喷涂工艺卡
- 格式:doc
- 大小:42.50 KB
- 文档页数:3
(涂霸漆)外墙仿石涂料施工工艺卡一、施工准备(一)、主要材料(1)、外墙找平腻子(2)、外墙抗碱封闭底漆(3)、勾缝外墙漆(4)、仿石岩片漆(5)、罩面漆(6)、美纹纸(二)、主要机具(1)、小盛料桶、油漆刮刀、泥撑、钢丝刷、墨斗、刨刀、2m 长铝合金靠尺(2)、电钻(带搅拌器)(3)、空气压缩机(3.5kw以上)、空压管、电缆线、喷漆枪(4)、安全带、安全帽等劳保防护用品(5)、锲形塞尺、空鼓检查小锤、湿度仪等质量检测仪器(三)作业条件1、脚手架采用双排脚手架,或电动吊篮,脚手架距墙300mm,穿墙杆已退出。
2、墙面基层要求(1)基体含水率小于8%,PH值小于10。
(2)基层抹灰已完成,达中级抹灰允许偏差范围并清理墙面表面污迹、灰尘。
(3)基体无空鼓、龟裂等缺陷,脚手架退出填补平整。
3、其它条件清洗用的水源、材料库房。
4、气象条件(1)大风、下雨不能施工。
(2)气温在5℃以上,相对湿度≤8.5%时可以施工。
二、工艺流程基层处理→批刮外墙找平腻子二至三遍及打磨→弹线分格→分格缝着色→粘贴美纹纸→施涂抗碱封闭底漆→喷涂仿石岩片漆二遍→滚压打磨→喷涂罩面漆二遍→清理、修补及保养。
三、操作要点及注意事项(一)基层处理1、基层表面的灰尘、浮灰、浮砂用钢丝刷清除,油污、灰砂硬物用刮刀清除干净。
2、基层有空鼓、起壳、开裂现象时,抹灰层应铲除后重新修补。
3、非空鼓产生的细微裂纹,应采用专用补缝腻子批刮。
4、做好门窗及相关设施的保洁工作。
(二)批刮外墙找平腻子二至三遍及打磨本工序主要起找平作用,面层为仿石岩片漆,因此无需批刮较为细腻的光面柔性腻子。
视基体平整度定,一般二至三遍成活。
(1)、批刮时采用60cm的批板,对墙面进行横竖方向批刮注意:批刮后的腻子应平整,并与基层粘接牢固,无空鼓开裂和明显接搓现象。
(2)、待腻子干燥后,采用专用砂板夹砂纸将腻子基层打磨平整(3)、施工期间应洒水养护(4)、批刮外墙腻子不得将原滴水线刮平或改变滴水方向,造成天棚及墙面污染。
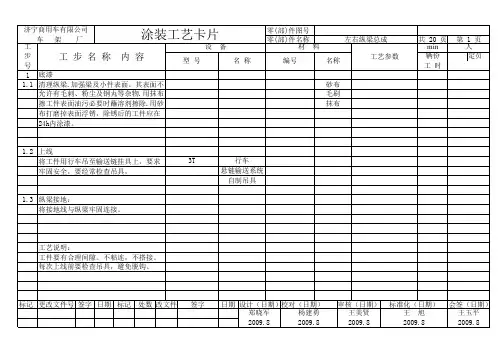
零(部)件名称工步定员号11.11.21.3标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.8自制吊具悬链输送系统布打磨掉表面浮锈,除锈后的工件应在牢固安全,要经常检查吊具,将接地线与纵梁牢固连接。
擦工件表面油污必要时蘸溶剂擦除.用砂工艺参数min 工 步 名 称 内 容 车 架 厂共 20 页第 1 页左右纵梁总成辆份工 时设 备材 料允许有毛刺、粉尘及钢丸等杂物.用抹布底漆人型 号名 称编号名称清理纵梁.加强梁及小件表面。
其表面不砂布毛刷抹布将工件用行车吊至输送链挂具上,要求3T行车工艺说明:工件要有合理间隙。
不粘连,不搭接。
每次上线前要检查吊具,避免脱钩。
24h内涂漆。
上线纵梁接地:设计(日期)校对(日期)审核(日期)更改文件号郑晓军杨建勇王美贤会签(日期)标准化(日期)2009.8零(部)件名称标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.82009.8王美贤 车 架 厂左右纵梁总成共 20 页第 2 页审核(日期)标准化(日期)会签(日期)郑晓军杨建勇更改文件号设计(日期)校对(日期)上线工件接地自制吊具零(部)件图号零(部)件名称工步定员号1.41.4.1标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平网将调好的油漆过滤一遍。
下限温度低时取上限)。
用75μm的过滤烧碱测〕,施工温度10℃-35℃,温度高时取粘度计DEPAINT[A。
B]漆雾凝聚剂释至施工粘度。
(20~26 s用涂-4粘度计MZS01-02-DT 专用稀释剂湿碰湿间隔:3分钟合,搅拌均匀,并用专用配套稀释剂稀涂-4L30专用固化剂施工温度:10-35℃按B:A=3:1(重量比)的比例将底漆混调漆间MZS01-02-D 专用底漆施工粘度:20-26S用搅拌棒将A、B两组分别充分搅拌均后,调漆电动搅拌器min 人辆份工 时喷漆左右纵梁总成工 步 名 称 内 容设 备材 料工艺参数型 号名 称编号名称济宁商用车有限公司涂装工艺卡片车 架 厂共 20 页第 3 页零(部)件名称标记更改文件号签字日期标记处数签字日期杨建勇王美贤王 旭王玉平2009.82009.82009.82009.8更改文件号设计(日期)郑晓军2009.8会签(日期)校对(日期)审核(日期)标准化(日期)车 架 厂共 20 页第 4 页左右纵梁总成调漆添加固化剂添加稀料零(部)件名称工步定员号1.4.2标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平报废。
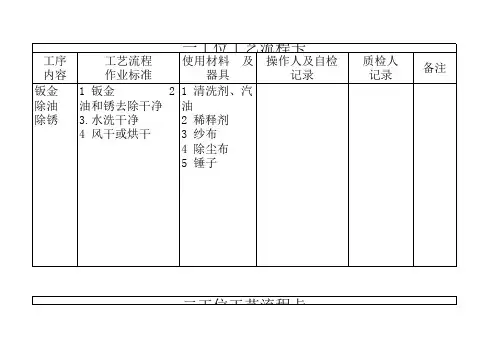

喷涂(晶泳)前处理工艺操作规程1.目的明确喷涂车间前处理操作工艺要求,确保产品质量符合表面处理工序、喷涂(晶泳)内控标准要求。
2.范围适用于喷涂(晶泳)前处理生产工艺和质量控制过程。
3.职责3.1归口责任部门:喷涂车间、晶泳车间3.2相关责任部门:品检、厂部。
4.操作规程4.1喷涂(晶泳)车间前处理生产工艺流程:装框→水洗→除油→水洗→水洗→镀膜→水洗→水洗→晾干/烘干→下架→分料4.2操作要求:4.2.1装框4.2.1.1装框前应先核查生产任务卡,如客户不清楚、数量不清楚或型号规格不清楚不得立即装框。
4.2.1.2明显变形、表面质量明显不符合要求的工件,必须挑出交品检员作进一步判定。
4.2.1.3参照生产任务卡,确认工艺要求(型号、颜色等),要按同一型号、同一客户装框,不同型号、客户同上时,应作好标识。
4.2.1.4装料摆放间隔、距离一定要按工艺要求操作;易弯曲、变形小料要加中线;表面平整的料(如双面扣扳、方管、光企之类)必须用铝线和垫条隔开;原则是必须保证所有的产品表面镀膜均匀,水洗干净为装料的标准。
4.2.2水洗4.2.2.1进入水洗工序前,若水面有杂物必须清理。
4.2.2.2每次水洗要上下起动吊机,透出藏在工件中的铝屑,直至干净为止,每一步水洗至少2次,无明显水流后放平转至下一道工序。
4.2.2.3若水洗槽因使用过长,水质变差或水中铝屑太多时,要及时换水。
4.2.3除油4.2.3.1采用酸性除油,除油槽成份:浓度4-6%,时间3-15分钟,温度常温;若槽液浓度超出规定范围时,由主任按反应效果来调整槽液的浓度;槽液表面有较多漂浮物时,必须及时清理。
4.2.3.2吊料架进入除油槽时,要有倾斜角度,一般大于7度,小于30度,使空心料、形状复杂料浸液均匀;为避免因水的浮力和重力使工件变形,起吊时,注意前后左右,防止碰撞槽壁而损伤工件。
4.2.3.3工件表面无油污时才算除油干净,此时可提起吊机,使料框离开液面,待酸水流干净后才转入下一道工序。
喷涂工艺卡片
喷涂工艺卡片是指在喷涂过程中所需的相关技术参数和工艺要求的一种记录卡片。
它记录了喷涂工艺的各个环节,包括底材处理、涂装设备、喷涂材料、喷涂方法和喷涂参数等内容。
一般来说,喷涂工艺卡片的内容包括以下几个方面:
1. 底材处理:包括对底材的清洁、除锈、除油等预处理工作,这是确保喷涂效果好坏的重要环节。
2. 涂装设备:记录使用的喷涂设备型号、喷枪类型、气压要求等信息,确保喷涂设备的正常运行。
3. 喷涂材料:包括喷涂涂料的种类、规格、配方等信息,以及稀释剂、添加剂等辅助材料。
4. 喷涂方法:记录喷涂的方法和顺序,包括底漆、面漆的涂装顺序、涂装厚度、涂层结构等。
5. 喷涂参数:包括涂装速度、喷涂距离、喷涂角度、压力等喷涂参数,这些参数直接影响喷涂效果。
喷涂工艺卡片的作用主要有以下几个方面:
1. 标准化:喷涂工艺卡片记录了标准化的喷涂要求,使喷涂过程更加规范化,提高涂装质量的一致性和稳定性。
2. 信息共享:将喷涂工艺的相关信息记录下来,方便工艺人员、操作人员共同参考和使用。
3. 效率提升:喷涂工艺卡片可以提供喷涂工艺的参考依据,使工艺操作更加高效,减少浪费和返工。
总而言之,喷涂工艺卡片是一种记录和传递喷涂工艺要求的工具,它对于提高喷涂质量和工艺效率起到了重要的作用。
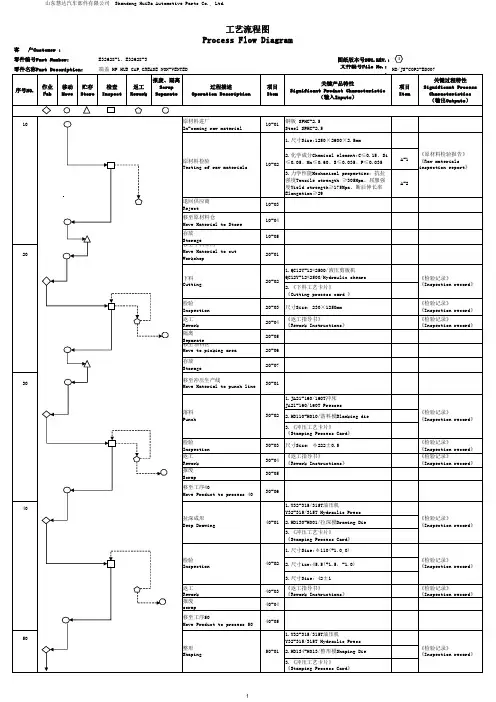
凌钢股份北票钢管有限公司生产作业流程工艺卡执行标准:API 5L PSL2规格:273.1*6.35*12192mm材质:X65注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
生产工艺流程:上卷小车→开卷机→直头机→直头牵引机→带头、带尾矫平→剪切对焊→活套→夹送机→刨边→入口导向→粗成型→精成型→高频焊接→刮内、外毛刺→焊缝中频退火→空冷→水冷却→定径机组→涡流探伤→土耳其头矫直→喷标识〔管号〕→飞锯→取样锯→压扁机→分选→平头倒棱→水压冲洗→水压试验→分选→离线超声波探伤(全管体)→分选→通径→称重测长喷标识→打包→入库注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
钢带验收工艺卡编号:LGBPGG/BW-01-03-09-5 岗位:进料工注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
投料工艺卡编号:LGBPGG/BW-01-03-09-5 岗位:上料工注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
成型焊接工艺卡编号:LGBPGG/BW-01-03-09-5 岗位:调整工注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
定径切断工艺卡编号:LGBPGG/BW-01-03-09-5 岗位:定尺锯工注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
批准 日期 审核 日期 编制 日期 赵春山2009-5-20左献明2009-5-20刘德重2009-5-20注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释。
平头倒棱工艺卡编号:LGBPGG/BW-01-03-09-5 岗位:平头工规格273.1×6.35×12192mm执行标准API 5L(PSL2)材质X65内容工序名称工艺参数与要点操作要求 设备 控制措施平头倒棱钢管管端加工坡口,坡口角为30°+5°,管端余留的厚度为1.6mm ±0.8mm,见图。
工艺过程卡片工艺过程卡片工艺过程卡片XXX 管件有限公司材料牌号工序工序号1 名称下料20#钢毛坯种类产品型号产品名称钢管工序内容(1)将所下钢管放在切割机的钳口内,并保持平行,调整好限位挡板(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:350±2.0 (4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺90E(L) 长半径弯头毛坯外形尺寸零(部)件图号零(部)件名称76× 4.5 每毛坏可制件数车工间段断料设备每台件数工艺装备2101-03 共页第页备注工时准终单件砂轮切割机钢直尺、游标卡尺编制(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核(日期)会签(日期)会签(日期)标准化(日期)工艺过程卡片XXX 管件有限公司材料牌号工序工序号1 名称下料20#钢毛坯种类产品型号产品名称钢管工序内容(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:370±2.0 (4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺90E(L) 长半径弯头毛坯外形尺寸零(部)件图号零(部)件名称76× 5 每毛坏可制件数设备2101-04 90E(L)114× 5 每台件数工艺装备共页第页备注工时准终单件车工间段断料砂轮切割机钢直尺、游标卡尺编制(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核(日期)会签(日期)会签(日期)标准化(日期)工艺过程卡片XXX 管件有限公司材料牌号工序工序号1 名称下料20#钢毛坯种类产品型号产品名称钢管工序内容(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:440±2.0 (4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺90E(L) 长半径弯头毛坯外形尺寸零(部)件图号零(部)件名称89× 5 每毛坏可制件数设备2101-05 90E(L)133× 5 每台件数工艺装备共页第页备注工时准终单件车工间段断料砂轮切割机钢直尺、游标卡尺编制(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核(日期)会签(日期)会签(日期)标准化(日期)工艺过程卡片XXX 管件有限公司材料牌号工序号 1 20#钢毛坯种类产品型号产品名称钢管工序内容(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:440±2.0 (4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺90E(L) 长半径弯头毛坯外形尺寸零(部)件图号零(部)件名称101.6× 6.3 每毛坏可制件数车工间段断料设备2101-06 90E(L)140× 6 每台件数工艺装备共页第页备注工时准终单件工序名称下料砂轮切割机钢直尺、游标卡尺编制(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核(日期)会签(日期)会签(日期)标准化(日期)工艺过程卡片XXX 管件有限公司材料牌号工序号 1 20#钢毛坯种类产品型号产品名称钢管工序内容(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:520±2.5 (4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺90E(L) 长半径弯头毛坯外形尺寸零(部)件图号零(部)件名称114.3× 6.3 每毛坏可制件数车工间段断料设备2101-07 90E(L)159× 6 每台件数工艺装备共页第页备注工时准终单件工序名称下料砂轮切割机钢直尺、游标卡尺编制(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核(日期)会签(日期)会签(日期)标准化(日期)工艺过程卡片XXX 管件有限公司材料牌号工序号 1 20#钢毛坯种类产品型号产品名称钢管工序内容(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:530±2.5 (4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺90E(L) 长半径弯头毛坯外形尺寸零(部)件图号零(部)件名称114.3× 7.1 每毛坏可制件数车工间段下料设备2101-08 90E(L)168× 7 每台件数工艺装备共页第页备注工时准终单件工序名称下料砂轮切割机钢直尺、游标卡尺编制(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核(日期)会签(日期)会签(日期)标准化(日期)工艺过程卡片XXX 管件有限公司材料牌号工序工序号名称下料20#钢毛坯种类产品型号产品名称钢管工序内容(1)将气割机吸附在钢管上,使两对永磁行走车 1 轮同时接触管壁,接好电源、气源,转动电位器旋钮。
喷涂工艺卡片通常是一种用于记录和传递喷涂工艺信息的文档,以确保生产中的一致性和质量。
这类卡片可能包含以下信息:
1. 产品信息:包括喷涂的具体产品或零部件的名称、型号、规格等。
2. 涂层材料:记录所使用的涂层材料的种类、牌号、颜色、厚度要求等。
3. 工艺步骤:描述喷涂工艺的具体步骤,包括准备工作、底漆喷涂、面漆喷涂、烘干等。
4. 喷涂设备:记录喷涂所使用的设备信息,包括喷枪型号、压缩空气压力、喷涂速度等。
5. 工艺参数:包括喷涂的温度、湿度、喷涂距离、涂布厚度等参数。
6. 质量控制:描述对喷涂产品进行质量控制的方法,如检测涂层均匀性、颜色一致性等。
7. 安全要求:记录在喷涂过程中需要遵守的安全操作规程,如戴口罩、通风要求等。
8. 环境保护:如果有相关的环境保护要求,例如废涂料处理方法、溶剂使用量等,也需要在卡片中进行记录。
喷涂工艺卡片的编制有助于标准化和规范生产流程,确保产品的质量和一致性,同时提高生产效率。
这些卡片通常由工艺工程师或生产管理人员负责编制,并在生产现场使用。
工艺文件特征编号:1999喷粉操作工艺卡片POWDER PAINTING TECHNIC CARD 工位(工序)号WORKSTATION NO.产品机型PRODUCTION TYPE上工序LASTPROCEDURE20 上挂3产品名称PRODUCTION NAME下工序NEXTPROCEDURE40 固化零件图号Part code 零件名称Part name操作控制说明Operation Statement图片/草图Picture/Sketch一、喷粉前工件要求:无焊渣、飞溅、锐边、使焊缝及金属表面净洁。
二、喷粉操作步骤1.喷粉前,先调试喷枪及喷枪控制器,确认二者的可以正常使用后,方可进行下一步操作;2.调试喷枪:开启控制器开关ON键开启,然后选择要使用的程序模式(平板件模式、复杂件模式、返喷件模式、自编模式等);如右图P1所示;3.设定参数:对出粉量和粉团雾形进行设定,设定时,以粉桶内粉末流化时有沸腾现象为准;如右图P2所示;4.设定完全后,开启喷枪,对着喷粉室内空地试喷,确认选择的各个参数。
关键尺寸或技术参数Key size or technique parameter备注remark纯聚酯粉末粉末光泽度≈40%空气压力:0.4~0.75MPa输送粉末压力:0.35~0.5MPa喷枪距离:150~250mm设备及工具Equipment &Tools序号No.名称NAME规格SPEC.1静电空气喷枪2 粉末流化桶3 振动筛4 滤芯回收系统设计(日期)DES审核(日期)AUDIT标记MARK 处数NO更改文件号EC NO.签字NAME日期DATE批准(日期)APPD第(1)页NO.1共(1)页TOTAL 2文件代号FILE CODEP1P2程序模式控制器开关ON键出粉量参数控制粉团雾形参数控制喷粉操作工艺卡片POWDER PAINTING TECHNIC CARD 工位(工序)号WORKSTATION NO.产品机型PRODUCTION TYPE上工序LASTPROCEDURE产品名称PRODUCTION NAME钢管下工序NEXTPROCEDURE40 固化零件图号Part code 零件名称Part name操作控制说明Operation Statement图片/草图Picture/Sketch5.在喷粉时, 应遵循“先里后外、先难后易、先上后下、先左后右”的顺序进行喷涂。
金属表面油漆工艺示范卡1.总体要求 1.1编制目的为保证国电浙江北仑第三发电有限公司2×1000MW 机组金属表面油漆的施工质量,促进工程施工技术水平的提高,制定本油漆施工工艺示范卡。
1.2适用范围本工艺示范卡适用于国电浙江北仑第三发电有限公司2×1000MW 机组各设备、管道和炉架等金属表面的油漆施工。
2.油漆施工工艺过程要点控制说明 2.1 施工工艺流程图1 金属表面油漆施工工艺流程图2.2 主要工艺要求 2.2.1材料的清点领用 2.2.1.1油漆、防腐材料的领用a)下列项目应符合国家技术标准规定。
主要由技术部门和物资部门核对技术文件:产品的技术性能指标,如配套程序、除锈要求、干膜厚度、表干时间、实干时间、理论使用量、适用范围等等。
b)油漆规格、颜色应符合设计规定。
c)供货厂家提供相应配套方案和配套稀释剂数量。
d)外观检查:外观检查不得有漆料分层、沉淀等现象。
2.2.1.2玻璃丝布领用a)玻璃丝布应符合设计规定。
同时复查出厂合格证。
b)玻璃丝布采用中碱、无捻、无蜡玻璃布。
c)经纬密度:12×12根/cm2,厚度0.12mm,宽度200-250mm。
d)玻璃丝布若受潮应烘干。
2.2.2油漆、防腐涂料配制2.2.2.1油漆材料的配制a)首先根据使用要求进行调色试配,做出小样。
经反复比较,确定使用比例。
最后经设计、建设单位等审定认可,进入正式调配试涂操作。
b)在调配淡色(浅色)时,应先浅后深。
先将白色或浅色倒入桶中,逐渐添加深色,一级一级加深,直至达到要求。
c)在调配暗色(深色)时,应先将要调配暗的颜色倒入桶中,然后逐渐添加黑色,直至达到要求。
d)调配操作时应将用量少的次色,倒入用量多的主色中。
充分搅拌均匀、过滤后即可。
面漆的调配应一次完成,保证最终涂刷后整体漆色一致。
2.2.3基材表面预处理2.2.3.1面处理的等级与技术要求见表1。
2.2.3.2涂装前钢材表面锈蚀程度和除锈质量的目视评定等级要求按GB8923-88《涂装前钢铁表面锈蚀等级和除锈等级》规定执行。