完整DIP员工培训教材
- 格式:pptx
- 大小:772.03 KB
- 文档页数:33
签章处三华惠海电子有限公司页 数: 共6页 文件编号:版本:A制 定 人: 李瑞芳 文 件 标 题制定部门: 生产部 DIP 车间手工插件培训教材实施日期: 2010-07-01 有 效 期:至变更时止文件核准文件更改记录版本更 改 内 容更 改 人 日 期 A 新发行 李瑞芳2010-07-01审核: 批准:1.目的使新员工尽快掌握手工插件工作。
2.适用范围适用于DIP车间手工插件线的新员工。
3.参考文件无4.工具和仪器无5.术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6.部门职责6.1制造部协助培训和结果考核确认7.流程图:无8.教材内容:8.1作业指导书的使用8.1.1 实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
8.1.2 举例说明(举DIP车间的作业指导书实例)作为一个作业指导书首先应明确其目的,适用范围,版本类型(标准或试用),作业指导书当中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进行合理化的操作。
在开始上线之前,按照作业指导书将产品所需物料分到各个工位,各工位将根据作业指导书核对物料本体及物料标签是否一致。
在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。
8.1.3作业指导书的分类试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的可行性,是标准文件发行前的过渡文件。
标准文件:它是在试用文件通过的情况下,受控发行的,工艺参数已经确定,任何人员不可以随意更改。
8.2 元件的认识第 3 页 共 6 页8.2.1 电容器说明电容器是一种能贮存电能的元件。
DIP制程基础知识培训教材DIP培训项目:一、手插件的原则与标准二、电子元件的单位及换算关系“有铅专用”字样的周转箱三、电子元件的识别四、电子元件的插件标准五、插装零件成型作业要求六、插件/补焊/后焊的作业要求七、无铅/恒温烙铁使用与管理名词解释:DIP:dual in—line package 双内线包装(泛指手插件)一、DIP Manual Assembly Rule1.双手并用:需左右手交替作业。
如预备动作:当左手插件,右手要做好插件准备(极性识别),可以随时将零件插入,反之亦然,尽量缩短等待的间. 2。
插件顺序原则:A、零件由小至大插件(可防止大零件挡手).B、水平方向由右至左插件(输送带由左至右流线)。
C、垂直方向由上至下插件(可避免手碰到下方零件)3.外观相同但规格不同之零件,不排在同一站或相邻站.4.含固定脚之零件,需于前3站插件完毕(防止引起跳件).5.有方向性零件之插件原则:A、方向相同之零件排于同一站。
B、不同方向之零件不排在同一站。
6.PCB 板上无印刷及标识、防呆孔时,将正确插件及零件位置图片作标识。
7。
同一站内零件种类(盒)以不超过五种为原则(可保持零件盒在正常作业范围内).8.零件盒摆放位置顺序需与双手动作顺序相符。
9。
分开作业:左右手的零件要分开,不可右手抓左边零件槽的零件、左手抓右边的零件。
10。
排站时,以一人插6—8 颗零件时,效率最佳。
最大工作区域装配点最佳工作区域作业员插件标准作业范围:最佳工作范围:以肩算起水平180 度47。
4CM. 正常工作范围:以肩算起水平180 度57。
0CM。
最大工作范围:以肩算起水平180 度72。
9CM。
二、生产中所用电子元件的单位及换算关系电阻:1Mohm=103Kohm=106oh电容:1F=106μF=109nF=1012PF电感:1H=103mH=106μH电压:1KV=103V=106mV电流:1A=103mA=106μA频率:1MHz=103KHz=106Hz三、色环电阻中颜色与数值的对应关系黑0 100棕1 101 ±1%红2 102 ±2%橙3 103黄4 104绿5 105兰6 106紫7 107灰8 108白9 109金银有效值倍率误差10—1 ±5%10-2 ±10%±0。
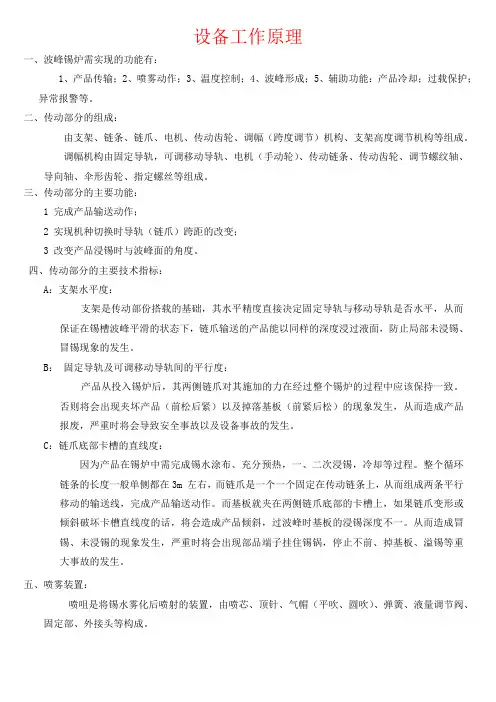
设备工作原理一、波峰锡炉需实现的功能有:1、产品传输;2、喷雾动作;3、温度控制;4、波峰形成;5、辅助功能:产品冷却;过载保护;异常报警等。
二、传动部分的组成:由支架、链条、链爪、电机、传动齿轮、调幅(跨度调节)机构、支架高度调节机构等组成。
调幅机构由固定导轨,可调移动导轨、电机(手动轮)、传动链条、传动齿轮、调节螺纹轴、导向轴、伞形齿轮、指定螺丝等组成。
三、传动部分的主要功能:1 完成产品输送动作;2 实现机种切换时导轨(链爪)跨距的改变;3 改变产品浸锡时与波峰面的角度。
四、传动部分的主要技术指标:A:支架水平度:支架是传动部份搭载的基础,其水平精度直接决定固定导轨与移动导轨是否水平,从而保证在锡槽波峰平滑的状态下,链爪输送的产品能以同样的深度浸过液面,防止局部未浸锡、冒锡现象的发生。
B:固定导轨及可调移动导轨间的平行度:产品从投入锡炉后,其两侧链爪对其施加的力在经过整个锡炉的过程中应该保持一致。
否则将会出现夹坏产品(前松后紧)以及掉落基板(前紧后松)的现象发生,从而造成产品报废,严重时将会导致安全事故以及设备事故的发生。
C:链爪底部卡槽的直线度:因为产品在锡炉中需完成锡水涂布、充分预热,一、二次浸锡,冷却等过程。
整个循环链条的长度一般单侧都在3m 左右,而链爪是一个一个固定在传动链条上,从而组成两条平行移动的输送线,完成产品输送动作。
而基板就夹在两侧链爪底部的卡槽上,如果链爪变形或倾斜破坏卡槽直线度的话,将会造成产品倾斜,过波峰时基板的浸锡深度不一。
从而造成冒锡、未浸锡的现象发生,严重时将会出现部品端子挂住锡锅,停止不前、掉基板、溢锡等重大事故的发生。
五、喷雾装置:喷咀是将锡水雾化后喷射的装置,由喷芯、顶针、气帽(平吹、圆吹)、弹簧、液量调节阀、固定部、外接头等构成。
1、良好的雾化效果:① 喷雾面积适中可调。
②助焊剂颗粒大小一致、分布均匀。
③喷吐量恒定。
2、影响喷雾效果的因素:气压大小;喷雾距离;喷嘴洁净度、密封性;气帽的安装方向。
培训计划DIP一、培训目标通过本次培训,希望能够全面提升员工的专业知识、技能和综合素质,提高员工的绩效和工作效率,为公司的快速发展提供坚实的人才保障。
二、培训对象本次培训对象为公司所有员工,包括部门经理、一线员工和后勤人员等,共计200人。
三、培训内容1. 岗位技能培训针对不同岗位的员工,进行专业知识和技能的培训,包括但不限于市场营销、财务管理、人力资源、客户服务等方面的知识和技能培训。
2. 沟通技巧培训通过沟通技巧培训,提升员工的表达能力、倾听能力和沟通效果,加强团队协作和协调能力。
3. 团队建设培训通过团队合作活动和团队建设培训,增强员工的团队精神,提高员工的团队协作和团队凝聚力。
4. 管理技能培训针对部门经理和主管人员,进行管理技能培训,包括但不限于领导力、决策能力、问题解决能力、团队管理能力等方面的培训。
5. 激励与激励培训通过激励与激励培训,提升员工的工作积极性和动力,增强员工的自我激励和团队合作意识。
6. 创新思维培训通过创新思维培训,提升员工的创新意识和创新能力,增强员工的问题解决能力和创新能力。
7. 员工健康培训通过员工健康培训,增强员工的健康意识和健康管理能力,提高员工的健康素养和生活品质。
四、培训方法1. 理论授课采用专业老师或行业专家进行理论授课,讲解专业知识和技能。
2. 实践演练通过实际案例分析和实际操作演练,加深员工的理解和应用能力。
3. 角色扮演通过角色扮演和团队合作游戏,增强员工的团队精神和协作能力。
4. 案例分享邀请成功企业家或行业精英来分享成功经验和案例,激发员工的工作热情和激情。
五、培训时间本次培训计划分为两个阶段,每个阶段持续两个月。
具体时间安排如下:阶段一:2023年5月1日-6月30日阶段二:2023年9月1日-10月30日六、培训评估通过培训前、中、后的测评和考核,对员工的培训效果进行监测和评估,对培训计划进行动态调整和完善。
七、培训收益通过本次培训,预期能够达到以下收益:1. 提升员工的专业知识和技能,增强员工的工作能力和综合素质;2. 调动员工的工作积极性和主动性,增强员工的团队合作精神和协作能力;3. 增强员工的自我激励和创新能力,提高员工的绩效和工作效率;4. 增强员工的健康意识和生活素养,提高员工的生活品质和幸福感;5. 为公司的快速发展提供坚实的人才保障和人才保障。

DIP的管理技能培训一、要懂得和做好Balance(平衡)管理:1.产线每做完一片板子的时间是由IE依据JST(公司标准时间)设定的.2.流水线的速度及每格下机的时间依产量设定.3.速度快了,作业时间不够,作业员做不过来,就会造成堆机或做坏机,结果是一塌糊涂;速度慢了,完不成产量.4.一格只能放一台机板.5.一格2台,作业时间不够,作业员做不过来,慌忙作业,就容易出错.(严守一格一台机板)6.Balance做好,就不会造成堆机--做不过来;就没有闲的人--浪费工时;就没有忙得满头大汗的人--容易出错.7.堆机就是瓶颈,解决瓶颈从4MIE手法去观察。
作业员:是不是新人?是不是该工人作业能力太低(有点笨)?--用教育和调换工位去改善。
机:使用的工治具,仪器是否方便操作?有不安定的吗?有不好操作的吗?--有,马上改善。
物料:使用的物料的品质有无异常?是否要加上更多做检查而花较多时间--有,马上改善.方法:员工的操作方法是否有按SOP规定的步骤执行?--没有,马上改善环境:噪声,亮度,温湿度也会影响员工的作业品质,还有物料,工治具的位置是否不利于员工作业(太高,太低,太遠等)--有,马上改善。
二、工位标准化作业原则(亦作八大守则)1. 切实执行按SOP作业 a. 组长, 线长等按SOP指导﹑确认员工作業与SOP要求一致;b. 员工作业完成与SOP一致.2. 作业工位物料作好摆放, 区分. a. 使用物料一定要有料号,品名标示,应与SOP、BOM相一致.b. 不得有混料,混装现象.c. 相似物料要隔置处理(不能一个人用)3. 作业工具要使用合理化 a. 作业工具有无损坏,不安全,不稳定等现象;b. 作业工具放置位置便于员工使用;4. 工作台面地灰尘,油污,杂物 a. 这是5S的基本要求;b. 不做好5S无法保证品质c. 5S改善不花成本,却能保证品质提高.5. 工位坏口及时处理 a. 能确实掌握物料处于良好的状态;b. 更有利于清机埋尾的顺利结束.6. 作业员操作方便 a. 物料放置,方便员工使用;b. 作业工治具放置方便员工操作使用.7. 作业台面无过剩物料 a. 无投入放置过多的物料b. 无物造过多的WIP;c. 过剩物料既占地方,又曩响品质、属于浪费.8. 切实执行自主检查的体制 a. 每份SOP都就强调自主检查.b. 要有”作业过程可能有失误,做好自主检查很有必要”的概念。
D I P车间手工插件培训教材-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII三华惠海电子有限公司页 数:共6页 文件编号: 制 定 人: 李瑞芳 制定部门: 生产部 DIP 车间手工插件培训教材实施日期: 2010-07-01 有 效 期:至变更时止文件核准文件更改记录1. 目的使新员工尽快掌握手工插件工作。
2.适用范围适用于DIP车间手工插件线的新员工。
3.参考文件无4.工具和仪器无5.术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6.部门职责6.1制造部协助培训和结果考核确认7.流程图:无8.教材内容:8.1作业指导书的使用实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
举例说明(举DIP车间的作业指导书实例)作为一个作业指导书首先应明确其目的,适用范围,版本类型(标准或试用),作业指导书当中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进行合理化的操作。
在开始上线之前,按照作业指导书将产品所需物料分到各个工位,各工位将根据作业指导书核对物料本体及物料标签是否一致。
在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。
作业指导书的分类试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的可行性,是标准文件发行前的过渡文件。
标准文件:它是在试用文件通过的情况下,受控发行的,工艺参数已经确定,任何人员不可以随意更改。
元件的认识电容器说明电容器是一种能贮存电能的元件。
一般用“C”表示,电路图形表示如下固定电容器电解电容器可变电容器半可变电容器电容器的分类从结构形式分:固定电容器(包括无极性固定电容器和有极性电解电容器);半可变(微调)电容器和可变电容器从绝缘介质分:纸介电容器;油浸纸介电容器;金属化纸介电容器;云母电容器;陶瓷电容器;薄膜电容器;玻璃釉电容器;铝电解电容器和钽、铌电解电容等电容器的外形电容器的极性电容器中只有电解电容才有极性,脚长的一脚为正极,或者在外壳上有“-”符号的一脚为负极。