高速加工技术及其应用
- 格式:docx
- 大小:19.51 KB
- 文档页数:5
模具制造中高速加工技术的应用浅析摘要:目前国内模具型腔一般都釆用电火花加工成型,电加工模具的质量和数量在现代化生产的背景下,已经远远不能满足要求。
高速加工技术的出现使模具制造技术登上了一个新台阶,本文在介绍高速加工技术在模具制造中的优越性的基础上,对采用的面向高速加工的加工机床特点和NCP系统工艺措施展开讨论,希望对行业发展有所帮助。
关键词:高速模具优越工艺编程系统1 模具高速加工的优越性与常规切削加工相比,高速加工不论在速度还是质量上都具有不可比拟的优势,主要表现在以下几个方面。
(1)由于采用高的切削速度和高的进给速度,这就使得单位时间内处理的金属材料增多,大大提高了生产效率。
此外,“一次过”技术真正实现了模具加工过程的精简化,用高速加工中心或高速铣床加工模具,可以一次作业完成型腔的粗、精加工和模具零件其它部位的机械加工,这就有效的减少了反复作业的时间,比传统的方法效率提高了好几倍。
而且,高速加工过程不需要传统机床中的电极,也不需要后续的手工研磨与抛光程序,因此,使得模具的生产和开发效率都大大提高。
(2)在高速加工作业中,要达到提高零件表面质量的目的只需要采用较少的步距。
高速生产过程中,高速切削以高于常规切速10倍左右的切削速度对零件进行高速加工,这就减少了表面粗糙化现象,一般来说多余的毛坯材料再被切割下来的瞬间就被带离工件,不会影响后续的处理,所以,通过高速加工技术生产出来的零件残余很少。
(3)在传统的切削作业中,由于作业时间长,工件内的热量散发不出去,从而导致材料质地变软变形,而由于高速加工时切削力大大降低、大部分切削热都随着切屑散发,所以因热量导致工件变形的情况很少发生。
(4)高速加工技术的主轴转速稳定,切削过程中产生的95%以上的热量都被切屑迅速带走。
机床主轴以10000~80000r/min的高转速运转,激振频率和“机床—刀具—工件”系统的固有频率范围相差很大,减小了共振作用造成的不稳定,使零件的整个加工过程平稳无冲击。

高速加工技术及应用高速加工技术是一种在短时间内迅速、高效地完成工件加工的技术。
它是现代制造业发展的重要一环,广泛应用于航空航天、汽车、船舶、电子、模具等领域。
高速加工技术的特点有以下几点:1.高速切削:高速加工技术采用高速旋转的切削工具,使得切削速度大大提高,一般可以达到切削速度的数倍甚至十数倍,从而大大缩短了加工时间。
2.小切削量:高速加工技术多采用微小切削量的方式进行切削,这样可以降低加工对机床、刀具和工件的热影响,提高加工精度。
3.高精度和高表面质量:高速加工技术能够实现很高的加工精度和表面质量,通常可以达到几个微米的加工精度和很低的表面粗糙度。
4.刀具寿命长:高速加工技术采用高硬度和高耐磨性的刀具材料,使得刀具使用寿命大大延长,降低了换刀频率和加工成本。
高速加工技术在以下方面有广泛的应用:1.航空航天领域:在航空航天领域,高速加工技术能够加工各种复杂曲面和薄壁结构件,如发动机叶片、航空航天零件等,提高了零件的精度和表面质量。
2.汽车领域:高速加工技术在汽车制造中主要用于零部件的加工,如发动机缸体、座椅滑块等,能够提高加工效率和产品质量。
3.船舶领域:高速加工技术在船舶制造中主要用于船体结构和轴承加工,如船体钢板切割、轴承的外圈和内圈加工等,提高了加工速度和质量。
4.电子领域:高速加工技术在电子领域主要用于半导体器件的切割和加工,如芯片切割、光纤连接器加工等,提高了加工精度和产品性能。
5.模具领域:高速加工技术在模具制造中主要用于模具的精细加工,如模具的深孔加工、细小结构的加工等,提高了模具的加工精度和寿命。
高速加工技术的发展对于提高制造业的竞争力和产品质量具有重要意义。
随着材料科学和机械加工技术的不断发展,高速加工技术将在更多领域得到应用,并不断推动制造业的发展。


材料加工与制造中的新技术随着科技的进步,材料加工与制造领域也在不断地革新与发展。
新技术的出现,让加工与制造变得更加高效、精准和环保,为产业升级和发展带来了新的机遇和挑战。
一、高速加工技术高速加工技术是一种利用高速的机床和刀具,以较大的进给量和切削深度进行金属材料的切削加工的技术。
相比传统的加工技术,高速加工技术可以大大提高加工效率,降低生产成本。
在高速加工中,钨钢等超硬合金已成为切削工具主要材料,辉带是目前被广泛使用的刀具涂层之一,可大大提高刀具的寿命,使其更加耐磨,减小切削力,提高加工精度和稳定性。
二、立体打印技术近年来,立体打印技术在制造业中引起了广泛关注。
这项技术基于数字化设计,将设计图通过电脑转化为CAD格式,再通过专业的打印机进行扫描和处理,最后利用打印机内部的机械臂、喷头等器件把材料精确地堆积在一起,逐层完成构建出的物品。
立体打印技术能够加工出精度极高和复杂度较高的构件,可以应用于一些特殊的材料加工和生产过程中,比如复杂内部结构的金属零件和医疗用品等。
三、智能制造技术智能制造是一个集成了多个领域内的技术和方法的综合体,涵盖了先进的装备、实时生产计划和控制、数字化设计和生产等各个方面。
利用一些新技术和下一代信息技术,智能制造可以实现生产流程的自适应性和自主化,提高生产效率,从而提高了生产力和企业竞争力。
比如,利用工业机器人和人工智能技术,智能制造可以实现各种自动化加工,快速反应市场变化,生产出优质的产品,并实现对于产品质量、生产时效等方面的精密控制。
四、激光切割技术激光切割技术是一种利用高能量的激光束来切割材料的技术。
它可以对各种材料进行高精度、高效率的切割。
在激光切割过程中,因为激光束的能量非常高,使得切削效果更加准确和平滑,在加工过程中也会产生较少的废料和污染物,使该技术更具环保性。
同时,激光切割技术的应用领域非常广泛,可以应用于钣金、电子、医疗器械、汽车等各个行业。
五、无人化工厂无人化工厂采用自动化生产方式,将机器人带进厂房,建立具有高度自动化的生产线,实现生产流程的自动化和无人化。
试述超高速加工机制超高速加工是一种先进的加工技术,能够在很短的时间内完成复杂零件的高精度加工。
它在精密机械制造、航空航天、汽车、电子等领域得到广泛应用。
本文将从超高速加工机制的原理、加工过程、适用材料以及技术发展前景等方面进行详细描述。
超高速加工机制的原理主要是基于高速旋转刀具和高速旋转的工件之间的相对运动。
在超高速加工中,刀具通过高速旋转,切割工件上的材料,完成加工目标。
与传统的加工方式相比,超高速加工具有以下几个显著的特点:1.高速切削:超高速加工的刀具转速通常达到数万转/分钟,可以在非常短的时间内切割掉工件上的材料,提高了加工效率。
2.低切削力:超高速加工中,由于切削速度较高,所以对于材料的切削力要求较低,有效降低了加工时的振动和变形。
3.高精度:超高速加工中的刀具高速旋转和材料快速切削相结合,可以实现高精度的零件加工,尺寸和表面质量都能满足高要求。
超高速加工的加工过程可以分为以下几个步骤:1.刀具接触工件:在加工开始之前,刀具需要接触到工件表面,并将切削力传递给工件。
2.切削过程:刀具高速旋转,切削工件上的材料,形成加工轨迹。
刀具的进给速度和切削速度之间的比值称为切削速度系数,切削速度系数越高,切削效果越好。
3.切屑放出:切削过程中,材料会形成切屑,通过刀具的排屑槽排出,保持刀具与工件表面的清洁。
4.冷却润滑:加工过程中,刀具和工件会产生大量的热量,需要及时进行冷却润滑,以防止刀具和工件过热。
超高速加工适用于多种材料的加工,包括金属、塑料、陶瓷等。
不同材料的加工要求不同,需要选择适合的切削条件和切削工具。
在加工金属时,通常选择硬质合金刀具,由于切削速度高,所以需要冷却剂来降低刀具和工件的温度。
在加工塑料和陶瓷时,常用的刀具材料有多晶超硬材料和立方氮化硼,这些材料具有高硬度和耐磨性,能够高效切削工件。
超高速加工技术在未来具有广阔的发展前景。
随着科技的进步和加工精度的要求不断提高,超高速加工将成为制造业的新趋势。
高速加工技术在模具制造中的应用来源:数控机床网 作者:数控车床 栏目:行业动态 近年来,高速加工(High Speed Cuting)技术的发展迅速,为提高模具制造水平、产品质量提供了新的发展方向。
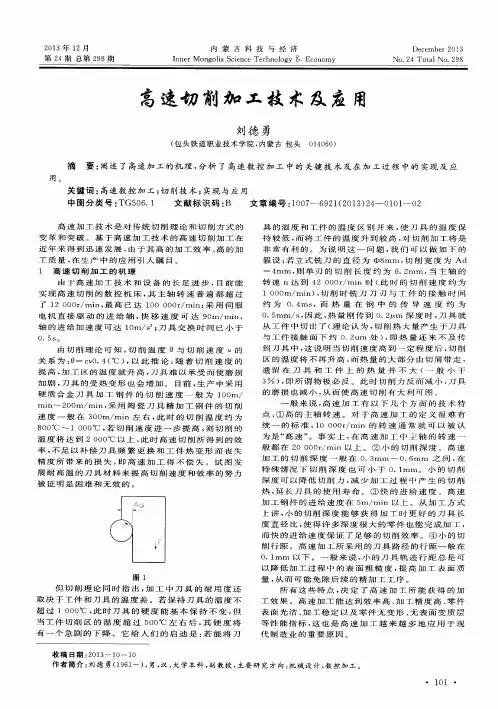
图1V.切削速度 F.进给速度 D.刀具直径 Ad.切深 Rd.切宽 图2 高速切削方式 图3 传统切削方式 图4 手机型腔 1 高速加工参数在利用高速加工技术过程中,典型的高速切削加工参数有切削速度(指刀具切削处的切削线速度)、进给速度、主轴转速、刀具直径、切削深度、切削量等(图1)。
一般而言,切削速度依据被加工模具材料和使用的刀具材料不同而变化,由经验准则可查出不同材料的刀具在切削钢材时的切削速度的范围。
根据主轴转速与刀具的直径和切削速度关系式N=V×1000/(p×D)(r/min)计算出需要的主轴转速:进给量与刀具的主轴转速有关,它们的关系表达式为F(进给量)=单刃进给量×刀具刃数×主轴转速(mm/min)。
通常,单刃进给量为0.1~0.25mm:每分钟的切削量=F×A d×Rd(mm3/min)。
2 高速切削加工与常规加工的比较高速切削加工与常规的数控加工方法主要区别在于进给速度、加工速度和切削深度这三个工艺参数值不同。
高速切削加工采用高进给速度和小切削深度(图2),而数控加工则采用低进给速度和大切削深度(图3)。
另外,高速切削加工对机床主轴、切削刀具、计算机数控系统、伺服进给系统和数控编程方法的要求与常规的加工方式不同。
过去模具的型腔加工是电火花(EDM)一统天下。
但近年来,除了窄缝,深槽以及很细的纹理,非用电火花加工的以外,一般形状不太复杂的型腔及三维轮廓已能在高刚度的铣床和加工中心上用涂层铣刀进行高速加工,其加工效率比EDM高。
而实际上,高速铣削更适合于加工形状不是很复杂的浅型腔模具,而对于深型腔和具有内清角的型腔模具,表面有花纹或图案的模具加工起来也存在一定的困难。
高速加工工艺高速加工是一种高效的切削方法,它以高切削速度进行小切削量加工,其金属去除率比普通数控加工要高,并且延长了刀具寿命、减少了非加工时间,它适应了现代生产快速反应的应用特点。
高速加工采用全新的加工工艺,在刀具、切削用量、走刀路径及程序编制等方面,都不同于传统的数控加工。
1.高速加工刀具选择高速加工对刀具材料要求更高。
在实际加工中一般按照下列原则选用合适的刀具材料:粗加工时优先考虑刀具材料的韧性;精加工时优先考虑刀具材料的硬度。
高速加工的刀具材料有立方氮化硼(CBN)、金刚石(PCD)、陶瓷等。
使用CBN刀具铣削端面时,其切削速度可高达5000m/min,主要用于灰口铸铁的切削加工。
聚晶金刚石刀具特别适用于切削含有SiO2的铝合金材料,目前,用聚晶金刚石刀具铣削铝合金端面时,5000m/min的切削速度已达到实用化水平。
此外,陶瓷刀具也适用于灰口铸铁的高速切削加工。
CBN和PCD刀具尽管具有很好的高速切削性能,但成本相对较高,釆用涂层技术的刀具价格低廉,又具有优异性能,可以有效降低加工成本,所以高速加工采用的立铣刀,大都釆用氮化铝钛(TiAlN)系的复合多层涂镀技术进行处理。
不同工件材料的高速加工需要选择与其匹配的刀具材料和加工方式,才能获得最佳的切削效果。
铝合金高速加工时,可以选用金刚石刀具。
如果刀具复杂,可采用整体超细晶粒硬质合金、粉末高速钢、高性能高速钢及其涂层刀具进行高速加工。
加工钢和铸铁及其合金时,采用Al2O3基陶瓷刀具较合适;立方氮化硼适于HRC45-65以上的高速硬切削;氮化硅基和立方氮化硼更适于铸铁及其合金的高速切削,但不宜于切削以铁素体为主的钢铁;WC基超细硬质合金及其TiCN、TiAlN、TiN涂层刀具和TiC/TiN基硬质合金刀具也可加工钢和铸铁。
加工钛合金时,一般可用WC基超细晶粒硬质合金和金刚石刀具。
2.高速加工切削用量选择高速加工的切削速度通常为常规切削速度的5~10倍左右。
高速切削加工技术的概念高速切削加工技术是一种在机械加工中使用高速旋转刀具来去除材料的工艺。
它可以提高加工效率、减少加工成本,提高切削质量,并延长刀具寿命。
在高速切削加工技术中,切削速度通常比传统切削速度高出几倍,达到可达到切削极限的速度。
高速切削加工技术的基本原理是通过尽可能高的转速来提高切削速度,以减小切削过程中的切削时间。
高速切削加工技术的发展需要满足以下几个条件:高速切削的刀具材料需要具备良好的硬度、热稳定性和刚性;高速切削需要使用高速转子以提供所需的切削速度;高速切削需要使用高速切削液以冷却和润滑刀具和切削床面。
高速切削加工技术的优点主要体现在以下几个方面:1. 高加工效率:高速切削加工可以提高切削速度,减少切削时间,从而提高加工效率。
与传统切削相比,高速切削可以将加工时间减少50%以上。
2. 高表面质量:高速切削加工可以减小切削过程中的机床振动和切削力,从而获得更高的表面质量。
切削过程中,高速转子产生的离心力可以抑制刀具的振动,提高切削表面的光洁度。
3. 刀具寿命长:高速切削加工可以减小切削温度,减小切削热对刀具的影响,从而延长刀具的使用寿命。
高速切削可以在减小切削温度的同时提高切削速度,从而有效地降低刀具的受热面积,减小刀具的磨损。
4. 减少加工成本:高速切削加工可以提高加工效率,减少切削时间,从而减少加工成本。
高速切削还可以减小切削力和切削温度,减少切削液的消耗,降低切削液的成本。
高速切削加工技术的应用范围广泛,包括航空航天、汽车制造、模具制造、电子制造等领域。
例如,在航空航天制造中,高速切削可以快速精确地加工复杂的零部件;在汽车制造中,高速切削可以提高发动机零部件的加工效率和精度;在模具制造中,高速切削可以提高模具的加工效率和精度;在电子制造中,高速切削可以提高电路板的加工效率和精度。
总之,高速切削加工技术是现代制造业的一个重要发展方向。
通过提高切削速度,高速切削加工可以提高加工效率、减少加工成本,并提高切削表面的质量。
高速加工技术及其应用
摘要:高速切削加工作为模具制造中最为重要的一项先进制造技术,与传统加工技术相比
是质的飞越,具有高生产效率、小切削力、高加工精度、低能耗等特点。
可以解决在模具常规切削加工中备受困扰的一系列问题,有着强大的生命力和广阔的应用前景……
关键字:高速加工技术、生产效率、模具、工序、应用、趋势……
高速加工技术是指采用特殊材料的刀具,通过极大地提高切削速度和进给速度,来提
高被加工件的切除率,同时,加工精度和质量也显著提高的新型加工技术。
高速切削加工技术是21世纪的一种先进制造技术,有着强大的生命力和广阔的应用前景。
通过高速切削加工技术,可以解决在模具常规切削加工中备受困扰的一系列问题。
近几年来,在美国、德国、日本等工业发达国家高速切削加工技术在大部分的模具公司都得到了广泛应用,85%左右的模具电火花成形加工工序已被高速加工所替代。
高速加工技术集高效、优质、低耗于一身,已成为国际模具制造工艺中的主流。
本文主要介绍高速切削加工技术的特点、优势、应用及发展趋势。
技术特点
一、生产效率有效提高。
高速切削加工允许使用较大的进给率,比常规切削加工提高5~10倍,单位时间材料切除率可提高3~6倍。
当加工需要大量切除金属的零件时,可使加工时间大大减少。
二、至少降低30%的切削力。
由于高速切削采用极浅的切削深度和窄的切削宽度,因此切削力较小,与常规切削相比,切削力至少可降低30%,这对于加工刚性较差的零件来说可减少加工变形,使一些薄壁类精细工件的切削加工成为可能。
三、加工质量得到提高。
因为高速旋转时刀具切削的激励频率远离工艺系统的固有频率,不会造成工艺系统的受迫振动,保证了较好的加工状态。
由于切削深度、切削宽度和切削力都很小,使得刀具、工件变形小,保持了尺寸的精确性,也使得切削破坏层变薄,残余应力小,实现了高精度、低粗糙度加工。
从动力学角度分析频率的形成可知,切削力的降低将减小由于切削力产生的振动(即强迫振动)的振幅;转速的提高使切削系统的工作频率远离机床的固有频率,避免共振的发生;因此高速切削可大大降低加工表面粗糙度,提高加工质量。
四、降低加工能耗,节省制造资源。
由于单位功率的金属切除率高、能耗低以及工件的在制时间短,从而提高了能源和设备的利用率,降低了切削加工在制造系统资源总量中的比例,符合可持续发展的要求。
五、简化了加工工艺流程。
常规切削加工不能加工淬火后的材料,淬火变形必须进行人工修整或通过放电加工解决。
高速切削则可以直接加工淬火后的材料,在很多情况下可完全省去放电加工工序,消除了放电加工所带来的表面硬化问题,减少或免除了人工光整加工。
技术优势
一、高速切削加工提高了加工速度
高速切削加工以高于常规切削10倍左右的切削速度对汽车模具进行高速切削加工。
由于高速机床主轴激振频率远远超过“机床—刀具—工件”系统的固有频率范围,汽车模具加工过程平稳且无冲击。
二、高速切削加工生产效率高
用高速加工中心或高速铣床加工模具,可以在工件一次装夹中完成型面的粗、精加工
和汽车模具其他部位的机械加工,即所谓“一次过”技术。
高速切削加工技术的应用大大提高了汽车模具的开发速度。
三、高速切削加工可获得高质量的加工表面
由于采取了极小的步距和切深,高速切削加工可获得很高的表面质量,甚至可以省去
钳工修光的工序。
四、简化加工工序
常规铣削加工只能在淬火之前进行,淬火造成的变形必须要经手工修整或采用电加工
最终成形。
则可以通过高速切削加工来完成,而且不会出现电加工所导致的表面硬化。
另外,由于切削量减少,高速加工可使用更小直径的刀具对更小的圆角半径及模具细节进行加工,节省了部分机械加工或手工修整工序,从而缩短了生产周期。
五、高速切削加工使模具修复过程变得更加方便
许多模具在使用过程中往往需要多次修复以延长使用寿命,如果采用高速切削加工就
可以更快地完成该工作,取得以铣代磨的加工效果,而且可使用原NC程序,无需重新编程,且能做到精确无误。
六、高速切削加工可加工形状复杂的硬质模具
由高速切削机理可知:高速切削时,切削力大为减少,切削过程变得比较轻松,高速
切削加工在切削高强度和高硬度材料方面具有较大优势,可以加工具有复杂型面、硬度比较高的模具。
高速切削加工技术的应用领域
一、高速切削技术在国外的应用
现在在工业发达国家,高速切削加工技术已成为切削加工的主流,日益广泛地应用于
模具、航空、航天、高速机车和汽车工业等领域,并已取得了巨大的经济效益。
模具制造工业中,德国、日本、美国等大约有30%~50%的模具公司,用高速切削加工技术,加工放
电加工(EDM)电极、淬硬模具型腔、塑料和铝合金模型等,加工效率高,质量好,减少了后续的手工打磨和抛光工序。
在航空与高速机车行业,飞机的骨架与机翼、高速机车的车厢骨架均为铝合金整体薄壁构件,都需要切除大量的金属,从毛坯开始的切除量甚至达到90%,采用高速切削加工技术,加工时间缩短到原来的几分之一[6]。
汽车工业的发动机铝合金和
铸铁缸体,广泛采用高速切削加工技术,大大地提高效率,降低成本。
此外,高速切削加工
技术还应用于快速成形、光学精密零件和仪器仪表等加工领域。
二、高速切削技术在国内的应用
我国高速切削加工技术最早应用于轿车工业,20世纪80年代后期,相继从德国、美国、法国、日本等国引进多条具有先进水平的轿车数控自动化生产线,如从德国引进的具有90
年代中期水平的一汽一大众捷达轿车和上海大众桑塔纳轿车自动生产线,其中大量应用了高速切削加工技术。
近年来,我国航天、航空、汽轮机模具等制造行业引进了大量加工中心和数控镗铣床,都不同程度地开始推广应用高速切削加工技术,其中模具行业应用较多。
高速切削加工技术的发展趋势展望
高速切削加工是切削加工发展的方向,在未来必将成为切削加工的主流。
作为先进制
造技术的一项全新的共性实用技术,高速切削加工技术将继续克服当前存在的某些技术障碍,得到更快的发展,主要有:
一、PCD、CBN陶瓷刀具、涂层刀具和超细晶粒硬质合金刀具等作为高速切削刀具材料仍将起主导作用,并且日益广泛应用。
但这些刀具材料将随着高速切削加工技术发展的需要,得到新的发展。
二、加工范围将扩大,将从铝合金高速加工扩大到钢材的高速加工,解决钢件高速加
工存在的技术难题。
三、将从湿切削走向干切削,解决高速加工使用大量冷却液造成的污染,并进一步研
究开发出适合于干切削的新型刀具,研究开发干切削加工中心。
四、高速切削机理的理论研究、仿真研究、和虚拟研究等工作将得到进一步深入开展,高速切削过程的物理本质与变化规律将被进一步弄清。
机械高速加工技术目前已在发达国家的机械制造业中普遍应用,而在我国的应用范围
及应用水平仍有待提高,大力发展和推广应用机械高速加工技术,对促进我国机械制造业整体技术水平的提高具有重要意义。
作为大学生的我们,是机械的新鲜血液,是我国机械装配制造业的主力军,我们肩负着图腾中华机械的重任。
所以,我们要努力学习专业知识,拓展
视野,夯实基础,共同为机械的明天而不懈努力!
参考文献:1.《高速加工技术在模具加工中的应用初探》;
2.《模具高速加工技术与策略》——郭铁君;
3.《高速加工技术论文》——康店宋;
4.《高速切削加工技术及其应用》——杨德一,张孝华,孙志建;
5.《先进制造技术》——曹勇.
高速加工技术及其应用
指导教师:朱学军
姓名:田养华
学号:12012243495
年级:2012级
班级:卓工(1)班
2013年12月26日宁夏大学机械工程学院。