ASM邦定机AB559操作手册6章
- 格式:pdf
- 大小:1.75 MB
- 文档页数:25

文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第 1 页,共 6 页1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择 1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp,,stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有 1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM操作手册AB520自动超声波焊线机档案名:修订本:B日期:2002年5月目录第1章安全措施第2章机器介绍2.1 机器总说明2.2 特微2.3 规格说明第3章机器结构3.1 系统分块图3.2 机器结构3.2.1 工作夹具3.2.2 X-Y-θ工作台3.2.3 高速焊头3.2.4 电源3.2.5 真空工作夹具(任选的)3.3显示与观测3.3.1 显示系统3.3.2 观测系统3.4 PC控制系统3.4.1 PC控制系统3.5驱动系统3.6机器控制部件3.7开关面板3.8 控制面板第4章机器安装第5章机器校正5.1 说明5.2 校正步骤5.3 马达微调5.4 调节对应面参数5.4.1 手动调节聚焦高度5.4.2 自动调节聚焦高度5.4.3 手动调节光线5.4.4 自动调节光线5.5 摄像机校准5.6 图像识别系统(PRS)校准5.7 校正聚焦偏距5.8 校正焊尖偏距(BTO)5.8.1 one point BTO by CRT 5.8.2 two point BTO by CRT 5.8.3 one point BTO by Manual 5.9 校正旋转中心(COR)5.10 校正USG板5.11 线夹校正5.12 焊接力度校正第6章操作与控制6.1 启动机器6.2 机器控制程序说明6.3 机器控制6.3.1 自动焊线控制6.3.2 焊线程序输入步骤6.3.3 焊线程式操作6.3.4 编辑焊线程序6.3.5 自动焊接操作6.3.6 CRT焊接操作6.3.7 错误讯息6.4 自动COR(旋转中心)控制6.4.1 利用自动(AUTO)图像(预设的图像)6.4.2 利用手动图像(用户选定的图像)6.4.3自动COR的持续时间6.5 BQM控制6.5.1 什么是BQM6.5.2 如何设定失线探测?6.6 优化焊线参数控制6.7 PRS优化6.7.1 管芯校准6.7.2 PCB校准6.7.3 测试已载入的图像第7章控制功能与参数7.1 系统设定操作表7.2 编写操作表7.3 自动焊线操作表7.4 测试维修操作表第8章故障检修8.1 故障检修I (焊线质量)8.2 故障检修II (报警及错误信息)8.3 故障检修III [线路板及驱动器(LED)发光二极管显示说明]8.3.1 AB520步进器及电磁线圈驱动器(02-15757)8.3.2 HIPEC520 DUAL ELMO AC伺服驱动器(02-15716)/(02-15716-01)8.3.3 AB520AC伺服驱动器(03-15831)(03-15832)8.3.4 PC可编程频率USG板(03-20903)8.3.5 LED驱动板(MARK II)(03-20814-02)8.3.6 HIPEC 520 PC 控制板(03-20818)8.3.7感应器分配板(03-20886)第1章(略)第2章机器介绍.2.1 机器总说明AB520铝线楔形焊线机为您提供完全精密间距及高速灵活的楔形焊接技术,精制的焊头及XYθ工作台实现了精确高速的铝线焊接,保障了较高生产能力(可能提高30%),进而增加了您在市场上的竟争力,先进的“Eagle PRS”(Eagle图像识别系统)保证了焊接位置的精度,也减少了人员操作茧自缚,提高了成本效率,以这些尖端特性,AB520适用于焊接比较广范围的线路板上晶片(COB)产品,继承AB510系列之经验,增加了以下新技术:XY工作台利用滚珠螺杆获得精密的分解度和更高的准确性θ工作台直接与100K精密编码器连接并间接地由伺服马达由精密计时带驱动,伺服一步旋转为θ工作台提供较精密的0.0036°旋转,这样提高了θ工作台的分解度焊头由滚珠螺杆驱动获得较高的准确性和稳定性AB520配有电脑控制系统2.2特微2.2.1焊接系统较低惯性及稳定型的焊头稳定有效的AC伺服马达控制XYZ和θ轴焊头行程间距23mm采用垂直高速移动及30º的送线角度可编程焊接力度5—200G正常及反向焊接功能可编程控制个别焊线线弧带有自行校准功能的ASM超声波发生器可编程焊接时间和焊接力度高分解度的Xyθ工作台及焊头自动送线/扯线系统提供可编程的线尾长度非接触式音圈马达线夹提供可编程夹持力度配有失线自动检测的焊接质量监控系统(BQM),使因未粘合及基片污染而导致的生产损失达到最低光学系统ASM EAGLE256灰度级PRS特定的副像素精度用于图像校正高速及高精度的自动校正功能,节省了时间并减少了人员操作错误自动调焦和自动光度调节提供了精确的图像识别效果XYθ工作台AC伺服马达控制XY及θ轴通用灵活的2.2 X 2.2”行程范围的XY工作台适用于不同应用退偶合XY工作台设计用于减少了人员操作错误控制系统易于操作的综合控制面板15”VGA显示器易于配置的转换开关适用于110V/220VAC输入电压双语操作表显示操作舒适的人机工作台座理想的安全保护装置用于预防温度热和过电压故障选项订制的真空工作夹具侧面摄像机用于焊接监察2.3 规格说明1)焊接焊接方式:超声波焊接焊接直径:20-50.4um(0.8-2.0mil)铝线出线角度:30°焊接速度:200ms在2.0mm(79mil)线长焊接压力:可编程(5-200G)焊接时间:程序控制(0-255ms)焊接功率:可编程(0-1watt)焊线位置:±15.3um(±0.6mil)@3°焊接区域:距旋转中心12.5mm(0.492”)半径2)记忆容量程序数软盘:5/1.44M:(根据程序尺寸)硬盘:60每个程序最大PCB数:1每个程序最大管芯数:100每个程序最大线数:5000条3)X-Y工作台工作台行程:58mm X 58mm(2.2” X 2.2”)机械结构:横向滚轮轴承工作台加滚珠螺杆精确度:0.625um(0.0246mil)4)θ工作台工作夹具:AB520系列工作夹具PCB尺寸:最大101.6mm X 152.4mm(4”X 6”)机器结构:工作夹具直接与精密的100K编码器接合,并间接地按照精密计时皮带由AC伺服马达驱动精确度:0.0036°5)焊头Z-行程:23mm(0.9”)机械结构:横向滚轮轴承加滚珠螺杆精确度:1um(0.039mil)6)对位点数管芯:1,2点基片:0,1,2点7)光学系统校准系统:4.1倍放大倍数(镜像校准),可编程控制焦距显微镜:10倍-45倍放大倍数(可随意调校放大倍数)8)操作、安全及显示系统操作用件:AB520键盘控制面板(控制球+10个快捷功能键+功能旋钮)开关:在机台前面板上的开关用于机台电源、侧光、显示器安全措施:易于操作的电源切断开关,机台接地操作者接地插头过电压保护装置温度保护装置显示器:VGA显示器用于观察工作效果及控制操作资料存储:软驱动器及快记忆体(DOC)9)电源电压:110V/220V/230V AC±10%(单相,工厂预设)频率:50/60HZ功率:600W10)尺寸及重量长X宽X高尺寸(基本机身):900mmX730mmX770mm(35.4”X28.7”X30.3”)重量:192kg第三章机器结构3.1 系统分析图3.2 机器结构AB520由以下部件组成3.2.1 工作夹具工作夹具适合于固定不同尺寸的PCB3.2.2 X-Y-θ工作台X-Y-θ工作台应用横向滚珠导轨及滚珠螺杆来提高分解度和焊线精度3.2.3 高速焊头完全重新设计的焊头更适合于高速焊线。
文件名称: 全自动邦定机操作指导书文件编号: KS/WI/PM —001版本状态: A/0生效日期: 2015年7月19日 1.目的规范全自动邦定机的使用,维护和保养延长设备寿命。
2.适用范围适用于ASM AB520全自动邦定机。
3.职责:3.1设备操作人员负责检查机器的运行状态/PCB 板的装卸/保养以及简单维修。
3.2设备管理员负责机器的编程、维修与维护。
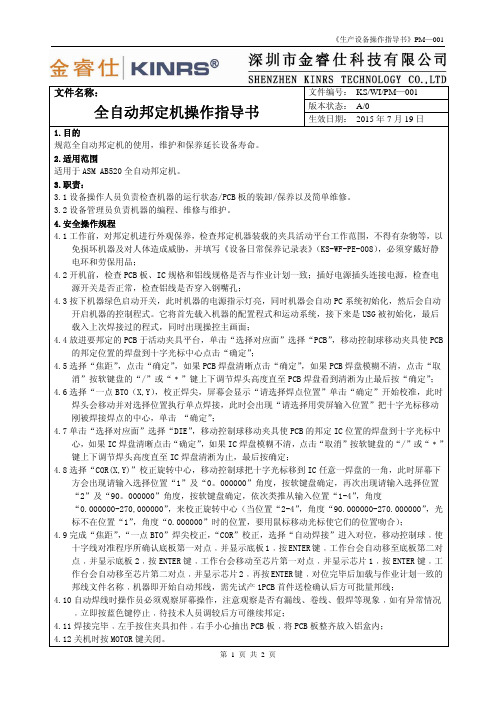
4.安全操作规程4.1工作前,对邦定机进行外观保养,检查邦定机器装载的夹具活动平台工作范围,不得有杂物等,以免损坏机器及对人体造成威胁,并填写《设备日常保养记录表》(KS-WF-PE-008),必须穿戴好静电环和劳保用品;4.2开机前,检查PCB 板、IC 规格和铝线规格是否与作业计划一致;插好电源插头连接电源,检查电源开关是否正常,检查铝线是否穿入钢嘴孔;4.3按下机器绿色启动开关,此时机器的电源指示灯亮,同时机器会自动PC 系统初始化,然后会自动开启机器的控制程式。
它将首先载入机器的配置程式和运动系统,接下来是USG 被初始化,最后载入上次焊接过的程式,同时出现操控主画面;4.4放进要邦定的PCB 于活动夹具平台,单击“选择对应面”选择“PCB”,移动控制球移动夹具使PCB的邦定位置的焊盘到十字光标中心点击“确定”;4.5选择“焦距”,点击“确定”,如果PCB 焊盘清晰点击“确定”,如果PCB 焊盘模糊不清,点击“取消”按软键盘的“/”或“﹡”键上下调节焊头高度直至PCB 焊盘看到清淅为止最后按“确定”;4.6选择“一点BTO(X,Y),校正焊尖,屏幕会显示“请选择焊点位置”单击“确定”开始校准,此时焊头会移动并对选择位置执行单点焊接,此时会出现“请选择用荧屏输入位置”把十字光标移动刚被焊接焊点的中心,单击 “确定”;4.7单击“选择对应面”选择“DIE”,移动控制球移动夹具使PCB 的邦定IC 位置的焊盘到十字光标中心,如果IC 焊盘清晰点击“确定”,如果IC 焊盘模糊不清,点击“取消”按软键盘的“/”或“﹡”键上下调节焊头高度直至IC 焊盘清淅为止,最后按确定;4.8选择“COR(X,Y)”校正旋转中心,移动控制球把十字光标移到IC 任意一焊盘的一角,此时屏幕下方会出现请输入选择位置“1”及“0。

ASM操作手册ASM-51宏汇编使用手册A51与ASM51比较接近,但没有ASM51复杂。
如果不使用过于复杂的宏指令,二者基本上是一样的。
ASM-51宏汇编主要用来开发Intel8051系列单片机,它具有宏处理,数据处理,列表处理和条件处理等多种功能。
源程序的编写完全采用Intel标准助记符和行格式。
程序编写后,经ASM-51汇编后生成列表输出文件(.LST)和目标代码文件(.HEX)。
此目标代码文件(.HEX)可直接用Keil等开发环境进行模拟/调试,或烧到硬件仿真器的ROM 上运行。
一、宏汇编语言的基本语法1.1宏汇编的特点ASM-51宏汇编完全支持Intel助记符的汇编语言,它含有宏语句,英文大小写字母,变量名,标号等不受限制,有二,十,十六进制和串参数类型,有汇编控制指令和多层条件语句,程序逻辑分段,还有模块化程序设计的连接功能,汇编速度快等特点。
1.2语句汇编语言可分为两类语句:指令性语句和指示性语句。
(1)指令性语句这一类语句是指在汇编过程中能生成指令代码的语句(如MOV,DEC等)。
其格式为: [标号:][指令助记符][操作数][;注释]其中方括号[]中为选择项。
下同。
(2)指示性语句这一类语句即通常所说的伪指令,它指示汇编程序后面的指示性语句如何产生代码。
ASM-51宏汇编完全支持Intel助记符的汇编语言,因此汇编程序的格式,指令完全与8051汇编语言一样,这里不再介绍它们的指令系统。
1.3 常量与数值运算(1)常量及其表示常量,就是在汇编时已经确定的值。
在汇编语言中,常量主要用作指令性语句中的直接操作数,也可用于存储器操作的组成部分(如位移量),或者为伪指令中的变量输初值。
为便于程序设计,常量有多种表示形式:二、十、十六进制数和字符串等,它们的格式各不相同,并采用不同的基数标记加以区分。
表--1列出其格式。
常量以数值形式直接写在汇编语言的语句中称为字面常量,若预先为它定义一个符号名,然后在语句中用符号名来表示该常量称符号常量。

文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第1 页,共 6 页1 目的:规范生产作业,提高生产效率及产品品质.2 范围:焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk 自动焊线机操作指导书》《ihawk 自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop 看BQM第二点的校正信息,再按Stop 键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool 面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar (线盘)下面,把金线的前端拉直并按THREAD WIR打E开Air TensionerA (真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按 4 把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx 键出现Sure to index LF? 再按A键将材料送到焊线区,进入主菜单parameter 再进入Reference Parameter 测量PCB(Lead)和晶片(Die)和高度.5.1.10 在Auto 菜单中选择 1 start single bond 按Enter 搜索PR,等搜索完P R停下来时按1 焊一根线看是否正常,按0 开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities →0Hurd Disk program →1 load Bondprogram 选择相应的程序,出现sure to load program? 按A确定,出现sure toload WH date ? 后按B确定,出现Change Top plate W-Clamp ,, stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram 把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program 教读一个新程序1)教读手动对点:在TeachAligmment 菜单输入2(只有 1 Die 时)并按Enter 编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。

定期清洁接觸感應器接触面的异物。
此处有异物机器会提示:BH Bounce Before Search.等定期檢測螺線管的功能(用我们的话说就是看看螺線管是否够力) 螺線管不好或是不够力或是没没调校会造成漏线,卷线或是断线.定期都要給送/切線螺線管滑塊加潤滑油.注意:加油后一定要把残留的油迹擦拭干净以免影响焊线效果.油迹会浅到刚咀过是换能器上就麻烦了.出现漏线, 断线等现象.二.送线部分定期清洁检查送线感应器.送线感应器坏或是没调校好机器会出现:Wire End Detected的错误提示.并定期检测故障送线按钮(此按钮控制送线的步进马达)当机器出现: Wire End Detected错误提示时需使用此键.此键太灵活会造成铝线卷成一团(严重的话铝线就报废了).送线感应器故障送线按送线步进马达定期清洁焊頭的Z 復位的感应器(图1)極限此感应器坏或调试不好会造成机器找 不到原位或是Z 方向死机定期检查马达锁紧螺丝(图2)应定期清理马达内碳渣大概 6个月清理一次. 定期给每個季度都要給焊頭Z 軸滑塊加潤滑油。
四.旋转部分不死还好可以使用软件重新复位马达(操作表从新启动了). 同时感应竿也的调校好.定期清洁旋转原位復位感应器.并定期检查旋转白齿轮是否有磨损现象.如果白旋转皮帶需定期检查有没有松动磨损等现象。
马达图1 图2Z 滑块感应竿五.工作台部分定期清洁工作臺的X-Y 的感应器極限,復位感應器進行每月清潔。
此感应器坏会造1.成机器的某个方向不动作,如X 感应器坏:机器会屏幕提示: X HOME SENSOR NOTFOUND(找不到X 原位感应器)2.如调试不好会造成某个方向找不到原位.或某个方向死机.等定期給工作台的X-Y 的丝竿和滑块加油(我们用的是日本雪油白色的呈膏状的).防止丝竿和滑块老化.工作台旋转焊头定时清理直流伺服马达内的碳渣.马达长期与马达内的電刷相互磨察就会将部分電刷磨察成碳渣此碳渣必须定时清理否则会造成马达内部短路或是失步.六.控制部分每年都要檢測控制鍵盤的功能是否正確.X.Y 控制球是否正常.还需检查键盘内部是否后铝线或板屑看是否氧化(员工在檫拭键盘时应避免使用酒精或水在使用键盘时应避免用镊子直接接触键盘以免影响键盘皮的寿命ASM 卖一张559A 的键盘皮要200多)图1.电源开关:应每年清洁内部的灰.定期检测接触是否良好.图 2. 螺線管控制板. 螺線管不动作无电压输出应检查此板.方法为对换.确定为坏后在检修.(一般没什么问题)图 3.真空夹具控制器.很少使用.但使用的用过一段时间后要清洁背后的过滤海绵.此为X.,Y 马达的参数.Z 马达为100瓦的 键盘内部图图1图2注意:机器遇到紧急事故应快速按下机身中部左下方的“OFF”关机鍵。
1目的:规范生产作业,提高生产效率及产品品质.2范围:SMD焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1start single bond按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9Disk utilities→0Hurd Disk program→1load Bond program选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1Die时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
MAZAK 机床操作培训一、机床简介MAZAK 机床是一部数控机床。
设有X 、Y、Z 三根轴,三轴可联动;设有一个刀库,刀库有30 个刀盒,可装30 把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001, 有较高的加工精度。
二,面板di SI一⑥§4 Z£ ---------4CD-QDMoot am I MM OU»_______ 0 VW 仁倉13妙您回-" 严e| a禺昶O€Z> •—££ 9€S€8t •rwt OlO ---------& SO o]-------- XI三操作说明3 . 1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够3. 2开机 (1) 接通电源;(2) 按下机床启动键,等待“ REDAY ”指示灯亮后(绿色),再进行下一步 工作。
(期间约 一分钟)〈屏幕鬼示 ^ZFRORFTtlRX^L 按下 ^HOME 1” 礎;C O 按下主菜犀谴,宜到出现“LIGim (灯)菜轼 再按LIGHT,憾明灯退即亮:诃丰m 二苣="宀1».干诗沖吏嗔竿DS -I 匸垃至“仏X. \\上轴回零。
依次按下EOES趾机床自动旦到零点;注:如果机床关机时不在零点位置「卄机也零点时,应先依秋下 使各毎偏雲零点一疋距离.然后冉一賣按下| *z] | ~Y j | ~x ][ZlLZltZ]1「直主各轴回到零点;立AIJTOALCLAMPT :m、rp按下"JOG"按提・将(ZQ 打到 “MANUAL"一边,将(1 打到"CLAXiy一边.则夹具实宾,*\ 2>C7)将(§)打到"AUTO" 一边”按WV RAPO—Th SPT?<DAI.VW rrFI>fflffl按® 阿S萱、零占住豐的标志绘:屏幕上机乐坐标X 、 ¥、£前面堆小圆產交我小MUN,AI TO:vt ANU ATcry PUT )键.则斫运行程字显不在屏幕右上角,⑼ 按下"START"自动馆环启或铸「呑丰樺作)”机昧开始运存CYCLE STLRTG 0注:本机未面板上的 二|爵戟说胃为无栽-工3装、卸刀3.3 1装刀刀」刀直核到建为二C2)打幵訪护门.向下隹装、却刀手衙.〔加趋洁刀稱和刀盒:并把刀具放入刀盒" 〔4 把刀具世好峙别妥注意刀具妊口问前斥下C5)向上拉手柄,刀具自动装入刀盒。