)代Z18生产灰铁,按废钢可返税10%计算,76.99-95.84-(1935-1992)=38.15元用废钢(Mn钢)代Z18(山西)生产灰铁可降低成本38.15元76.99-95.84-(1935-1799)=154.85元用废钢(Mn钢)代Z18(荷泽)生产灰铁提高成本154.85元生产灰铁时,用普通废钢(普通碳钢)代Z18(山西)生产灰铁,按废钢可返税10%计算,95.84-(1935-1950)=80.84元用普通废钢(普通碳钢)代Z18生产灰铁将提高成本80.84元生产灰铁时,用普通废钢(普通碳钢)代Z18(荷泽)生产灰铁,按废钢可返税10%计算,95.84-(1935-1799)=231.84元用普通废钢(普通碳钢)代Z18(荷泽)生产灰铁将提高成本231.84元废钢和生铁Q12(山西)的采购价相当. 废钢比生铁Z18(山西)的采购价便宜.比Z18(荷泽)要贵.结论:从计算看:1,生产球铁用废钢代生铁加增碳剂的工艺从经济上算是是不合算的3,生产灰铁用废钢降C,采用Cr钢代替普通C钢生产灰铸铁是合算的(但加入的比例受Cr,Mn的上限限制). 4,以上计算是按废钢返税10%来计算的. Z18(荷泽) 生铁也是按废钢返税10%来计算的,其它生铁是按不含17%税的价计算的.六,实际生产中一些应注意的工艺质量问题:1,灰铸铁重型车制动鼓在生产中C元素不能太低,一般应在3.4%以上.这是产品在使用中要散热的要求,因为,片状石墨是良好的导热材料.2,在熔化过程中,由于加入大量的生铁,熔化温度应达到1500℃±10℃,这有利于生铁中的石墨重溶和消除杂质的有害影响. 当出炉温度要求低时,可加入废铸件来降低温度满足出炉要求.3, 灰铸铁出炉温度按1420℃±20℃控制;球铁(由于要球化处理和倒包)出炉温度应控制在1500±10℃. 4,球化剂的加入要严格按工艺要求操作,当铁水含S量<0.02%以下时,加入量按1.3~1.35%严格控制,铁水加入量严格按吊秤称量.5,球铁生产采用三次孕育,一次是作为球化剂的覆盖剂压在球化剂上,二次是铁水倒包时加在浇注包中, (二次倒包用孕育剂为Si-Ba-Ca孕育剂),三次是在浇注时随流孕育..6,球铁浇注时每包最后一箱取快速金相试样,若球化不良,应立即通知落砂时分件.7,铸件的附体试块应按工艺要求进行金相检验并做好记录.8,在铸件清理中,若发现铸件的敲击声音异常,应立即通知技术部和质控部处理.2006-10-29附:金属原材料的化学成分参考值。

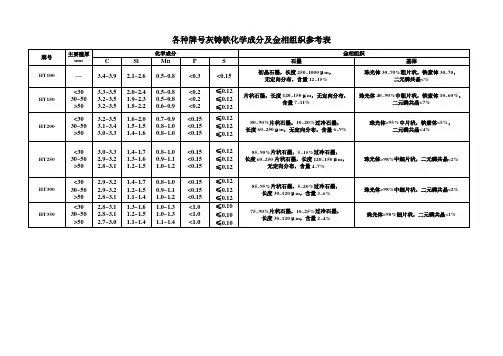
铸铁件配料方法,及锰铁铬铁加入量配比HT250是珠光体灰铸铁。
化学成分:碳C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.04硫S :0.094~0.125磷P :0.120~0.170根据化学成分考虑原料的成分及烧损就可以知道配料了影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁水过热温度等,在这几个因素中,化学成分含量的高低对铸件物理性能的影响相对更大些,而且是第一因素。
所以在生产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在生产实践中,作为冶炼技术人员和炉工来说,配料和调料应该是熟练掌握的一般性技术问题。
但是对予刚毕业的学生和大多数炉工来说,欲能系统、灵活的掌握,也确非易事。
要想控制铸件的化学成分与配料,必须事先了解以下几下问题:1、铸件的目标化学成分。
2、库存各种金属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料方法。
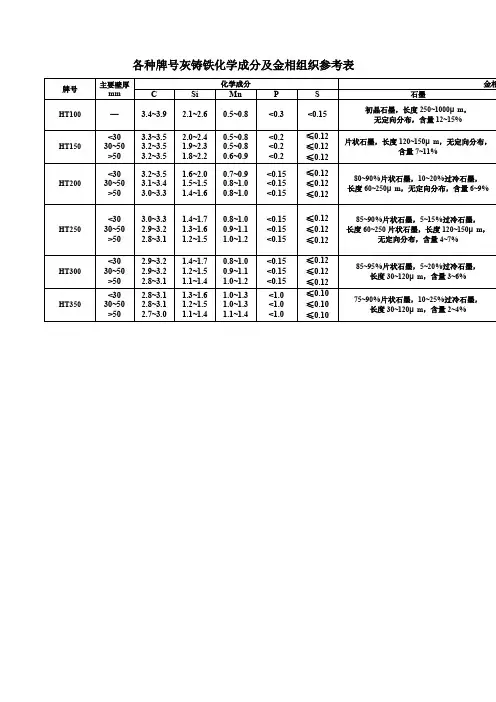
一、目标化学成分现在大部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造手册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更高的要求,科研单位也不断研究出新材质而取代旧材质,例如某水泥研究设计院研究的“中碳多元合金钢”,成功的代替了原需进口的球磨机衬板,代替了高锰钢,用该材质生产直径φ2.4甚至直径φ4.2的中大型球磨机衬板上,降低了生产成本,取得了良好的经济效益。
另外,如某厂生产出口国外石油钻井用的泥浆泵高铬双金属缸套及采石场600×900破碎机用的锤头,都是超高铬铸铁,这些材质的详细化学成分要求,在铸造手册中是查不到的。
在接受生产绪如上述产品时,如果自己没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让用户提供尽可能详细的化学成分要求范围及热处理工艺。
灰铁180化学成分标准灰是一种氧化铁,其化学性质是中性的,耐腐蚀,高温时不燃,具有很强的耐腐蚀性能,在许多金属和非金属中广泛应用,广泛用于冶金、化工、建筑、国防等行业,在机械、化工等行业有很大的应用。
灰铁在高温下容易分解,产生气体,同时也会产生水和酸类物质,因此这种物质是十分危险的物质。
在冶金行业,通常采用炉渣来作为工业原料用于冶金中,灰铁含有硅酸钙和硅酸镁两种晶体结构和金属成分,化学成分中硅和镁含量一般小于5%,其余的成分均大于8%。
灰铁可以作为炉渣来冶炼铸铁、硅铁、碳素钢、耐火材料以及部分特种材料等。
灰铁可以使碳素钢钢内部形成较大的空腔,降低钢的内应力;还能使钢结构更为牢固。
灰铁还可以作为耐火材料与熔融硅铁混合制备耐磨材料(通常用硅酸钙),它能抵抗酸性环境和酸性气体的腐蚀过程,还可以用于制造耐火材料。
当灰铁作为耐火材料用于建筑时,需要在其表面镀上一层厚度不等而且具有一定导电性能的镀层(如镍膜)而加以保护.灰铁制炉中还可以加入少量硫铁矿或氯化镁,以提高炉料耐火度;灰铁制炉还可用其作炉衬.灰铁主要用于炼钢和炼铁,还可用于制造耐火材料.灰铁制炉中还可使用其耐火材料.例如:陶瓷、碳素材料、耐火材料以及其他各种用途。
1.生产成本a.用于生产硅铁时,要将熔融的硅铁熔化成硅酸的过程叫做脱硅。
通常硅酸钙与硅酸镁两种矿物的物理结合强度越大,则炉渣对铁的侵蚀越小;相反硅酸钙与硅酸镁含量越高则炉渣强度越大。
由于它们的化学结构相似,所以在炼铁时不会发生反应,并且降低了铁的损失;相反的化学成分也决定了它们与其它化合物的结合力不大。
硅酸钙可与任何化学添加剂混合使用来提高铁的化学性能。
但是与金属的反应比还差很多;而如果加入少量硫酸铝则效果更好;而对不同种类的硅粉或玻璃粉(如:铁粉)则不同效果很强而价格较低;这对炉渣生产没有好处;如果可以与熔融氯化铁或硼酸钙一起使用则效果更好;如果加入一定量则可降低成本并提高质量水平;甚至可以更高比例与硅酸铝混合。
电炉熔炼球墨铸铁(灰铸铁)元素控制方法公司生产球磨铁铸件执行标准按GB/T1348-2009标准执行,灰铸铁按GB/T9439-2010标准执行。
球墨铸铁根据企业三一技术协议要求提出化学元素成分如下:QT500-7C%:3.5-3.9 ; Si%:2.2-2.8 ; Mn%:0-0.5 ;P%:≤0.05 ; S%:≤0.02 ; Mg:0.03~0.05根据三一技术要求,本公司对QT500-7牌号提出含量元素如下:C%:3.7左右;Si%:2.7左右;Mn%:≤0.5;P%:≤0.05 ; S%:≤0.02 ; Mg:0.03~0.05 碳当量4.3%~4.7%之间,炉前三角试片白口宽度控制在3~5mm 之间。
对铁液元素如何控制,坩埚熔炼配料元素含量求下线.1、碳元素参阅有关资料和对电炉熔炼总结经验得出:C 元素烧损约5%左右,1kg增碳剂增C约为0.08,吸收率在92%左右。
根据以上数据对原铁液里含C量进行调质,投入增碳剂。
2、Si元素Si元素在坩埚熔炼时增Si量达14%左右,前包球化后Si元素烧损14%左右,为了控制在原铁液里不加硅铁调质,在配料时,保持含Si 量在1.3%左右,按增Si14%计算,原铁液里的Si含量应保持在1.48%左右,球铁在球化之前原铁液含Si量保持1.4%~1.6%为宜,所以在坩埚内不加硅铁进行调质。
铸件中Si含量要求在2.7%左右,余下Si 含量在前包球化、孕育处理加入,但前包总投Si含量不能<1%为宜。
3、Mn元素新生铁、回炉料、废钢都含有Mn元素,在配料时按5%烧损计算。
若Mn含量过低时,在铁液熔化完出铁水前进行投放,溶化后进行搅拌出锅。
总之,Si和Mn在坩埚内调质都要在最后投放,以免过度烧损。
4、P元素如果原铁液含P高,目前无办法来处理,只有从配料上来控制,少用新生铁,多用废钢来解决。
5、S元素S元素在球墨铁铸件,应当控制在0.015为好。
若原材料含S高,必须加脱硫剂进行脱硫。

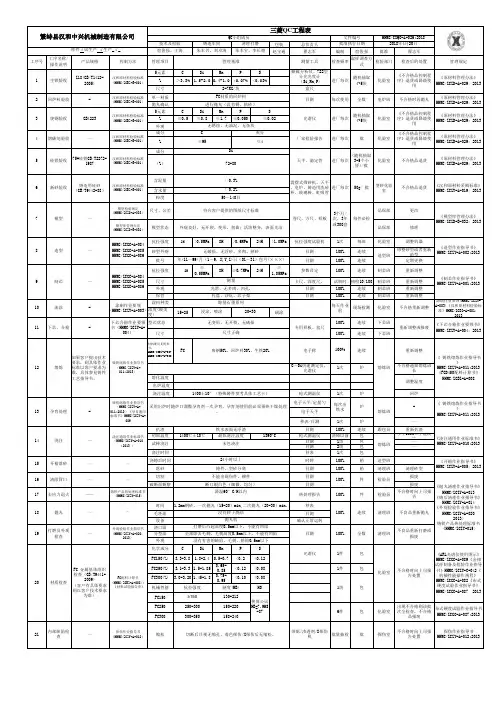
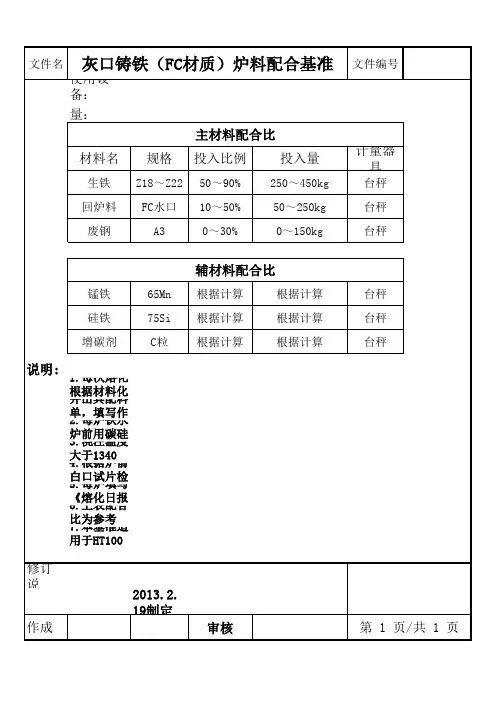
包装总负责人赵宝通翟志军编制宿俊强批准翟志军5元素CSiMnPS%>3.3% 1.5-2.00.4-1.0<0.07%<0.03%尺寸盒尺单一材质抛丸确认5元素C Si Mn P %≤0.5≤0.8≤1.7≤0.050外观成分成分含水量粒度模型检验规定(HHMC/ZCZD-A-033)尺寸、公差品保部更改模型库管理办法(HHMC/ZCZD-B-032)模型状态品保部修理抗拉强度2H>0.5MPa 8H >0.6MPa 24H >1.0MPa 抗拉强度试验机1次每班化验室调整机器砂型外观目测100%连续修整砂型或者重新造型批号目测100%连续定期更换抗拉强度2H≥0.55MPa8H ≥0.7MPa 24H≥1.05MPa参数设定100%连续制芯班重新调整尺寸卡尺、深度尺,试制时抽检10/100制芯班重新调整外观目测100%连续制芯班重新调整保管目测100%连续制芯班重新调整涂料种类浓度(玻美度)15-25刷涂型芯状态100%连续下芯班尺寸100%连续下芯班熔化温度 出炉温度 浇注温度枪式测温仪1次炉回炉电子天平/定量勺电子天平秒表/目测1次炉—扒渣目测100%连续跟包员重新扒渣初始温度枪式测温仪浇铸以前包小于1390℃不能浇注目测1块包—目测2块包—浇注时间秒表1次包浇铸后时间时钟100%箱造型班落砂目测100%箱清理班清理砂型切割目测报废破断面観察目测报废17去应力退火——铸铁产品热处理标准书《HHMC/ZCZY-015>热处理报告100%件检验员不合格时向上司报告时间秒表毛坯面目测设备确认正常运转浇口面分型面外观化学成分CSiMnP SFC150(%)3.3-3.8 1.8-2.40.5-0.7<0.2<0.12FC250(%)3.1-3.3 1.5-1.850.65-0.85<0.12<0.081件包FC300(%) 3.0-3.201.45-1.80.75-0.95<0.10<0.08机械性能HS FC150FC250FC300三菱QC 工程表Q C小组成员文件编号HHMC/CXQC-A-026:2018技术及检验铸造车间清理打磨批准执行日期2018年4月20日 样件√试生产 √生产_√_宿俊强、王海朱本兴、刘卓清朱本宝、李长德2-7KG/块FC材质的回炉料产品规格Z18(GB/T1412-2005)-管理项目进行抛丸(没有锈,粘砂)S≤0.02无锈蚀、无油泥、无杂块C 灰分Si < 0.2%50~140目符合客户提供的图纸尺寸标准外观良好、无开裂、变形、扭曲;活块整齐,表面光洁无破损、无浮砂、多肉、掉砂年(11~99)月(1~9,X,Y,Z)日(01~31)包号(×××)测量光滑、无多肉、凹孔.托盘、沙坑、芯子架醇基石墨系列浸涂、喷涂20-30无变形、无开裂、无破损尺寸正确1400土10°(特殊铸件参考具体工艺卡)铁水表面无浮渣废钢50%、回炉料30%、生铁20%1400℃±10℃最低浇注温度1390ºC24小时以上铸件、型砂分离不能出现伤件、赖件断口银白色(细微,均匀)升温:100℃/H 以下 560±20°C保温4H降温60°C/H以内1.2mm钢砂,一次抛丸(15-20)min,二次抛丸(20-30)min.没有砂子烧结抛丸机打磨后凸起高度0.5mm以下,不能有凹陷全部除去毛刺,毛刺高度0.5mm以下,不能有凹陷没有有害的缺陷,毛刺,错箱0.5mm以下抗拉强度硬度(HB)≥150130-212250-300150-220300-350158-240换算公试HB=7.9HS -87工序号1234567891011121314151618192021工序名称/操作说明生铁验收回炉料验收废钢验收增碳剂验收硅铁验收新砂验收模型造型制芯流涂下芯、合箱熔炼孕育处理浇注开箱落砂清除冒口抛丸打磨及外观检查材质检查内部缺陷检查GB4223—75#硅铁GB/T2272-1987铸造用硅砂(GB/T9442-88)———--如果客户提出技术要求,则具体作业标准以客户要求为准,具体参见铸件工艺指导书。
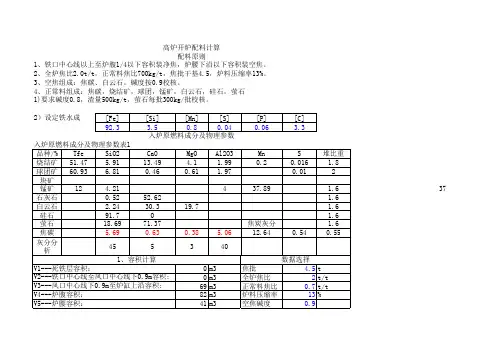
烧结配料计算第二步校准化验成分现场各种物料的化验数据代入烧结矿原料全量公式里进行校准。
各种物料成分带入配比前必须进行化验。
化验后用每种物料的全量公式校验主要成分,校验无误后方可带入配比表进行计算。
校验精度范围:99-100%。
烧结的物料种类:铁料中的澳洲矿粉、巴西矿粉、印度矿粉和国内铁精粉;燃料中的焦粉和白煤;熔剂中的石灰石、生石灰和白云石;辅料中的高炉灰、铁皮、钢渣。
最后讲解返矿。
一、全量公式澳粉全量公式(%):全铁/0.7+二氧化硅+氧化钙+氧化镁+三氧化二铝+化验烧损(结晶水)+1(烧结过程中三氧化二铁转化成氧化亚铁失重)+0.5~1(杂质)=100;巴西粉全量公式(%):全铁/0.7-0.11氧化亚铁+二氧化硅+氧化钙+氧化镁+三氧化二铝+化验烧损(结晶水)+1(烧结过程中三氧化二铁转化成氧化亚铁失重)+0.5~1(杂质)=100;印粉全量公式(%):全铁/0.7+二氧化硅+氧化钙+氧化镁+三氧化二铝+化验烧损(结晶水)+1(烧结过程中三氧化二铁转化成氧化亚铁失重)+1~1.5(杂质)=100;国内铁精粉全量公式(%):全铁/0.7-0.11氧化亚铁+二氧化硅+氧化钙+氧化镁+三氧化二铝+1(烧结过程中三氧化二铁转化成氧化亚铁失重)+0.5(杂质)=100;铁料全量普遍规律:前两项数值之和与结晶水及杂质成反比。
白煤全量公式(%):全铁/0.7+二氧化硅+氧化钙+氧化镁+三氧化二铝+烧损+2(挥发分)+1(结晶水)+1(杂质)=100;焦粉全量公式%:全铁/0.7+二氧化硅+氧化钙+氧化镁+三氧化二铝+烧损+1(挥发分)+0.5(杂质)=100;生石灰全量公式(%):氧化钙+氧化镁+二氧化硅+三氧化二铝+烧损+1(杂质)=100;石灰石全量公式(%):氧化钙+氧化镁+二氧化硅+三氧化二铝+烧损+1~1.5(杂质)=100;白云石全量公式(%):氧化钙+氧化镁+二氧化硅+三氧化二铝+烧损+1~1.5(杂质)=100;高炉重力除尘灰全量公式(%):全铁/0.7-0.11亚铁+固定炭+二氧化硅+氧化钙+氧化镁+三氧化二铝+1(杂质)+0.5(烧结过程中三氧化二铁转化成氧化亚铁失重)=100;高炉布袋除尘灰全量公式(%):全铁/0.7-0.11亚铁+固定碳+二氧化硅+氧化钙+氧化镁+三氧化二铝+1(杂质)+0.5(烧结过程中三氧化二铁转化成氧化亚铁失重)=100;钢渣全量公式(%):全铁/0.7-0.11亚铁+二氧化硅+氧化钙+氧化镁+1(烧结过程中三氧化二铁转化成氧化亚铁失重)+烧损(残炭)+0.5(杂质)=100;氧化铁皮全量公式(%):全铁/0.7-0.11亚铁=100;纯净氧化铁皮,不含杂质和粉尘。
如何提高灰铁铸件的硬度∙|∙更新:2013-06-05 10:35如何提高灰铁铸件的硬度?这是好多企业遇到的难题。
下面我们从主要从炉料配比、化学成分、铁液过热及复合孕育等方面提高灰铁铸件硬度来进行讲解。
1、炉料配比炉料配比用生铁+废钢+回炉料+增碳剂的方法,利用增碳剂里的氮改变石墨的形态和长度来提高灰铁铸件的硬度。
2、控制化学成分(1)许多熔炼公司认为硫元素有害,硫在铁液中的含量越低越好,其实也不是这样,在灰铁铸件中应考虑“硅碳化”和“锰硫比”。
即Mn=1.71S+(0.2~0.5)。
HT250化学成分表:CPSiMnTiS3~3.3≤0.121.65~2.050.7~1.1≤0.05≤0.12(2)低合金化,加去一两种合金元素,加入时,应考虑碳元素的含量,不要盲目追求硬度。
3、铁液过热对于灰铁铸件,在一定范围内提高铁液温度能使石墨细化,基体组织致密,铸铁的抗拉强度和布氏硬度有所提高。
铁液过热温度控制在1500-1530℃,过热时间控制在10min之内为好。
4、孕育剂和孕育方式灰铸铁的孕育处理是通常在出炉后的铁水中缓缓加入孕育剂(最常用的75Si-Fe),孕育处理之后的灰铸铁,硬度会趋于均匀,改善了机械加工的性能,也增加了灰铸铁的强度。
灰铁铸件的硬度的标准时HB170-240之间。
在生铁中,对生铁性能起决定性因素影响的元素有铁、碳、硅、锰、磷和硫等元素。
这就是常说的五大元元素(碳硫分析仪元素分析仪)碳(C)在生铁中有两种形态,游离碳和化合碳,游离碳一般是存在于铸造生铁中,而化合碳主要存在于炼钢生铁中,如果碳含量适当可提高生铁的强度和硬度,含量过多,则使生铁难于削切加工,这就是炼钢生铁切削性能差的原因。
硫(S)在生铁中是有害元素,含硫高的生铁不适于铸造细件,它会促使铁与碳的结合,使铁硬脆,并与铁化合成低熔点的硫化铁,使生铁产生热脆性和减低铁液的流动性,。
铸造生铁中硫的含量规定最多不得超过0.06%(车轮生铁除外)。
灰铁铸件的密度摘要:1.灰铁铸件的密度概述2.灰铁铸件的密度计算方法3.影响灰铁铸件密度的因素4.提高灰铁铸件密度的措施正文:一、灰铁铸件的密度概述灰铁铸件是指使用铁素体基体和珠光体基体铸造而成的铸铁件,其主要成分是铁、碳、硅、锰等元素。
灰铁铸件具有良好的铸造性能、抗震性能和耐磨性能,广泛应用于机械制造、汽车制造等行业。
灰铁铸件的密度是指单位体积内灰铁铸件的质量,是衡量其质量和性能的重要指标。
二、灰铁铸件的密度计算方法灰铁铸件的密度可以通过以下公式进行计算:密度= 质量/ 体积其中,质量是指灰铁铸件的重量,可以通过称重获得;体积是指灰铁铸件的体积,可以通过测量尺寸并计算获得。
在实际生产中,为了方便计算,通常采用模具的体积作为铸件的体积。
三、影响灰铁铸件密度的因素1.铸铁的成分:铸铁中的铁、碳、硅、锰等元素的含量会影响灰铁铸件的密度。
当铸铁中的碳、硅含量增加时,灰铁铸件的密度会降低;当锰含量增加时,灰铁铸件的密度会升高。
2.铸造工艺:铸造工艺对灰铁铸件的密度有很大影响。
例如,铸造温度、浇注速度、浇注方式等因素都会影响铸件的密度。
3.冷却条件:铸件在冷却过程中,其密度会随着温度的降低而增加。
因此,冷却条件对灰铁铸件的密度有一定影响。
4.铸件结构:铸件的结构复杂度、壁厚、孔洞等因素都会影响灰铁铸件的密度。
四、提高灰铁铸件密度的措施1.优化铸铁成分:通过合理控制铸铁中的碳、硅、锰等元素的含量,可以有效提高灰铁铸件的密度。
2.改进铸造工艺:采用适当的铸造温度、浇注速度和浇注方式,可以提高灰铁铸件的密度。
3.控制冷却条件:合理控制铸件的冷却速度和温度,有利于提高灰铁铸件的密度。
4.设计合理的铸件结构:通过优化铸件的结构设计,可以改善铸件的密度分布,提高整体密度。