数控电火花线切割加工实例
- 格式:doc
- 大小:82.00 KB
- 文档页数:7
电火花线切割实例
电火花线切割(Wire Cut Electrical Discharge Machining, 有时称Wire Cut EDM 或WEDM)是电火花加工的一个分支,也是一种直接利用电能和热能进行加工的新工艺,是20 世纪40 年月末最早在前苏联进展起来。
此法用一根移动着的导线(电极线)作为工具电极对工件进行切割,故称为线切割加工,由于后来都用数控技术掌握工件的电极丝作相对切割运动,故常称为数控线切割,或简称线切割加工。
电火花数控线切割原理
电火花数控线切割加工的基本原理是基于下列三点:
1. 电极丝与工件之间脉冲性地火花放电
2. 电极丝沿其轴向作走丝运动
3. 工件相对于电极丝在X,Y 平面作数控运动
电火花线切割电极丝接脉冲电源的负极,工件接脉冲电源的正极,当一个脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬时可高达10000 ℃以上,高温使工件金属熔化,甚至有少量气体,高温也使电极丝和工件之间的工作液部分产生气体,这些气体后的工作液和金属蒸气瞬间快速膨胀,并且有爆炸的特性,这样热膨胀和局部微爆炸,抛出熔化和气体了的金属材料而实现对工件材料进行电蚀切割加工,通常认为电极丝与工件之间的放电间隙在0.01mm左右,若电脉冲的电压,放电间隙会大一些,线切割编程时一般取0.01mm
以下是电火花线切割加工实例样件1
样件2
样件3。


3 电火花线切割加工电火花线切割加工(Wire Cut Electrical Discharge Machining, Wire Cut EDM, 简称WEDM)是在电火花加工基础上于20世纪50年代末发展起来的一种新工艺,是用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称电火花线切割,有时简称线切割。
它已获得广泛的应用,目前国内外的线切割机床已占电加工机床的60%以上[1,2,3]。
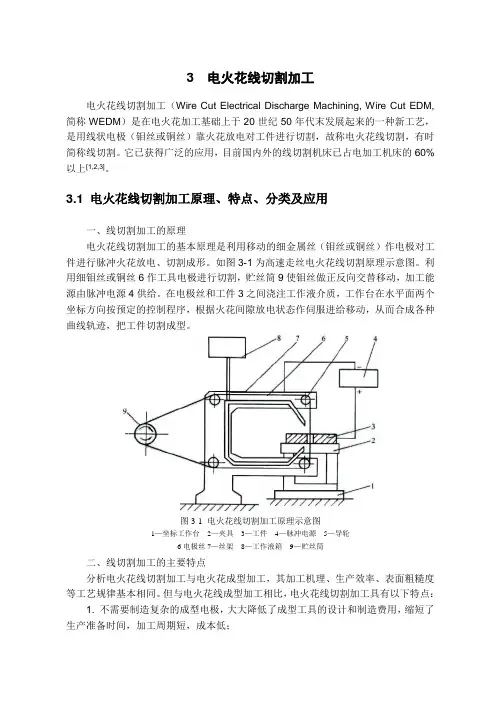
3.1 电火花线切割加工原理、特点、分类及应用一、线切割加工的原理电火花线切割加工的基本原理是利用移动的细金属丝(钼丝或铜丝)作电极对工件进行脉冲火花放电、切割成形。
如图3-1为高速走丝电火花线切割原理示意图。
利用细钼丝或铜丝6作工具电极进行切割,贮丝筒9使钼丝做正反向交替移动,加工能源由脉冲电源4供给。
在电极丝和工件3之间浇注工作液介质,工作台在水平面两个坐标方向按预定的控制程序,根据火花间隙放电状态作伺服进给移动,从而合成各种曲线轨迹,把工件切割成型。
图3-1 电火花线切割加工原理示意图1—坐标工作台2—夹具3—工件4—脉冲电源5—导轮6电极丝7—丝架8—工作液箱9—贮丝筒二、线切割加工的主要特点分析电火花线切割加工与电火花成型加工,其加工机理、生产效率、表面粗糙度等工艺规律基本相同。
但与电火花线成型加工相比,电火花线切割加工具有以下特点:1. 不需要制造复杂的成型电极,大大降低了成型工具的设计和制造费用,缩短了生产准备时间,加工周期短,成本低;2. 由于采用移动的长电极丝进行加工,单位长度电极丝的损耗较少,从而电极损耗对加工精度影响较小;3. 采用水或水基工作液,不会引燃起火,容易实现安全无人运转;4. 由于电极丝与工件之间始终有相对运动,线切割加工中一般没有稳定电弧放电状态;5. 由于电极丝比较细,能够方便快捷地加工异型孔、窄槽、薄壁等复杂形状零件,还可以进行套料加工,节省工件材料;6. 一般采用精规准一次成形加工,加工过程中一般不需要加工规准转换;7. 自动化程度高,操作方便,劳动强度低;三、电火花线切割的分类[4,5]电火花线切割机床按控制方式分有:靠模仿形控制、光电跟踪控制、数字程序控制和微机控制等,其中前两种方法现已很少采用。
数控线切割机床常用3B程序格式介绍及实例数控线切割机床是一种将各种形状的工件通过电火花腐蚀加工成为所需形状并精密度极高的机床。
而在这个机床上,我们需要输入控制指令,进行控制。
控制指令一般有手动和自动两种方式,手动控制需要通过手摇柄或按钮控制,而自动控制则使用的是数控程序。
1. 3B程序格式3B程序是在EIA(美国电子工业协会)标准G-Codes格式的基础上发展起来的。
它采用的是ASCII码来描述程序,每个指令的字母必须大写。
3B程序一般由以下几部分组成:(1)程序开头信息:第一行为O号,其后为程序名称(2)坐标系的设定:G代码(3)速度、原点等的设定:M代码(4)零件的尺寸尺寸说明(5)直线、圆弧等的轮廓描述(6)程序的结束信息:M2、M30等指令下面我们看一下3B程序的常用格式。
G01 X10 Y10 ;直线描点G02 X25 Y25 I5 J5 ;顺时针绘圆G03 X40 Y40 I10 J10 ;逆时针绘圆G04 P500 ;停留0.5秒M30 ;程序结束以上程序是一个简单的3B程序,下面我们对它进行说明。
(2)第2行为类G代码,设定了工件与机床的坐标系,G90指定使用绝对坐标。
紧接着的G54指定使用的工件坐标系,G00指定为快进走。
(3)第3、4行是设定工具尺寸(T01)及进给速度(F3000)的指令。
(4)第5、6行为绘制直线和圆弧的命令,顺时针绘制的圆弧使用的是G02,逆时针绘制的圆弧使用的是G03。
(5)第7行为停留指令,P500指定停留0.5秒。
以上就是数控线切割机床常用的3B程序格式及实例的介绍,程序虽为ASCII码,但对于没有接触过程序员的工程师来讲难度较大,需要进行一定的学习和理解。
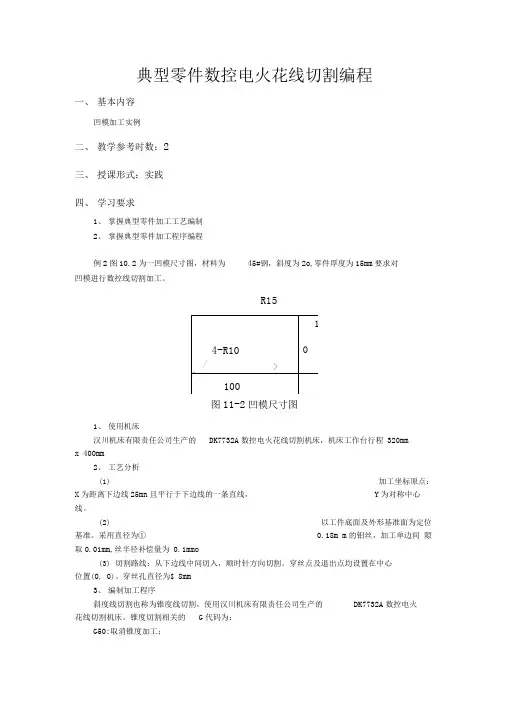
典型零件数控电火花线切割编程一、基本内容凹模加工实例二、教学参考时数:2三、授课形式:实践四、学习要求1、掌握典型零件加工工艺编制2、掌握典型零件加工程序编程例2图10.2为一凹模尺寸图,材料为45#钢,斜度为2o,零件厚度为15mm要求对凹模进行数控线切割加工。
R15图11-2凹模尺寸图1、使用机床汉川机床有限责任公司生产的DK7732A数控电火花线切割机床,机床工作台行程320mmx 400mm2、工艺分析(1)加工坐标原点:X为距离下边线25mn且平行于下边线的一条直线,Y为对称中心线。
(2)以工件底面及外形基准面为定位基准。
采用直径为①0.18m m的钼丝,加工单边间隙取0.01mm,丝半径补偿量为0.1mmo(3)切割路线:从下边线中间切入,顺时针方向切割。
穿丝点及退出点均设置在中心位置(0, 0)。
穿丝孔直径为$ 8mm3、编制加工程序斜度线切割也称为锥度线切割,使用汉川机床有限责任公司生产的DK7732A数控电火花线切割机床。
锥度切割相关的G代码为:G50:取消锥度加工;G51 :锥度左偏,格式:G51Aa;G52:锥度右偏,格式:G52Aa;另外,加工锥度零件,还需输入W S、H三个参数:W工作台面到下导轮中心的距离;S上导轮中心到工作台面的距离;H工件厚度。
采用ISO格式程序如下:(单位为卩m)N010 G92 X0 Y0N020 W 60010N030 S 100000N040 H 15000N050 G52 A2N060 G41 D100N070 G01 X0 Y-25000N080 G01 X-40000 Y25000N090 G02 X-50000 Y-15000 I0 J10000N100 G01 X-50000 Y15000N110 G02 X-40000 Y25000 I10000 J0N120 G01 X-15000 Y25000N130 G03 X15000 Y25000 I15000 J0N140 G01 X40000 Y25000N150 G02 X50000 Y15000 I0 J-10000N160 G01 X50000 Y-15000N170 G02 X40000 Y-25000 I-10000 J0N180 G01 X0 Y-25000N190 G01 X0 Y0N200 M02。
数控电火花线切割加工电火花加工属于特种加工的一种方法,它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温去除工件余外材料,以及使材料改变性能或被镀覆等的放电加工,因放电过程可见到火花,故称之为电火花加工。
6.1数控电火花线切割加工原理与特点6.1.1 数控电火花线切割加工原理数控电火花线切割是利用移动的细金属导线作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
工件的形状是由数控系统操纵工作台相关于电极丝的运行轨迹决定的,因此不需制造专用的电极,就能够就能够加工形状复杂的模具零件。
其加工原理如图6-1所示,工件连接脉冲电源的正极,电极丝接负极,加上高频脉冲电源后,在工件与电极丝之间产生专门强的脉冲电场,使其间的介质被电离击穿,产生脉冲放电。
电极丝在贮丝筒的作用下作正反向交替运动,在电极丝和工件之间浇注工作介质,在机床数控系统的操纵下,工作台相对电极丝按预定的程序运动,从而切割出需要的工件形状。
图6-1 电火花切割原理6.1.2 数控电火花线切割加工特点1.直截了当利用线状的电极丝作为电极,可节约电极设计、制造费用、缩短了生产预备周期。
2.能够加工用传统切削加工方法难以加工或无法加工的微细异形孔、窄缝和形状复杂的工件。
3.采纳线切割加工冲模时,可实现凸、凹模一次加工成形。
6.2 数控电火花线切割机床6.2.1 电火花线切割机床分类(1)按操纵方式可分为靠仿照型操纵、光电跟踪操纵、数字程序操纵及微机操纵等;(2)按电源形式可分为RC电源、晶体管电源、分组脉冲电源及自适应操纵电源等;(3)按加工特点可分为大、中、小型以及一般直壁切割型与锥度切割型等;(4)按走丝速度可分为慢走丝方式和快走丝方式两种。
6.3 数控电火花线切割工艺基础数控电火花线切割加工,一样是作为工件专门是模具加工中的最后工序。
要达到加工零件的精度及表面粗糙度要求,应合理操纵线切割加工时的各种工艺参数(电参数、切割速度、工件装夹等),同时应安排好零件的工艺路线及线切割加工前的预备加工。
模块五 数控电火花线切割加工实例
本课题学习的内容主要是通过分析数控电火花线切割一些典型零件的加工实例,使你了解数控电火花线切割零件加工的工艺分析过程,巩固掌握数控电火花线切割加工程序的编制方法。
由于零件在加工时许多尺寸都有公差要求,所以在实际编程加工时还要考虑
到尺寸的公差。
对于有公差要求的尺寸,通常采用中差尺寸编程。
同时,在数控电火花线切割编程时,如果按照零件中的轨迹尺寸编程,加工中电极丝中心所走轨迹就是图样中的轨迹,这样加工出来的零件与实际要求的零件相比在单边尺寸上相差一个电极丝半径加上一个放电间隙。
为了加工出合格的工件,就必须将图样的轨迹作相应的偏移,从而得到编程轨迹。
在对孔和凹体等零件编程时,应将实际轨迹单边向内部偏
移一个钼丝半径加上放电间隙;在对凸模等凸体零件编程时,应将实际轨迹单边向外部偏
移一个钼丝半径加上放电间隙。
学习目标:
知识目标:●了解数控电火花线切割典型零件加工工艺分析。
能力目标:●掌握数控电火花线切割典型零件的程序编制方法。
如果切割的零件为模具,则还应考虑配合间隙,通常配合间隙每套模具只加在其中的一组模具上,即
资料卡 中差尺寸的计算公
式:
例1用3B格式编制加工图表3-28所示凸凹模(图示尺寸是根据刃口尺寸公差及凸凹模配合间隙计算出的平均尺寸)的数控线切割程序。
电极丝为φ0.1mm 的钼丝,单面放电间隙为0.01mm。
图3-28 凸凹模
图3-29 凸凹模编程示意图
(1)工艺分析由于该凸凹模图示尺寸为平均尺寸,故作相应偏移就可按此尺寸编程。
图形上、下对称,孔的圆心在图形对称轴上,六个侧面已磨平,可作定位基准,可以进行切割加工。
(2)切割路线的选择合理地选择切割路线可简化编程计算,提高加工质量。
根据分析,本题选择在型孔中心处钻穿丝孔,先切割型孔,然后再切割外轮廓较合理。
(3)确定补偿距离钼丝中心轨迹,如图3-29中双点划线所示。
补偿距离为:
△R=(0.1/2+0.01)mm=0.06mm
(4)计算交点坐标将电极丝中点轨迹划分成单一的直线或圆弧段。
求E点的坐标值:因两圆弧的切点必定在两圆弧的连心OO1上。
直线OO1的方程为Y =(2.75/3)X。
故可求得E点的坐标值为X=-1.570mm Y=-1.4393mm。
其余各交点坐标可直接从图形中求得,见表3-4。
切割型孔时电极丝中心至圆心O的距离(半径)为
R=(1.1-0.06)mm=1.14mm
表3-4 凸凹模轨迹图形各线段交点及圆心坐标
(4)编写程序单切割凸凹模时,先切割型孔,然后再按B→C→D→E→F→G→H→I →K→A→B的顺序切割,3B格式切割程序单见表3-5。
表3-5 凸凹模3B格式切割程序单
例2 如图3-30所示为一落料零件,用ISO格式编写该零件的凹模与凸模的线切割
加工程序。
已知该模具要求单边配合间隙为0.01mm,电极丝直径为φ0.18mm,单边放电间隙为0.01mm。
图3-30 零件图
图3-31 凹模电极丝中心轨迹
图3-32 凸模电极丝中心轨迹
(1)编写凹模程序图3-31所示,点划线为电极丝中心轨迹。
因该模具为落料模,冲件的尺寸由凹模决定,模具配合间隙应在凸模上扣除,所以凹模的间隙补偿量为
D=(0.18/2+0.01)=0.1mm
穿丝孔在O点,按O→A→B→C→D→O的顺序切割,程序如下:
G92 X0 Y0
G41 D100
G01 X3755 Y-5000
G03 X3755 Y5000 I6245 J5000
G01 X-3755 Y5000
G03 X-3755 Y-5000 I-6245 J-5000
G01 X3755 Y-5000
G40
G01 X0 Y0
M02
(2)编写凸模程序图3-32所示,点划线为电极丝中心轨迹。
由于模具配合间隙在凸模上扣除,所以凸模的间隙补偿量为
D=(0.18/2+0.01-0.01)=0.9mm
穿丝孔在E点,按E→A→B→C→D→E的顺序切割,程序如下:
G92 X0 Y0
G42 D90
G01 X3755 Y-5000
G03 X3755 Y5000 I6245 J5000
G01 X-3755 Y5000
G03 X-3755 Y-5000 I-6245 J-5000
G01 X3755 Y-5000
G40
G01 X0 Y0
M02。