表面淬火和化学热处理
- 格式:docx
- 大小:16.07 KB
- 文档页数:1
第八章钢的表面热处理知识要点:表面热处理的目的、分类;常用的表面热处理工艺(感应加热表面淬火和渗碳);了解表面热处理的典型零件。
一、表面热处理的目的1.提高零件的表面性能,具有高硬度、高耐磨和高的疲劳强度。
→保证高精度2.使零件心部具有足够高的塑性和韧性。
→防止脆性断裂。
“表硬心韧”二、表面热处理的分类及工艺特点主要有两大类:表面淬火和化学热处理。
(一)表面淬火1.工艺:将工件表面快速加热到奥氏体区,在热量尚未达到心部时立即迅速冷却,使表面得到一定深度的淬硬层,而心部仍保持原始组织的一种局部淬火方法。
工艺特点:(1)不改变工件表面化学成分,只改变表面组织和性能;(2)表面与心部的成分一致,组织不同。
2.所用材料一般多用中碳钢、中碳合金钢,也有用工具钢、球墨铸铁等。
典型零件:如用40、45钢制作的机床齿轮齿面的强化、主轴轴颈处的硬化等。
3.常用表面淬火方法主要有:感应加热表面淬火、火焰加热表面淬火和激光加热表面淬火。
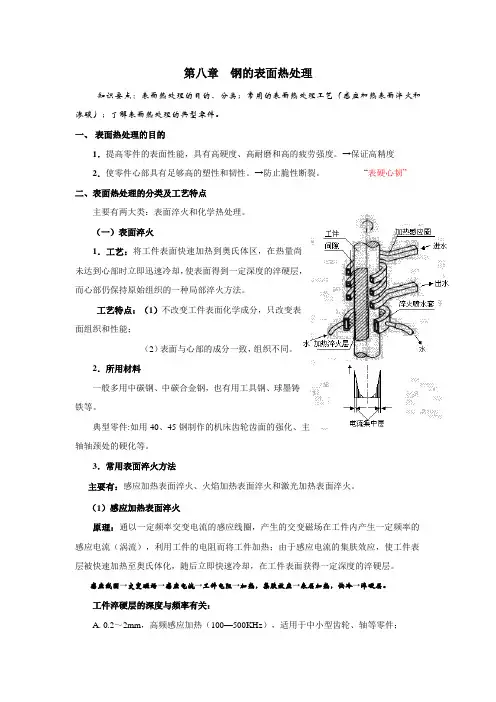
(1)感应加热表面淬火原理:通以一定频率交变电流的感应线圈,产生的交变磁场在工件内产生一定频率的感应电流(涡流),利用工件的电阻而将工件加热;由于感应电流的集肤效应,使工件表层被快速加热至奥氏体化,随后立即快速冷却,在工件表面获得一定深度的淬硬层。
感应线圈→交变磁场→感应电流→工件电阻→加热,集肤效应→表层加热,快冷→淬硬层。
工件淬硬层的深度与频率有关:A. 0.2~2mm,高频感应加热(100—500KHz),适用于中小型齿轮、轴等零件;B.2~10mm,中频感应加热(0.5—10KHz),大中型齿轮、轴;C.〉10—15mm,工频感应加热(50Hz),用于大型轴、轧辊等零件。
特点:淬火质量好,表层组织细密、硬度高、脆性小、疲劳强度高;生产频率高、便于自动化,但设备较贵,不适于单件和小批量生产。
应用:主要零件类型是轴类、齿轮类、工模具,最常见的有:齿轮,如机床和精密机械上的中、小模数传动齿轮,蒸汽机车、内燃机车、冶金、矿山机械等上的大模数齿轮。

![[知识]表面淬火与化学热处理工艺异同点](https://uimg.taocdn.com/f507956f1611cc7931b765ce0508763231127476.webp)
表面淬火与化学热处理工艺异同点摘要:介绍表面淬火与化学热处理的工艺的不同以及各自的分类、加工方法。
关键词:表面淬火化学热处理异同点表面淬火只对工件的表面或部分表面进行热处理,所以只改变表层的组织。
而心部或其它部分的组织仍保留原来的低硬度、高塑性和高韧性的性能,这样工件截面上由于组织不同性能也就不同。
表面淬火便于实现机械化、自动化,质量稳定,变形小,热处理周期短,费用少,成本低,还可用碳钢代替一些台金钢。
化学热处理是将工件表面渗进了某些化学元素的原子,改变了表层的化学成份,使表面能得到高硬度或某些特殊的物理、化学性能。
而心部组织成份不变,仍保留原来的高塑性。
高韧性的性能,这样在工件截面上就有截然不同的化学成份与组织性能。
化学热处理生产周期长,不便于实现机械化、自动化生产,工艺复杂,质量不够稳定,辅助材料消耗多、费用大、成本高,许多情况下还需要贵重的合金钢。
化学热处理只在获得表面层的更高硬度与某些特殊性能及心部的高韧性等方面优于表面淬火。
表面淬火:钢的表面淬火有些零件在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。
在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。
由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
根据供热方式不同,表面淬火主要有感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火等。
三维网技术论坛3 N: A0 ? E/ p$ X+ i1 W! _1 K$ z感应加热表面淬火感应加热就是利用电磁感应在工件内产生涡流而将工件进行加热• 感应加热的基本原理将工件放在感应器中,当感应器中通过交变电流时,在感应器周围产生与电流频率相同的交变磁场,在工件中相应地产生了感应电动势,在工件表面形成感应电流,即涡流。
这种涡流在工件的电阻的作用下,电能转化为热能,使工件表面温度达到淬火加热温度,可实现表面淬火。

时效1、概念:金属材料经过冷加工、热加工或固溶处理后,在室温下放置或适当升温加热时,发生的力学和物理性能能随着时间而变化的现象,称为时效。
2、机械制造过程中常用的时效方法主要有自然时效、热时效、变形时效、振动时效和沉淀时效等。
3、自然时效在室温下发生性能随着时间而变化的现象。
利用自然时效可以部分消除工件内的部分残余应力,稳定工件的形状和尺寸。
,但工件的内部残余应力不能完全消除。
4、热时效是指随着温度的不同,a—Fe中碳的溶解度发生变化,从而使钢的性能发生改变的过程。
5、变形时效是指钢在冷变形后进行的时效。
6、振动时效是指通过机械振动的方式来消除、降低或均匀工件内残余应力的工艺。
(抗疲劳性能)表面热处理与化学热处理需要考虑对零件进行表面热处理或化学热处理,以满足上述“表里不一”的性能要求。
一、表面热处理1、概念:是为改变工件表面的组织和性能,仅对其表面进行热处理的工艺。
表面淬火是最常用的表面热处理工艺之一。
2、分类:按加热放法的不同:表面淬火主要有感应加热表面淬火、火焰加热表面淬火、接触电阻加热表面淬火、电解液加热表面淬火等。
目前生产中最多的是感应加热表面淬火。
表面淬火不改变工件表面的化学成分。
3、根据交流电流频率不同,感应加热表面淬火可分为三类:高频感应加热表面淬火应用范围:中小型轴、销、套等圆柱形零件,小模数齿轮。
●中频感应加热表面淬火应用范围:尺寸较大的轴类零件,大、中模数齿轮。
●工频感应加热表面淬火应用范围:大型零件表面淬火或棒料穿透加热。
三、化学热处理1、概念:式将工件置于适当的活性介质中加热、保温,使一种或几种元素渗入到它表层,以改变其化学成分、组织和性能的热处理工艺。
2、特点:化学热处理与表面淬火相比,其特点是表层不仅有组织的变化,而且还有化学成分的变化。
3、自身特点:由于渗入元素的不同,工件表面处理后获得的性能也不相同。
渗碳、渗氮、碳氮工渗的主要目的是提高工件表面的硬度和耐磨性;渗金属的主要目的是提高工件表面的耐腐蚀性和抗氧化性等。
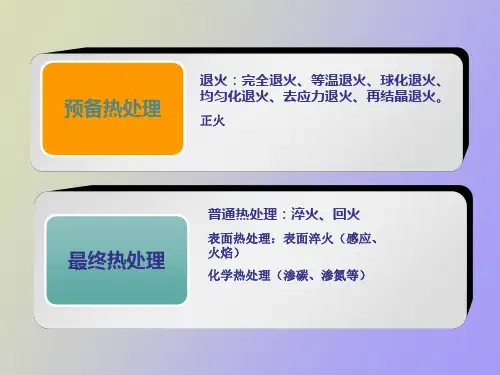
热处理的几种方式(1):退火:指金属材料加热到适当的温度,保持一定的时间,然后缓慢冷却的热处理工艺。
常见的退火工艺有:再结晶退火,去应力退火,球化退火,完全退火等。
退火的目的:主要是降低金属材料的硬度,提高塑性,以利切削加工或压力加工,减少残余应力,提高组织和成分的均匀化,或为后道热处理作好组织准备等。
(2):正火:指将钢材或钢件加热到Ac3或Acm(钢的上临界点温度)以上30~50℃,保持适当时间后,在静止的空气中冷却的热处理的工艺。
正火的目的:主要是提高低碳钢的力学性能,改善切削加工性,细化晶粒,消除组织缺陷,为后道热处理作好组织准备等。
(3):淬火:指将钢件加热到Ac3或Ac1(钢的下临界点温度)以上某一温度,保持一定的时间,然后以适当的冷却速度,获得马氏体(或贝氏体)组织的热处理工艺。
常见的淬火工艺有盐浴淬火,马氏体分级淬火,贝氏体等温淬火,表面淬火和局部淬火等。
淬火的目的:使钢件获得所需的马氏体组织,提高工件的硬度,强度和耐磨性,为后道热处理作好组织准备等。
(4):回火:指钢件经淬硬后,再加热到Ac1以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺。
常见的回火工艺有:低温回火,中温回火,高温回火和多次回火等。
回火的目的:主要是消除钢件在淬火时所产生的应力,使钢件具有高的硬度和耐磨性外,并具有所需要的塑性和韧性等。
(5):调质:指将钢材或钢件进行淬火及回火的复合热处理工艺。
使用于调质处理的钢称调质钢。
它一般是指中碳结构钢和中碳合金结构钢。
(6):化学热处理:指金属或合金工件置于一定温度的活性介质中保温,使一种或几种元素渗入它的表层,以改变其化学成分,组织和性能的热处理工艺。
常见的化学热处理工艺有:渗碳,渗氮,碳氮共渗,渗铝,渗硼等。
化学热处理的目的:主要是提高钢件表面的硬度,耐磨性,抗蚀性,抗疲劳强度和抗氧化性等。
(7):固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。
表面淬火和化学热处理表面热处理和化学热处理都是改变钢件表面的组织和性能,仅对其表面进行热处理的工艺。
一、表面淬火表面淬火是通过快速加热,使钢的表层很快达到淬火温度,在热量来不及传到钢件心部时就立即淬火,从而使表层获得马氏体组织,而心部仍保持原始组织。
表面淬火的目的是使钢件表层获得高硬度和高耐磨性,而心部仍保持原有的良好韧性,常用于机床主轴、发动机曲轴、齿轮等。
表面淬火所采用的快速加热方法有多种,如电感应、火焰、电接触、激光等,目前应用最广泛的是电感应加热法。
感应加热表面淬火法就是在一个感应线圈中通以一定的交流电(有高频、中频、工频三种),使感应线圈周围产生频率相同、方向相反的感应电流,这个电流称为涡流。
由于集肤效应,涡流主要集中在钢件表层。
由涡流所产生的电阻热是钢件表层被迅速加热到淬火温度,随即向钢件喷水,将钢件表面淬硬。
感应电流的频率愈高,集肤效应愈强烈,故高频感应加热用途最广。
高频感应加热常用的频率为200~300 kHz,此频率加热速度极快,通常只有几秒钟,淬硬层深度一般为0.5~2mm,主要用于要求淬硬层较薄的中、小型零件。
感应加热表面淬火质量好,加热温度和淬硬层深度交易控制,易于实现机械化和自动化生产,缺点是设备昂贵,需要专门的感应线圈。
因此,主要用于成批或大量生产的轴、齿轮等零件。
二、化学热处理化学热处理是将钢件置于合适的化学介质中加热和保温,使介质中的活性原子渗入钢件表层,以改变钢件表层的化学成分和组织,从而获得所需的力学性能或理化性能。
化学热处理的种类很多,依照渗入元素的不同,有渗碳,渗氮,碳氮共渗等,以适应不同的场合,其中以渗碳应用最广。
渗碳是将钢件置于渗碳介质中加热、保温,使分解出来的活性碳原子渗入钢的表层。
渗碳是采用密闭的渗碳炉,并向炉内通以渗碳剂(如煤油),加热到900~950℃,经较长的时间保温,使钢件表层增碳。
渗碳件通常采用低碳钢或低碳合金钢,渗碳后渗层深一般为0.5~2mm,表层含碳量w c将增至1%左右,经淬火和低温回火后,表层硬度达到56~64HRC,因而耐磨;而心部因仍是低碳钢,故保持其良好的塑性和韧性。
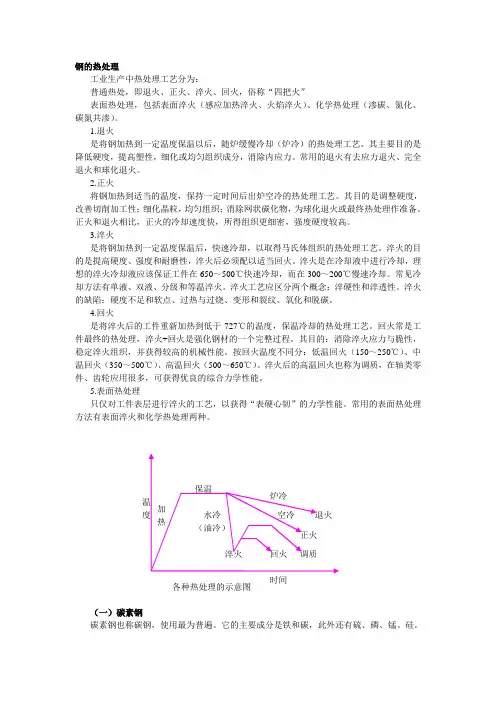
钢的热处理工业生产中热处理工艺分为:普通热处,即退火、正火、淬火、回火,俗称“四把火”表面热处理,包括表面淬火(感应加热淬火、火焰淬火)、化学热处理(渗碳、氮化、碳氮共渗)。
1.退火是将钢加热到一定温度保温以后,随炉缓慢冷却(炉冷)的热处理工艺。
其主要目的是降低硬度,提高塑性,细化或均匀组织成分,消除内应力。
常用的退火有去应力退火、完全退火和球化退火。
2.正火将钢加热到适当的温度,保持一定时间后出炉空冷的热处理工艺。
其目的是调整硬度,改善切削加工性;细化晶粒,均匀组织;消除网状碳化物,为球化退火或最终热处理作准备。
正火和退火相比,正火的冷却速度快,所得组织更细密,强度硬度较高。
3.淬火是将钢加热到一定温度保温后,快速泠却,以取得马氏体组织的热处理工艺。
淬火的目的是提高硬度、强度和耐磨性,淬火后必须配以适当回火。
淬火是在冷却液中进行冷却,理想的淬火冷却液应该保证工件在650~500℃快速冷却,而在300~200℃慢速冷却。
常见冷却方法有单液、双液、分级和等温淬火。
淬火工艺应区分两个概念:淬硬性和淬透性。
淬火的缺陷:硬度不足和软点、过热与过烧、变形和裂纹、氧化和脱碳。
4.回火是将淬火后的工件重新加热到低于727℃的温度,保温冷却的热处理工艺。
回火常是工件最终的热处理,淬火+回火是强化钢材的一个完整过程。
其目的:消除淬火应力与脆性,稳定淬火组织,并获得较高的机械性能。
按回火温度不同分:低温回火(150~250℃)、中温回火(350~500℃)、高温回火(500~650℃)。
淬火后的高温回火也称为调质,在轴类零件、齿轮应用很多,可获得优良的综合力学性能。
5.表面热处理只仅对工件表层进行淬火的工艺,以获得“表硬心韧”的力学性能。
常用的表面热处理方法有表面淬火和化学热处理两种。
(一)碳素钢碳素钢也称碳钢,使用最为普遍。
它的主要成分是铁和碳,此外还有硫、磷、锰、硅。
时间 保温炉冷 空冷 水冷(油冷)淬火 退火 调质 回火正火 温度 加热各种热处理的示意图1.分类2.碳素钢的牌号表示、性能及用途(1)普通碳素结构钢牌号表示方法:由代表屈服点的字母Q、屈服点数值、质量等级符号、脱氧方法符号四部分顺序组成。
钢的表面淬火,化学热处理特点
钢的表面淬火是对钢材表面进行加热,然后快速冷却,以达到增加钢材硬度的目的。
淬火的化学热处理特点主要体现在以下几个方面:
首先,淬火可以改变钢材的组织结构,使其成为马氏体。
在钢材变为马氏体的金相组织中,分散着碳化物和/或含硫化物。
这些碳化物/含硫化物的分散可以提高
钢材的硬度和耐磨性。
其次,淬火可以提高钢材的强度。
热处理的目的之一是增强材料的强度。
在淬火过程中,钢材的晶粒细化,强度得到提高。
此外,淬火还可以改善钢材的韧性。
虽然淬火可以显著提高钢材的硬度和强度,但热处理过程中,钢材的韧性相对较差。
因此,通过淬火以后的回火或其他处理,可以提高钢材的韧性,保持高强度的同时,不牺牲钢材的韧性。
综上所述,钢的表面淬火是一种重要的化学热处理方式,它可以改善钢材的硬度、耐磨性、强度和韧性。
通过对不同工况下的钢材进行淬火处理和回火等后续
处理,可以满足不同用途的需求。
表面淬火和化学热处理
表面热处理和化学热处理都是改变钢件表面的组织和性能,仅对其表面进行热处理的工艺。
表面淬火
表面淬火是通过快速加热,使钢的表层很快达到淬火温度,在热量来不及传到钢件心部时就立即淬火,从而使表层获得马氏体组织,而心部仍保持原始组织。
表面淬火的目的是使钢件表层获得高硬度和高耐磨性,而心部仍保持原有的良好韧性,常用于机床主轴、发动机曲轴、齿轮等。
表面淬火所采用的快速加热方法有多种,如电感应、火焰、电接触、激光等,目前应用最广泛的是电感应加热法。
感应加热表面淬火法就是在一个感应线圈中通以一定的交流电(有高频、中频、工频三种),使感应线圈周围产生频率相同、方向相反的感应电流,这个电流称为涡流。
由于集肤效应,涡流主要集中在钢件表层。
由涡流所产生的电阻热是钢件表层被迅速加热到淬火温度,随即向钢件喷水,将钢件表面淬硬。
感应电流的频率愈高,集肤效应愈强烈,故高频感应加热用途最广。
高频感应加热常用的频率为200~300 kHz,此频率加热速度极快,通常只有几秒钟,淬硬层深度一般为0.5~2mm,主要用于要求淬硬层较薄的中、小型零件。
感应加热表面淬火质量好,加热温度和淬硬层深度交易控制,易于实现机械化和自动化生产,缺点是设备昂贵,需要专门的感应线圈。
因此,主要用于成批或大量生产的轴、齿轮等零件。
化学热处理
化学热处理是将钢件置于合适的化学介质中加热和保温,使介质中的活性原子渗入钢件表层,以改变钢件表层的化学成分和组织,从而获得所需的力学性能或理化性能。
化学热处理的种类很多,依照渗入元素的不同,有渗碳,渗氮,碳氮共渗等,以适应不同的场合,其中以渗碳应用最广。
渗碳是将钢件置于渗碳介质中加热、保温,使分解出来的活性碳原子渗入钢的表层。
渗碳是采用密闭的渗碳炉,并向炉内通以渗碳剂(如煤油),加热到900~950℃,经较长的时间保温,使钢件表层增碳。
渗碳件通常采用低碳钢或低碳合金钢,渗碳后渗层深一般为0.5~2mm,表层含碳量wc将增至1%左右,经淬火和低温回火后,表层硬度达到56~64HRC,因而耐磨;而心部因仍是低碳钢,故保持其良好的塑性和韧性。
渗碳主要用于即承受强烈摩擦,又承受冲击或循环应力的钢件,如汽车变速箱齿轮,活塞销、凸轮、自行车和缝纫机的零件等。