宝钢超高功率直流电弧炉整流器改造优化论文
- 格式:doc
- 大小:26.50 KB
- 文档页数:7
XXXX钢铁有限公司75t超高功率交流电弧炉技术改造工程可行性研究报告XX省冶金设计院有限公司二OO九年一月目录第一章总论 (1)1.1、项目名称及建设单位 (1)1.2、企业概况 (1)1.3、编制依据 (1)1.4、项目建设的必要性 (2)1.5、项目概况 (2)1.6、设计原则及范围 (3)1.7、产品大纲 (4)1.8、金属平衡 (5)1.9、主要原辅材料及动力供应 (6)1.10、主要综合技术经济指标 (8)第二章炼钢 (10)2.1、概述 (10)2.2、炼钢生产能力计算 (10)2.3、工艺流程 (11)2.4、工艺操作简述 (12)2.5、主要原辅材料供应 (14)2.6、车间组成及工艺布置 (16)2.7、主要工艺设备选型 (16)2.8、主要技术经济指标及原材料、燃料及动力消耗指标 (18)第三章连铸 (20)3.1、概述 (20)3.2、连铸机机型的选择 (20)3.3、连铸车间组成及工艺布置 (23)3.4、连铸工艺流程及生产操作简述 (24)3.5、连铸生产能力 (26)3.6、连铸机主要技术经济指标及能源介质消耗 (27)第四章供配电及自动控制 (29)4.1、概述 (29)4.2、供电方案 (29)4.3、无功补偿及谐波电流的抑制 (31)4.4、配电线路敷设 (31)4.5、炼钢车间基础自动化 (32)第五章供排水设施 (35)5.1、概述 (35)5.2、给排水系统设计原则 (35)5.3、水源 (35)5.4、水量及用水要求 (36)5.5、给排水系统 (37)第六章热力燃气设施和除尘设施 (41)6.1、氧气、氩气、氮气供应 (41)6.2、燃气供应 (48)6.3、压缩空气供应 (48)6.4、电炉车间除尘 (49)6.5、余热回收锅炉 (54)第七章建筑结构 (56)7.1、建筑 (56)7.2、结构 (58)第八章总图运输 (62)8.1、概述 (62)8.2、总图布置 (62)8.3、工厂运输 (62)8.4、工厂绿化 (63)8.5、工厂消防 (63)第九章能源分析 (64)9.1、工序能耗 (64)9.2、工序能耗分析 (64)9.3、节能措施 (65)9.4、评估 (66)第十章环境保护与综合利用 (67)10.1、设计依据 (67)10.2、主要污染源与污染物 (67)10.3、治理措施 (67)10.4、废弃物综合利用 (69)10.5、环境影响分析 (69)第十一章劳动安全与工业卫生 (70)11.1、设计依据 (70)11.2、生产过程中不安全因素和职业危害因素分析 (70)11.3、安全技术措施 (71)11.4、工业卫生防范措施 (72)11.5、安全与工业卫生投资 (73)11.6、安全与工业卫生设计预期效果 (73)第十二章消防 (75)12.1、设计依据 (75)12.2、工程概况 (75)12.3、工程火灾因素分析 (75)12.4、设计采取的防范措施 (75)第十三章劳动定员 (78)13.1、工厂体制及组织机构 (78)13.2、生产班制及定员 (78)13.3、人员来源及培训 (80)第十四章投资估算 (81)14.1、概述 (81)14.2、编制依据 (81)14.3、有关说明 (81)14.4、投资估算 (81)第十五章技术经济 (83)15.1 经济评价方法的选择 (83)15.2 基础数据及计算条件 (83)15.3 财务计算 (84)15.4 盈利能力分析 (86)15.5 偿债能力分析 (87)15.6 盈亏平衡分析 (87)15.7 敏感性分析 (87)15.8 结论 (88)15.9 附主要经济指标汇总表 (88)附图:XXXX钢铁公司75t电炉技术改造工程总平面布置图(09002KY-01)第一章总论1.1、项目名称及建设单位(1) 项目名称75t超高功率交流电弧炉技术改造工程(2) 建设单位XX市XX钢铁有限公司1.2、企业概况XXXX钢铁有限公司位于XX市顾山镇工业园区西区,是由XX市合金钢铸造有限公司与澳大利亚扬扬公司共同经办的中外合资企业。
宝钢超高功率直流电弧炉整流器改造优化摘要:文章首先介绍了国内外在整流器设计上取得的成果及存在的缺陷。
以宝钢原整流器系统情况为切入点介绍了主要技术参数、圆盘式框架设计框架结构及冷却水系统主要设计指标。
然后说明了虽然从2000年开始对冷却系统进行了一系列技术改造,取得了一定的成效,但是电炉整流器自从1996年投运以来也存在一些缺陷,例如整流器设计裕量偏低、均流的影响、冷却能力偏低以及环境的影响。
当前整流器存在的主要问题是框架变形、均流无法保证、冷却管道时常堵塞。
最后分析了整流器的改造、主要技术要求及取得的主要成果。
目前整流器的改造运行正常可靠,彻底解决了多年无法解决重大事故隐患问题,提高了设备的可靠性,保证了电炉生产安全正常运行。
这些新技术将在今后的工程中广泛使用并且为国产化直流电弧炉提供了有力的帮助。
关键词:整流器;框架;均流;冷却系统电炉炼钢的主原料主要是废钢,占60%以上,并可以全废钢冶炼,在冶炼初期(引弧阶段),电弧经常会出现瞬间的短路及断路,形成的电动力对整流器框架产生强大的振动冲击,容易引起整流器框架变形损坏。
因此,国外制造的超高功率直流电弧炉专用整流器都是以框架结构稳定性为基础的,目前国内研制最大仅只用到60 t直流电弧炉上,尚无制造60 t以上直流电弧炉用整流器的先例。
国外制造的电炉用整流器在框架结构设计方面有两个显著的特点:一是整流器框架采用开放式自支撑式设计,如苏钢100 t的直流炉引进的SIEMENS整流器;二是整流器框架采用开放的大圆盘式设计,如宝钢150 t与杭钢80 t直流电弧炉引进的GE整流器。
虽然两种框架结构设计出发点都是从整流器安全、可靠运行角度考虑的,但不同厂家针对用户实际要求和设备安装环境等不同,其设计出来的装备风格具有明显的区别,经实际运行证明装备所具有安全性、可靠性和稳定运行性也存较大差异。
宝钢电炉整流器是由加拿大GE公司制造的,采用大圆盘式结构设计,这种框架结构非常紧凑,不利于日常维护,电炉投运十几年来,整流器暴露出了许多重大问题,运行可靠性越来越差。
宝钢150t超高功率直流电弧炉用耐火材料
严永亮;周雅明
【期刊名称】《钢铁》
【年(卷),期】1999(34)9
【摘要】介绍、讨论了宝钢150t超高功率直流电弧炉耐火材料的设计特点,以及投产一年多来的使用情况,并根据操作经验认为:(1)造成泡沫渣埋弧操作非常关键;(2)镁铝尖不石底电极套筒砖性能优越;(3)冷态下底电极套砖接长修补是可行的;(4)采用高钙、低硅,适量的铁的烧结镁砂制成的炕底捣打料性能良好;(5)采用热态修补出钢口技术能大大延长出钢口砖寿命;(6)小炉顶的材质建议采用镁碳砖环状砌筑。
【总页数】4页(P54-57)
【关键词】电弧炉;耐火材料;超高功率;直流电弧炉;炼钢
【作者】严永亮;周雅明
【作者单位】上海宝钢集团公司
【正文语种】中文
【中图分类】TF748.41
【相关文献】
1.宝钢超高功率直流电弧炉整流器改造优化 [J], 冯维力;
2.宝钢超高功率直流电弧炉控制系统改造 [J], 周建平;袁强;安景松;张巍
3.超高功率交流和直流电弧炉用耐火材料 [J], 高振昕
4.宝钢超高功率直流电弧炉整流器改造优化 [J], 冯维力
5.宝钢150t超高功率直流电弧炉炼钢自动化实践 [J], 周建平;王军;刘晓
因版权原因,仅展示原文概要,查看原文内容请购买。
目录一、前言二、概述2.1 100t直流电弧炉工艺概述2.2 100t直流电弧炉除尘系统工艺三、原理分析和失效形式3.1 问题提出3.2 失效形式3.3 分析问题四、方案提出和实施4.1 方案提出4.2 实施方案五、结论5.1 实施后的经济效益5.2 社会效益5.3 结论六、参考文献七、小结100T直流电弧炉除尘系统改造关键词: 烟道、积渣、爆炸、风量不足一、前言宝钢集团上海五钢有限公司炼钢厂100t直流电弧炉是五钢公司90年代中期从德国GHH公司引进并于1997年3月28日建成投产的短流程生产线。
100t直流电弧炉配套的除尘系统采用一套集中式除尘系统对直流电弧炉、钢包精炼炉产生的烟尘进行处理,系统排烟形式由电炉炉内排烟(第二孔排烟)、电炉密闭罩排烟、电炉屋顶罩排烟、钢包精炼炉排烟组成。
为了缩短冶炼周期,从而达到增产的目的,2003年3月对100t直流电弧炉炉门自耗式氧枪进行改造,采用美国PTI公司技术的超音速氧枪投入使用,随着吹氧强度的大幅增加,电炉冶炼时产生的烟气量也相应大幅增加,造成内排烟(第二孔排烟)系统不能满足烟气捕集的要求,此外内排烟系统水冷烟道中积渣速度明显加快,再此电炉内氧化还原反应剧烈,化学反应的不稳定性和不均匀性使内排烟系统中CO浓度含量严重超标,导致内排烟系统发生较严重的爆炸,使单壁管和机力风冷器严重变形和开裂。
本文主要通过对100t直流电弧炉除尘系统现状的分析,阐述对现有除尘系统的改造。
二、概述.2.1 100t直流电弧炉工艺概述电炉公称容量:100t电炉最大装入量:115t概述.炉壳直径:¢6100mm冶炼周期:76mm氧气消耗量:32Nm3/t.s炉内排烟温度:1400℃2.2 100t直流电弧炉除尘系统工艺2.2.1概述除尘系统流程100t直流电弧炉除尘系统采用一套集中式除尘系统对电炉,钢包精炼炉产生的烟尘进行处理,系统排烟抽风点为电炉炉内排烟(第二孔排烟),电炉密闭罩排烟,屋顶罩排烟, 钢包精炼炉排烟组成。
超高功率直流电弧炉电极控制系统改造何春红【摘要】介绍了超高功率直流电弧炉电极控制系统的工作原理,大功率晶闸管的整流方法,并重新设计了一套全新控制系统代替复杂的SIMADYN D控制系统,解决原设备存在的诸多弊端,取得较好的效果.【期刊名称】《山西冶金》【年(卷),期】2017(040)006【总页数】3页(P83-85)【关键词】直流电弧炉;SIMADYN D;大功率晶闸管【作者】何春红【作者单位】江苏苏钢集团有限公司,江苏苏州215151【正文语种】中文【中图分类】TF748.41苏信特钢100 t超高直流电弧炉于1998年运行投产,稳定运行19年,是苏信特钢冶炼特钢主要工装设备。
相对于交流电弧炉,直流电弧炉具有吨钢电耗低,可以冶炼更高合金元素含量的特钢产品,但相对于交流电弧炉造价高,技术复杂,造成在冶金行业里直流电弧炉较少,据统计,世界上运行的100 t直流电弧炉不超过15台,造成备件、技术支援较少的状况。
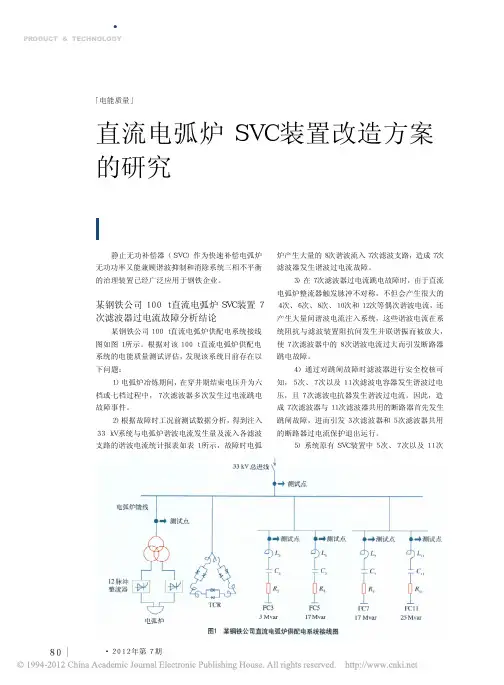
1 苏信特钢直流电弧炉现状1.1 电力系统电力系统供电来自1台100 MVA的变压器,变压器进线侧为三相33 kV,出线侧为4组三相750 V,每组出线通过三相桥式整流驱动一根25 kA的电炉电极。
三相桥式整流每个桥臂并联5个晶闸管,晶闸管的数量为5×6(桥)×4(组)。
1.2 自动控制系统自动控制系统以SIMADYN D系统为核心,配以ET100U分站组成,程序编辑软件为IBS4.03。
SIMADYND拥有1个24槽机架和8个CPU,外围电路主要是由4组电流检测控制板、1个电压检测控制板、脉冲触发板等构成。
1.3 上位机系统上位机系统由1台SIMADYNDHMI与CPU通信,主要功能为显示故障、报警、复位。
电炉控制系统通过通信方式与SIMADYN D交换信息,另电极系统启动与停止等重要信号由电炉控制系统通过IO电缆直接发出。
2 超高功率直流电弧炉控制系统工作原理直流电弧炉主要是交流电经过三相桥式整流的直流电经过石墨电极与废钢(对地)接触,产生电弧,高温融化废钢(或者铁水),电气原理图如1所示。
基于OEE指标体系的宝钢设备维修改进方案研究的开题报告一、选题背景和意义随着全球化竞争的加剧,企业的生产效率已成为一个核心竞争力,因此,具有高效率的设备是企业在市场竞争中存活和发展的必要条件之一。
为了提高设备效率,许多企业采用了OEE(Overall Equipment Effectiveness,设备综合效率)指标衡量设备效率。
OEE指标综合考虑了设备的可用率、生产率和品质合格率三个方面的影响,是衡量设备综合效益的重要标准。
作为国内最大的钢铁企业之一,宝钢在设备维修改进方面一直致力于提高OEE指标,提高设备利用率和生产效率。
因此,基于OEE指标体系开展设备维修改进方案的研究,对于宝钢钢铁生产的优化和调整具有重要意义。
本次研究旨在分析宝钢设备维修改进现状,确定OEE指标体系作为评判标准,探索宝钢设备维修改进的方法和策略。
二、研究内容和研究方法2.1 研究内容本次研究主要包括以下内容:(1)宝钢设备维修改进现状的调查与分析;(2)探索基于OEE指标体系的设备维修改进方案;(3)研究宝钢设备维修改进的方法和策略。
2.2 研究方法本次研究主要通过文献资料和实地调研相结合的方式进行:(1)收集和整理相关文献,研究和分析OEE指标的理论依据、应用等;(2)对宝钢设备维修改进的现状进行实地调查,并根据OEE指标体系的要求对设备进行评估;(3)基于调查和评估结果,探索宝钢设备维修改进的方法和策略。
三、预期结果和创新性3.1 预期结果通过本次研究,可以得到以下预期结果:(1)分析宝钢设备维修改进现状的调查报告,从而找出宝钢设备维修改进的问题所在;(2)研究和探索基于OEE指标体系的设备维修改进方案,提出一些具体的优化和改进措施,旨在提高设备的可用率、生产率和品质合格率;(3)探讨宝钢设备维修改进的方法和策略,分析宝钢设备维修改进的条件和方法是否具有切实可行性。
3.2 创新性本次研究的创新性主要表现在以下几个方面:(1)以OEE指标体系为评价标准,从设备综合效益的角度出发,对宝钢设备维修改进的方法和策略进行研究;(2)着眼于宝钢设备维修改进,提出一些具有实际操作性的改进方案,这些方案将具有较高的可行性;(3)通过调查和分析,有效地解决宝钢设备维修改进的实际问题,有助于增强宝钢的市场竞争力和盈利能力。
宝钢电厂350MW机组综合改造后燃烧优化调整试验研究顾立群;胡捷【摘要】试验以宝钢电厂1号机组为研究对象,研究了运行氧量、配风方式和磨煤机运行参数对锅炉安全特性、经济特性和环保特性的影响.通过燃烧优化调整,350MW负荷、燃用常用煤种时,锅炉热效率提高了0.64个百分点,降低标准供电煤耗近2.05g/kWh.%The effect of operation oxygen amount, air distribution mode and operation parameters of coal mill on the safety, economic and environmental protection characteristics of boiler were investigated, taking the No.1 power generator of BaoSteel Power Plant as the ex-perimental subject. Through combustion optimizing adjustment the thermal efficiency of the boiler was improved by 0.64% and standard coal consumption was reduced by 2.05 g/kWh with the load at 350 MW and burning common type of coal.【期刊名称】《冶金动力》【年(卷),期】2015(000)012【总页数】6页(P30-34,38)【关键词】煤粉锅炉;综合改造;燃烧;优化调整【作者】顾立群;胡捷【作者单位】宝山钢铁股份有限公司电厂,上海 201900;宝山钢铁股份有限公司电厂,上海 201900【正文语种】中文【中图分类】TM611顾立群,胡捷(宝山钢铁股份有限公司电厂,上海201900)宝钢1号发电机组容量为350 MW,锅炉采用亚临界、一次中间再热、强制循环、汽包式汽水系统。
大型超高功率电弧炉炼钢综合节能技术研究共3篇大型超高功率电弧炉炼钢综合节能技术研究1大型超高功率电弧炉炼钢综合节能技术研究随着钢铁工业的快速发展,节能减排成为近年来的热门话题。
大型电弧炉是钢铁工业的主要炉型之一,其炉渣量较少、操作灵活、反应温度高等优点广受钢铁企业青睐。
在电力消费方面,大型超高功率电弧炉的能耗相对较高,限制了其应用范围和生产效率。
因此,开发一系列综合节能技术成为钢铁企业的研究热点。
一、废气处理技术大型超高功率电弧炉的废气中含有大量的有害物质,直接排放会对环境造成严重污染。
常见的废气处理技术有高温燃烧、分子筛吸附、催化氧化等方法。
其中,高温燃烧主要是将废气通过高温进行燃烧,将有害物质转变为无害物质,达到净化空气的目的。
分子筛吸附技术可以将废气中的挥发性有机物(VOCs)吸附在分子筛表面,减少有害气体的排放。
催化氧化技术则是将废气通过催化剂的反应作用,将有害气体转化为无害物质。
这些废气处理技术可以有效地减少排放,保护环境。
二、废热回收技术大型电弧炉在炼钢过程中会产生大量的废热,常采用废热锅炉回收废热进行发电或供热。
废热回收技术是目前最为成熟的能源利用方式之一,可以在不增加生产成本的同时提高利润和环保效益。
在废热回收技术中,绝热材料和隔热材料的选用至关重要。
绝热材料可以有效地减少能量的散失,提高回收率;隔热材料则可以减少周围环境的热量流失,提高节能效果。
三、炉况智能控制技术炉况智能控制技术是目前炼钢行业中的一种新技术,它通过对炉内氧气含量、炉温、电极位置等参数进行修改和控制,从而达到控制炉内反应的目的。
智能控制技术可以使电弧炉的生产得到合理的运作,减少能耗,提高生产效率。
同时,智能控制技术能够确保炉内钢水的质量,提高钢铁产品的质量和生产效益。
总的来说,大型超高功率电弧炉炼钢综合节能技术研究是本行业一个非常重要的方向。
在尝试和探索这些技术的同时,我们需要不断地加强产学研合作,让学术研究和现场实践互相交流,以期成功地解决在生产过程中碰到的难题,让炼钢行业健康可持续发展针对电弧炉炼钢过程中的能源浪费和环境污染等问题,本文总结了三种主要的综合节能技术,即废气处理技术、废热回收技术和炉况智能控制技术。
1概述直流炼钢电弧炉在冶炼过程中,其初始熔化、熔化、氧化和还原各个阶段对供电制度(即电压、电流的大小)有着不同的要求,以求节能降耗、提高工效、达到最佳技术经济指标。
与交流炼钢电弧炉的控制方式不一样,直流电弧炉的弧压(即电弧电压)和弧流(即电弧电流)的大小是由两套完全独立的调节系统分别控制的,弧压和弧流可以线性地分别独立地进行自动调节,以满足冶炼工艺对供电的要求。
弧流调节系统以晶闸管整流器作为调节对象,电弧电流自动闭环稳流调节器控制晶闸管整流器直流输出电流,有静态情况下,自动稳流系统可以保持弧流恒定不变。
在有效控制范围内,弧压的变化不会引起弧流随之而变,这样就为独立调节弧长和弧压创造了条件。
直流电弧炉在冶炼过程中,电极升降控制系统以电极定位机构为控制对象,其主要作用是调节电弧弧柱的长度(即弧长)。
根据有关文献资料分析,电弧电压Va和电弧长度la之间近似地存在着以下关系:Va=kala式中ka=0.6~1.1V/mm称之为电弧电压梯度,弧压梯度大小的变化取决于炉内的气氛。
相对于弧流和弧压的变化速度而言,认为ka值的变化十分缓慢,可近似地看作常数。
由此可见,弧压与弧长成近似的线性关系。
调节弧长的长短相当于调节弧压的高低。
当弧流恒定不变时,调节弧长也相当于调节电弧功率的大小。
因电弧功率Pa=IaVa。
所以,电极升降控制系统性能的好坏直接影响电功率的输入和电炉的运行状态。
2存在的主要问题和原因分析甘肃华藏冶金集团特殊钢厂两台标称容量为5吨的直流炼钢电弧炉于1997年开始投入试运行,投运后发现电极升降控制系统工作不正常,存在的问题主要表现为:(1)运行不稳定,电极窜动频繁、持续时间长,电炉不能连续稳定地获得有效的电弧功率输入;(2)弧压低,在交流电压最高的第五档,弧压(直流)值也只能达到250V左右,严重地限制了电弧功率的提高,变压器网侧功率因数也相对较低;(3)弧压调节范围小,实际弧压值不是跟随给定弧压值线性地变化。
超高功率废钢预热型直流电弧炉物料优化计算模型
朱立光;李港湾;郑亚旭;杨琰丽;郭志红;霍彦朋;丁志军;王波
【期刊名称】《河北冶金》
【年(卷),期】2022()6
【摘要】为实现废钢预热型超高功率电弧炉各种钢铁料的合理配比,以配料成本最低为目标,建立了配料和合金化优化模型。
同时,为了优化冶炼参数和各项消耗指标,对物料平衡和热平衡进行了计算。
物料平衡计算结果显示,金属收得率为96.4%,等效石灰消耗量为34.1 kg/t钢,与实际生产指标相符;根据实际冶炼平均总电耗为360 kW·h/t钢进行的热量平衡计算结果显示,熔化期的热量损失占全部热量损失的80%以上,主要原因是电弧辐射散热太多。
通过提前造泡沫渣埋弧加热减少辐射散热,以及调整竖井内废钢的布料方式使高温烟气与废钢充分换热,提高废钢预热温度,可将电耗控制在340 kW·h/t钢以下。
【总页数】7页(P7-13)
【作者】朱立光;李港湾;郑亚旭;杨琰丽;郭志红;霍彦朋;丁志军;王波
【作者单位】河北科技大学材料科学与工程学院;河北省材料近净成形技术重点实验室;河北科技大学信息科学与工程学院;河钢集团石钢公司
【正文语种】中文
【中图分类】TG142.1
【相关文献】
1.宝钢超高功率直流电弧炉整流器改造优化
2.超高功率直流电弧炉水冷钢棒型底电极冷态接长技术的研究
3.7O吨超高功率直流电弧炉底电极水冷却系统的优化设计
4.100吨直流电弧炉废钢结构优化模型
5.宝钢超高功率直流电弧炉整流器改造优化
因版权原因,仅展示原文概要,查看原文内容请购买。
提高超高功率直流电弧炉炉底寿命的措施
朱希圣;胡俊辉;刘明华
【期刊名称】《特殊钢》
【年(卷),期】2000(021)002
【摘要】@@ 上钢五厂引进的100 t GHH多触针式直流电弧炉自1997年3月投产以来,围绕提高炉底寿命、保证小炉底安全运行开展了大量的工作.其中炉底捣打料国产化是核心工作之一.1999年9月份,该电炉已安全运行了4个炉役,其中第4炉役炉底使用国产耐火材料,寿命达到1 026炉,超过设计寿命226炉.本文就GHH炉底特性、选料、打结工艺及维护经验作一小结.
【总页数】3页(P45-47)
【作者】朱希圣;胡俊辉;刘明华
【作者单位】宝钢集团上海五钢有限公司,上海,200940;宝钢集团上海五钢有限公司,上海,200940;宝钢集团上海五钢有限公司,上海,200940
【正文语种】中文
【中图分类】TF7
【相关文献】
1.提高直流电弧炉炉底使用寿命的工艺实践 [J], 依波
2.提高30t超高功率直流电炉底阳极使用寿命 [J], 付宝栋
3.提高30t直流电弧炉底电极寿命的措施 [J], 张峰
4.7O吨超高功率直流电弧炉底电极水冷却系统的优化设计 [J], 朱君
5.30t超高功率偏心炉底出钢电弧炉生产工艺试验 [J], 孙军立
因版权原因,仅展示原文概要,查看原文内容请购买。
超高功率直流电弧炉炼钢过程控制级的仿真研究高宪文 柴天佑 顾冬雷 成洪飞(东北大学自动化中心 沈阳 110006)摘 要 针对兰钢70吨超高功率直流电弧炉炼钢过程计算机集散控制系统这一实际背景,侧重于对电弧炉过程级控制进行比较详细的研究,借助于所建立的仿真研究环境可以比较方便地对超高功率直流电弧炉炼钢过程级控制进行建模和控制方法的研究.为一些现代控制方法在实际生产过程中的应用提供了一定的依据和可行性条件.该仿真环境不仅对超高功率直流电弧炉炼钢过程级控制具有指导意义,而且对其他具有间歇生产过程的控制也有一定的参考价值.α关键词 超高功率直流电弧炉,过程级控制,过程建模,过程级控制策略,仿真环境1 引言以往的控制主要是针对生产过程中的某一参数(如温度,压力,流量,液位等)为被控变量,选取相应的控制量和控制策略构成回路控制.由于生产过程是一个整体,对于一些简单的生产过程实施回路控制,可以满足生产要求.但是对于象超高功率的直流电弧炉这样一些复杂的生产过程实施简单的回路控制,很难满足生产要求.针对复杂生产过程,近年来研究工作者提出了以生产过程中工艺性能指标和经济指标为被控参数,使其达到最优为目标.对影响这些过程指标的参数进行控制,控制这些参数的稳定不是目的,为了保证过程的质量和经济指标能达到最优,允许过程中某些参数在一定范围内波动,这样一来就可以使过程中的性能指标为被控参数,对整个生产过程实施总体控制,实现过程级的控制可以提高产品质量,降低生产成本,起到增产节约的目的.1.1 超高功率电弧炉炼钢过程控制现状早在60年代,国外就对电弧炉炼钢控制问题进行了研究[3],70年代初,又提出了电弧炉的动态优化控制思想[4];电弧炉电极调节的温度加权自适应控制算法[3];电极阻抗在线控制方法[7];电极动态功率控制方法[8]和电弧炉的建模与控制方法[6].这些方法中大多数都限于理论分析,在实际电弧炉炼钢过程中的应用的却很少.从80年代到90年代,由于智能技术的发展,给电弧炉冶炼过程自动控制提供了新的突破点,美国神经网应用公司成功的应用了神经网络学习技术,开发了智能电弧炉(I A F )[9],该项技术现已应用在40多座大型超高功率交流电弧炉的生产过程中.国内对电弧炉炼钢过程控制理论方法的研究起步较晚.从80年代中期到90年代初,有人提出了电弧炉的自校正控制与辨识方法[12,13],用来提高电极调节特性,并在电弧炉的智能控制方面也有了一定的进展.如电极的智能复合控制[11]和基于专家知识的电弧炉炼钢过程计算机控制方法,以及终点自适应预报专家指导系统[12].可以说,智能技术将在未来超高功率电弧炉炼钢过程控制中起着关键作用.第27卷第2期1998年4月 信息与控制Info r m ati on and Contro lV o l .27,N o.2 A p r .,1998α1997-05-12收稿 国家自然科学基金重点资助项目1.2 电弧炉的炼钢工艺电弧炉冶炼时,炉料以废钢铁料为主,以各种微量合金料、石灰、矿石等作辅料.炉料在电弧炉的弧光辐射加热熔化后,经一系列的物理变化及化学反应,最后形成成分与温度合格的产品.工艺流程简介如图1所示.出钢还原期氧化期熔化期装料补炉图1电弧炉生产工艺过程图废钢吹氧助熔…熔清吹氧去杂…加合金……取样投造渣料加矿石取样二次加料通电白云石、镁砂1.2.1 主要原料在原料车间将废钢、生铁和焦炭装入料篮,经称量后,运入电炉跨,吊运装入电炉内,各种散装料(石灰,铁矿石,萤石等)铁合金料分别用料罐运入料仓跨,然后吊入高位料仓存放,由上料系统依据冶炼时的实际需要,实时称量并经传送带自动加入炉内.1.2.2 冶炼过程炉料入炉后,由炉体控制部分完成炉盖移动,扣合动作.之后电极控制部分引导电极下降,点弧后进入自动调节状态,并随着不同的冶炼周期调整供电和吹氧策略.形成熔池后由上料系统加入石灰进行造渣.除去金属中的夹杂物,并防止钢液的冷却和氮气、氧气的饱和.2 仿真模型和控制方法2.1 仿真模型电弧炉炼钢过程主要分为3个阶段,即熔化期,氧化期和还原期(精炼期).由于不同阶段炉内工艺气氛有较大的差别,用统一的数学模型来描述整个炼钢过程是十分困难的.但对不同的冶炼阶段分别建立相应的数学模型是可行的.2.1.1 熔化期数学模型熔化阶段炉子耗能占整个能耗的(60◊~70◊),对熔化期的要求主要是减少能耗和缩短冶炼时间,因为该阶段的主要任务是将废钢铁料及其它辅料加热熔化,热源主要是电和氧气.每标准立方米氧气相当于2.5kw h t 的电能.根据操作人员的经验和大量的生产数据(借鉴同等规模的交流电弧炉的生产实际),这里使用了180组实际炼钢数据,采用递推估计算法对钢号为GC r 15M n 建模如图4所示.E =∑6i =1a ixi(1) 式中,E 是熔化阶段要求输入电能的估计值,单位为kw h ,x i 是每种添加料的重量,单位是吨,a i 是每种添加料的系数,i =1,2,…,6.该模型在构成计算机控制系统时起着十分重要的作用,同时它也是整个炼钢过程监控级的重要组成部分.图2氧化阶段的简化数学模型Y t (温度)Yc (含碳量)u 3u 2u 1氧化阶段矿石添加量吹氧量电能输入干扰信号2.1.2 氧化阶段的数学模型氧化阶段的主要任务是通过加电和吹氧来提高钢液中的温度,减少碳含量和去除钢液中的杂质.对这个阶段的建模可将钢液温度和碳含量作为输出变量,电能,吹氧量和矿石加入量作为输入变量,其他影响因素可视为干扰信号.所以592期高宪文等:超高功率直流电弧炉炼钢过程控制级的仿真研究该阶段的数学模型是一个三输入、二输出的多变量系统.如图2所示.2.1.3 还原期数学模型还原阶段的主要任务是保证钢液的温度.成分达到工艺指标要求.这个阶段主要是严格控制合金料的添加量,建立最佳配料模型如下m in Z =∑ni =1c ixi(2) 其中Z 是配入合金料的总费用.C i 是第i 种合金料的单价,X i 是第i 种合金料的重量.2.2 控制算法电弧炉炼钢过程级的主要控制目标是在保证钢产品质量指标的前提下,使能耗(耗电量和耗氧量)和原材料用量为最小.为了实现上述控制目标,首先对炼钢过程的能量输入优化方法进行了研究.因为向电弧炉提供能源的途径主要是供电与吹氧.除此之外还有预留钢水,合金烘烤及造渣材料反应带来的热量.能量计算主要由热模型完成.用来计算每炉钢所需的能量值和能量输入值,进行能量的输入和优化.2.2.1 能量需求值整个炼钢过程所需的总能量由以下几部分组成.首先根据装料情况计算熔清温度T rT r =1539-∑T zX ◊(3)其中,T z 为钢中碳含量增加1◊时熔点的降低值.X ◊为钢中某元素的百分含量.从炼钢开始到熔清所需的能量E r 为E r =W 1[C 1(T r -T 0)+H r ](4) 式中W 1为废钢重量,C 1为固体钢平均比热,因钢中碳含量而异,T 0为炼钢开始温度,H r 为熔解热.从熔清到出钢所需要的能量E c 为E C =W 2C 2T g(5) 式中W 2为钢液重量,C 2为钢水比热,T g 为钢液过热温度,整个炼钢过程总有用能E 为E =E r +E c +W 3C 3+∑C 4X(6) 式中W 3为渣料重量,C 3为料渣熔化并过热到1600度时的比热能耗,C 4为化学反应的吸热系数.2.2.2 能量实际输入值实际输入的电能和氧气通过电度表和氧气流量计实测值累计得到.因每度电和每立方米氧气能产生多少热量(指对熔钢有用部分的实际值)是未知的,故需估计各自的产热系数进行实际投入能量的计算.假定用Q (k )来表示第k 炉钢每吨钢水所存储的能量,用V 1(k )来表示第k 炉钢每吨钢水消耗的能量,V 2(k )表示第k 炉钢每吨钢水所吹入氧气.则有Q (k )=b 1v 1(k )+b 2v 2(k )+E (k )(7) 式中E (k )为由测量、建模不准等随机因素造成的偏差;b 1为电的利用系数;b 2为氧的利用系数.可以用如下加权因子的递推最小二乘算法进行估计B (k +1)=B (k )+M (k +1)X (k +1)[Q (k +1)-69信 息 与 控 制27卷 X T(k +1)B (k +1)]r (k +1)(8)M (k +1)=M (k +1)1+r (k +1)X T (k +1)M (k )X (k -1)(9) 式中B (k )=[b (k ),b 2(k )]T 2.2.3 能量输入的优化控制能量输入的优化控制主要是能量输入曲线的优化,涉及到电极供电制度和吹氧制度的确定.它依据能量需求值,来制定出电极的合理供电制度和实施相应的吹氧制度.从而对每一篮加入的废钢所需的电能和化学能进行分配.供电制度 供电制度就是根据每个冶炼过程,工作点的选择,通过选择适当的工作点系数供电曲线,对各个冶炼阶段的电压等级,电流进行优化设定,可在满足出钢温度和成分的前提下,使冶炼期内最大限度地输入能量,达到节约能量,缩短冶炼周期,降低电极消耗和延长炉衬寿命的效果,从而获得最大的经济效益.电流变压器抽头位置图3电能输入控制策略框图工作点设定控制计算需求能量熔化程序号当前篮装入炉料成分、重量输入能量测量—电极—碳粉—氧气电炉输入电功率的控制是通过功率曲线的在线分段设定实现的,其基本控制原理见图3.根据各冶炼阶段所需熔化能量和选定的电压档,结合冶炼工艺,考虑各种设备和工艺约束条件,就能确定各阶段的能量输入值.吹氧制度 不同冶炼阶段吹氧有不同的目的,熔化阶段吹氧是为了缩短熔化时间和节约能量,氧化阶段吹氧是为氧化钢水中的碳、磷等元素,以及去除钢水中的气体.2.2.4 钢水成分和温度预报控制氧化期的主要任务是通过吹氧量和供电量来控制钢水的温度和碳含量,使之同时达到预定的终点命中区.为节约电能和原材料,冶炼时总期望钢水的温度与成分同时达到出钢要求.但由于不能对钢水温度和成分进行连续检测,因而只能对系统的原始数学模型进行辨识,直接实行多步递推预报,并根据对温度和成分的预测结果来采取相应的工艺措施,改变温度与成分的变化趋势,尽量保证终点的一致性.为了实现对氧化阶段的动态控制,针对图2所示氧化期的简化数学模型,考虑过程中存在不确定性,本文采用Kayser 等人提出的基于CA RM A 模型的自适应预报控制模型.A (z -1)y (k )=B (z -1)u (k )+C (z -1)e (t )(10) 在实际应用中,为便于分析几个输入对每个输出的影响,上述3输入,2输出模型可简化为3输入单输出的模型,即A (z -1)y (k )=∑3j =1Bj(z -1)u i (k -d j )+C (z -1)Ν(t )(11) 式中U j 是第j 个输入,Y 是输出,d j 是第j 个输入的延时.由(11)可得下列递推函数y δ(k -p k )=-∑n ai =1A y δ(k +p -i k )+792期高宪文等:超高功率直流电弧炉炼钢过程控制级的仿真研究∑3j =1∑n bji =1Bj iu j (k +p -d j -i )∑n ci =kc iΝ(k +p -i )(12) 当p -i ≤0,y δ(k +p -p k )=y (k +p -i ),系统参数是采用增广最小二乘递推估计方法在线辨识的.令y (k )=ΥT(k -1)Η(k )+Ν(k )(13)(推导过程参见文[13]),最终可得到氧化阶段输出量的绝对预测模型y δ=(k +p k )=y (k )+y δ(k +p k )(14)2.2.5 电极的智能复合控制电弧炉炼钢经历了熔化期,氧化期和还原期3个复杂的物理化学过程,3个阶段千变万化,干扰不同,功能不同,对电极升降的控制性能指标要求不同,熔化期干扰较强,电弧不稳定,偏差也较大,希望电极能够无超调的快速调节,为此这一阶段采用B ang 2B ang 控制,进入氧化期,干扰逐渐减弱,电弧相对稳定,偏差也随着减少,在这阶段希望同时考虑调节速度和精度,所以采用模糊控制策略.进入还原期,炉子运行比较平稳,提高控制精度是主要任务,采用P I D 控制策略.这就是智能复合控制的基本思想,其结构原理图如图4所示.图4智能复合控制结构图电极位置电极D ABang 2BangFuzzyP I DA D规则库-+位置设定弧长因为B ang 2B ang 控制和P I D 控制是常见的控制策略,不作详细介绍,只就FU ZZY 控制作一简单介绍.当从实际生产过程中采样到弧长偏差e 时,则e 的变化率可由下式计算得到E =IN T (e6E M)+sgn (e )(15)E α=IN T (eα6+E M)+sgn (e α)(16) 式中,偏差的变化范围限制在(-E M ,+E M ),偏差变化率的变化范围限制在(-E αM ,+E M ).由于被控变量u 被分成13个等级,即-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6,但是控制变量u 的变化范围是在(-2.5,+2.5),取量化因子q =2.5 6=0.42,因此有u c =qu(17) 模糊控制程序可以根据式子(15),(16)和(17)来设计.智能复合控制策略之间的切换是根据弧长偏差的大小来确定的,即当e >3.1时u c =u m 采用B ang 2B ang 控制,电极迅速上升;当e <-3.1时u c =u m 采用B ang 2B ang 控制,电极迅速下降;当0.5< e ≤3.1 u c =fuzzy 控制输出;当0.1< e ≤0.5 u c =P I D 控制输出;当 e ≤0.1 u c =03 仿真研究随着现代控制系统复杂程度的增加,定义设计和实现一个完整的控制工程的难度大大增89信 息 与 控 制27卷 加,耗时更多,出现错误的可能性越来越大.为了减少未来系统运行可能出现的错误,可选择和未来系统相类似的运行环境,对系统作仿真实现,可检查整个系统设计结构的合理性和控制策略的可行性.3.1 仿真软件功能3.1.1 监控功能仿真软件在完成70吨电弧炉炼钢过程的上料控制,除尘控制,辅助控制,液压系统和高压监测等基本功能之外,主要对冶炼过程实现关键冶金参数的控制和监视,如在工艺主画面中能对电极供电的电功率电弧电压和电流作出设定,并对实际的电功率弧压和弧流功率因数,累计吹氧量输入电量冶炼阶段等实行具体控制和监视.3.1.2 参数输入功能冶炼过程需要输入许多参数,作为控制和管理的信息,本部分是基本功能之一.它通过人机对话的交互方式来实现,具有冶炼钢种及其各主要成分的限定值、原料数量、合金料种类和合金料中微量元素含量等的查看,修改和编辑功能.班组号和工艺路线的输入、输出钢量的设定,加入废钢等级和组成比例,加入合金料种类的选择等.3.1.3 管理功能每炉冶炼的过程信息应有完整的记录,它可分为设备和生产工艺操作两部分,设备管理部分主要是关键设备运行的实时参数记录,它们是故障分析和设备运行规律提取的重要依据.生产管理部分应记录每炉次的工艺操作和历次成分分析结果,冶炼过程各种材料加入的情况和输电输氧吹氩等值.经汇总后,以报表形式向生产管理人员提供信息.3.1.4 指导功能实际运行中会出现各种冶金状态,应该对相应操作作出提示,来减少操作人员可能出现的误操作.另外在设备异常时,能给予应急操作指导,给出每步的具体处理方法.3.2仿真软件运行环境整个电弧炉控制系统的功能是在软件充分发挥硬件功能的基础上实现的.系统内的软件概括的说是由实时操作系统和电炉控制作业程序两部分组成的.该仿真软件是由C ++语言在W I NDOW S 3.1环境下运行的.这主要考虑W I NDOW S 提供了较好的用户界面,应用程序可以通过重叠窗口于其他应用程序共享显示器,用户可以直接控制应用程序的动作,较方便的实现基于图形的多任务多窗口操作环境,人机交互较DO S 环境更直观方便.3.3软件设计软件设计采用功能模块化结构,根据电弧炉仿真程序功能要求分为人机交互模块,数据管理模块,通讯模块,冶金计算模块,各模块进一步进行划分,详见图5.3.4 仿真软件运行结果该仿真软件运行时,可通过主画面和各部分画面分别显示整个过程和被控工艺参数和单机运行状态,使操作人员通过这些画面能对整个电弧炉炼钢的复杂过程一目了然.通过趋势图和棒图的显示,使操作人员对一些关键工艺指标和参数变化走向有个超前的认识.以便采取相应的措施.根据生产过程实际需要,操作人员可以随时调整和修改工艺指标和参数,系统会根据这些改变对各基本控制回路的设定值作相应的调整.以保证系统运行在最佳状态.4 结论本文对兰钢70吨超高功率直流电弧炉炼钢过程控制系统作了较深入的仿真研究,首先对992期高宪文等:超高功率直流电弧炉炼钢过程控制级的仿真研究图5软件流程方框图程序构成操作指导和帮助模块冶金计算模块通讯模块人机交互模块打印模块数据输入模块图形显示模块优化模块物料优化模块废钢加入模块合金料优化计算模块风机转速设定模块功率曲线优化模块能量需求计算模块辅料量计算模块电弧炉炼钢过程的不同阶段建立相应的数学模型和提出了不同的控制策略,以便使仿真研究能贴近实际的生产过程,并对这些控制策略进行了具体的仿真研究.研究表明,对于这样一个复杂的生产过程,建立精确统一的数学模型的想法是不现实的,只能根据冶炼过程的不同阶段,分别建立各阶段的数学模型,由各阶段的内在联系将不同的模型连为一个整体.这是解决复杂生产过程建模的一个较为有效的方法,对于控制方法而言,这种解决问题的思路同样有效.本文的研究方法对其他复杂的生产过程也有一定的借鉴意义.参 考 文 献1 sh itaKa Yo oh i w a ,A utom ati on Contro l System fo r large DC A rc furnace Steel m ak ing P rocess .SEA IS I Jan .1993,(1):54~602 Go sieww isk i A ,D ynam ic Op ti m izati on of a Steel m ak ing P rocess in E lectric A rc Furnace .Ironm ak ing and Steel m ak ing1970,6(4):767~7783 B illing S A ,N icho lson H .T emperature 2W eigth ing A ddap tive Contro ller fo r E lectric A rc Furnace Ironm ak ing and steel 2m ak ing 1977,13(4):216~2214 N icho lson H .O nline Op ti m al Contro l of I mpedence fo r E lectric A rc Furnace .P roc .IEE 1973,119:134~1395 W heeler F M .D ynam ic Pow er Contro l D uring the R efining Peri od on E lectric A rc Furnace ,E lectric Furnace P roceed 2ing ,1972,31:418~4226 B illings S A ,F .M .Bo land and H N icho lson ,E lectric A rc furnaceM odelling and Contro l ,A utom atica 1972,8(6):137~1487 W .E .Staib .Operating Experience from Intelligent A rc Furnace Installati ons .Iron and Steel Engineer ,M ay 1994,71(5):38~408 毛自忠.电弧炉炼钢微机控制系统的研究,东北大学硕士论文,19849 郎自强.电弧炉电极调节系统自适应控制的研究,东北大学硕士论文,198610 张殿华,毛自忠,朗世俊.电弧炉电极调节系统的辨识与自校正调节,信息与控制,1990,19(5):50~5511 王顺幌.电弧炉电极升降复合智能控制,全国炼钢连铸自动化研讨会论文集,冶金部出版社,北京,199412 张俊杰,王顺幌.电弧炉炼钢过程终点自适应成分预报及专家指导系统,自动化学报,1993,19(4):50~5513 X ianw en Gao,Shujiang L i,T ianyou Chai,Intelligent Compound Contro l of D irect Current E lectric A rc Furnace,IFA CInternati onalW o rk shop on A utom ati on in the Steel Industry:P ractice and Furnace D evelopm ent July 16-18,1997:165~170(下转第108页)(2):183~19214 C raig J J.A dap tive Contro l of Robo t M ani pulato rs.R eading,M A:A ddison2W esley,1988ROBUST ADAPT IVE TRACK ING BASED ON DY NAM I C DY NAM I CNEURAL NET WORKSDA IQ i onghai W U Junm in ZHU J iang L I Yangda(D ep a rt m en t of A u to m a tion,T sing hua U n iversity 100084,P.R.Ch ina)Abstract T h is paper studies robust adap tive track ing fo r affine nonlinear system based on dynam ic neu2 ral netw o rk s.T he learning law s w ith respect to modeling erro r fo r unknow n affine system s are p ropo sed us2 ing the L yapunov synthesis app roach w ith the p ro jecti on modificati on m ethod w h ich does no t require a p ri o ri know ledge of no r m fo r ideal w eigh t m atrices.T he∆2p ro jrcti on and hysteresis techno logy are used,w h ich is allow ed to guarantee the stability of the resulting contro ller.Si m ulati on results are given to verify the effec2 tiveness of the new ly p ropo sed DNN adap tive contral algo rithm.Key words dynam ic neural netw o rk s,affine nonlinear system,robust adap tive track ing作者简介戴琼海,男,34岁,博士.研究领域为神经网络及其应用,非线性系统和自适应控制,信息处理.吴君明,男,25岁,硕士.研究领域为神经网络及非线性系统,计算机信息处理.朱 江,男,23岁,学士.研究领域为神经网络及其应用,计算机信息处理.(上接第100页)SI M ULAAT I ON OF THE uhp-dc-eaf STEELM AK INGPROCESS-L EVEL CONTROLGAO X ianw en CHA I T ianyou GU Donglei CH EN G Hongfei(A u to m a tion Cen ter,N ortheastern U n iversity,S henY ang 110006)Abstract T h is paper focuses on the p ractical background of L anZhou Steel Co rpo rati on’s70t U H P2DC2 EA F’s distributed p rocess computer contro l system,sets up a si m ulati on environm ent fo r its modeling and contro lling,lays particular emphasis on the research of its p rocess2level contro l,and p rovides certain basis and p racticability fo r som e modern contro l strategies’app licati on in p ractical p roducti on p rocesses.T h is si m2 ulati on environm ent no t only has instructive value to U H P2DC2EA F’s steel m ak ing p rocess2level contro l,but also has reference value to o ther inter m ittent p rocesses’contro l.Key words U H P2DC2EA F(ultra h igh pow er DC electrical arc furnace),p rocess2level contro l,p rocess modeling,p rocess-level contro l strategy,si m ulati on environm ent作者简介高宪文,男,43岁,博士,副教授.研究领域为复杂生产过程的建模与智能控制.柴天佑,男,50岁,教授,博士生导师.研究领域为自适应控制,非线性系统控制,智能控制及工业综合自动化.顾冬雷,男,25岁,硕士生.研究领域为神经网络技术在工业生产过程中的应用.。
宝钢超高功率直流电弧炉整流器改造优化摘要:文章首先介绍了国内外在整流器设计上取得的成果及存在的缺陷。
以宝钢原整流器系统情况为切入点介绍了主要技术参数、圆盘式框架设计框架结构及冷却水系统主要设计指标。
然后说明了虽然从2000年开始对冷却系统进行了一系列技术改造,取得了一定的成效,但是电炉整流器自从1996年投运以来也存在一些缺陷,例如整流器设计裕量偏低、均流的影响、冷却能力偏低以及环境的影响。
当前整流器存在的主要问题是框架变形、均流无法保证、冷却管道时常堵塞。
最后分析了整流器的改造、主要技术要求及取得的主要成果。
目前整流器的改造运行正常可靠,彻底解决了多年无法解决重大事故隐患问题,提高了设备的可靠性,保证了电炉生产安全正常运行。
这些新技术将在今后的工程中广泛使用并且为国产化直流电弧炉提供了有力的帮助。
关键词:整流器;框架;均流;冷却系统
中图分类号:tf748.41 文献标识码:a 文章编号:1006-8937(2012)29-0092-02
电炉炼钢的主原料主要是废钢,占60%以上,并可以全废钢冶炼,在冶炼初期(引弧阶段),电弧经常会出现瞬间的短路及断路,形成的电动力对整流器框架产生强大的振动冲击,容易引起整流器框架变形损坏。
因此,国外制造的超高功率直流电弧炉专用整流器都是以框架结构稳定性为基础的,目前国内研制最大仅只用到60 t
直流电弧炉上,尚无制造60 t以上直流电弧炉用整流器的先例。
国外制造的电炉用整流器在框架结构设计方面有两个显著的特点:一是整流器框架采用开放式自支撑式设计,如苏钢100 t的直流炉引进的siemens整流器;二是整流器框架采用开放的大圆盘式设计,如宝钢150 t与杭钢80 t直流电弧炉引进的ge整流器。
虽然两种框架结构设计出发点都是从整流器安全、可靠运行角度考虑的,但不同厂家针对用户实际要求和设备安装环境等不同,其设计出来的装备风格具有明显的区别,经实际运行证明装备所具有安全性、可靠性和稳定运行性也存较大差异。
宝钢电炉整流器是由加拿大ge
公司制造的,采用大圆盘式结构设计,这种框架结构非常紧凑,不利于日常维护,电炉投运十几年来,整流器暴露出了许多重大问题,运行可靠性越来越差。
近年来,随着国内大容量电力电子装置技术发展很快,在一些引进装备部件的国产化应用及部分改造方面发挥了一定作用,特别是自主研发的大容量装置在电解、电镀、无功补偿装置、“西电东送”超高压输变电等工程项目中得到了较好应用,已基本具备了研发超高功率直流电弧炉用整流器的技术能力。
1 原整流器系统情况
1.1 宝钢电炉整流器
宝钢分公司炼钢厂150 t超高功率双炉壳直流电弧炉是由法国clecim公司整体引进的。
电炉的供电电源是由三套整流器装置
eb51、eb52和eb53组成的,整流器输出的负极连接到炉顶石墨电极,正极经底电极切换开关连接到两个炉底底电极中的一个,冶炼
时石墨顶电极和底电极经炉内的废钢或钢水之间产生电弧,形成炉内能量的供给源。
其中,三套整流器装置eb51、eb52和eb53由ge 加拿大电气公司于1996年制造。
1.1.1 整流器框架结构
电炉整流器结构由交流铝母排、直流铝母排、带绝缘板的铝合金焊接框架和晶闸管组件组成,整个系统采用开放式框架设计,铝母排之间通过焊接支撑。
系统采用负压闭循环纯水冷却方式,冷却系统由三台水泵、三台热交换器及一个密封水箱组成。
整流器采用三相桥式全控整流,每个桥臂有10只2500a/2500v 晶闸管并联组成,桥臂采用大圆盘结构形式,每组晶闸管组件(包括一只晶闸管、一只快熔、三个水冷散热块和一套晶闸管安装支架,靠一支250 mm长的交流连接母排和内圈的直流连接母排固定到交直流母排上。
1.1.2 冷却系统
水箱内的纯水流经整流器内各母排及晶闸管散热块,再由三台水泵抽回水箱,形成一套负压闭循环纯水冷却系统,此部分又称为内部冷却水系统,主要将整流器交直流母排及晶闸管工作时产生的热量带走,而内部冷却水带出的热量又经过三台板式热交换器,由外部冷却水对流冷却。
冷却水系统的主要设计指标如下:
①内部冷却水水质为去离子加5%丙烯甘醇混合纯水、电阻率300 k以上,最高进口水温38.5℃,流量433 l/min。
②外部冷却水引至电炉电气冷却用纯水总管,最小流量667
l/min。
③水泵:流量:5/85(gpm),扬程:72/55(ft),正常情况下2备1。
④热交换器:热交换面积3.77 m2,设计压力0.7mpa,最高承受温度150℃,正常情况下2备1。
1.2 存在的缺陷
电炉整流器自从1996年投运以来,故障频发,对1999~2008十年间的电炉主作业线故障停机进行统计,其中47起由整流器故障引起,停机时间175.6 h,直接影响电炉的生产产量。
从2000年开始实施了晶闸管扩容、冷却系统改进等一系列技术改造,取得了一定的成效。
2 项目改造、目标
2.1 项目改造
本次整流器改造,利用宝通钢铁闲置整流器设备框架及部分元器件,开发制造3台整流器,分别更新替换现有的eb51、eb52、eb53三台整流器设备。
宝通钢铁闲置整流器为abb成熟产品(原属浦钢公司100t直流电炉),特别是在框架结构、18个晶闸管并联运行的系统安全裕量与动态均流、降低系统发热量与系统冷却、灭弧(防止事故扩大)等设计方面有较高的可靠性。
整流器设备利用了闲置整流器框架及部分元器件设备,结合多
年的设备使用维护经验,对控制、保护及冷却系统等部分进行全新优化设计,在发挥闲置整流器框架结构优势的基础上,进一步有效提升了整流器安全稳定运行性能。
利用宝通钢铁闲置整流器设备框架开发制造3台整流器,重新设计制造的设备及零部件如下:
①交流进线单元。
交流进线单元共3套,每套包括:变压器的三相接口及连接、电流互感器ct、铜母线、支撑及大电流交流进线绝缘处理等。
②整流触发及驱动单元。
整流触发及驱动单元共3套,每套包括:12块光电触发脉冲、驱动及导通电路显示板等。
③直流出线单元。
直流出线单元共3套,每套包括:输出端接口排连接、直流输出支撑连接、大电流直流输线绝缘处理等。
④控制单元。
控制单元共3套,每套包括:控制电路系统、屏蔽控制电缆及光缆接头等。
⑤保护监控单元。
保护监控单元共3套,每套包括:桥臂及母排接口温度检测、过压保护、过流保护、dv/dt保护、交直流侧及可控硅器件阻容吸收保护、直流电压检测(含稳压电阻组)、接地监控系统、快熔检测、故障报警信号及hmi接口界面等。
⑥内循环纯水冷却系统。
内循环纯水冷却系统共3套,每套包括:水路连接单元、可控硅冷却、快速熔断器冷却、交直流母排冷却、盘架冷却、2台循环水泵(1用1备)、自动补水阀、去水离子系统、纯水冷却热交换系统及纯水冷却系统检测仪表等。
冷却系统
采用闭循环水冷系统,循环水采用正压方式,冷却能力应满足整流器最大电流工作需求,且设计时应尽量减小运行过程中电位腐蚀的影响。
每套整流器水冷系统进出水口侧各增加1套温度检测点,出水口增加1套差压流量计,冷却水箱增加1套液位计,1套电导率计,1套压力变送器。
⑦3套纯水冷却系统公用补水箱。
增加1个纯水公用补水箱,内装1套水位检测仪表。
2.2 整流器主要技术要求
依据现有整流器十多年的实际运行维护及相关改造经验,确定改造后整流器应达到下列技术指标要求。
输入电压:ac 648 v、3相、50 hz;输入电流:ac 29394 a;额定输出电压:dc 765 v;最高空载直流电压:dc 870 v额定功率:27 540 kw;额定输出电流:dc 36000 a(连续);整流器承载最大电流能力:144ka/10s;平波电抗器:150 μh;可控硅通态压降:≤1.35 v/3000 a;可控硅承受浪涌电流能力:43 ka/10 ms;可控硅电流安全裕量:kai≥3.6;可控硅电压安全裕量:kau=3.0倍;整流器过载能力:150%额定输出电流,历时1 min;整流装置额定整流效率约:η≥95%;桥臂均流系数达到国家标准:18并≥0.74;整流装置额定运行时噪音:≤65 db;冷却方式:纯水—强迫水冷式冷却;安装方式:户内绝缘法安装;柜体防护等级:开启式自支撑框架结构。
3 结语
目前整流器改造已运行一段时间了,运行正常可靠。
彻底解决了多年无法解决的设备顽症、解决了维护和故障分析处理困难及备件供应困难特别是解决了重大事故隐患等问题,提高了设备的可靠性,保证了电炉生产安全正常运行。
这些新技术相信在今后的工程中必定会得到广泛的使用也为国产化直流电弧炉提供了有力帮助。
参考文献:
[1] 朱应波.直流电弧炉炼钢技术[m].北京:冶金工业出版社,1997.
[2] 傅杰.电弧炉炼钢技术发展历史分期问题[j].钢铁研究学报,2006,(5).。