18-21
19-22 18-21
8-12
8-12 8-12
三层二道
三层三道
1.0
1.0
≤10
≤10
100-115
100-115
19-22
19-22
8-12
8-12
六、焊后清理
每焊完一道焊缝,应用钢丝刷、扁铲、敲渣锤等工具清 理少量熔渣及工件和焊缝上的飞溅物。
七、注意事项
1、操作姿势正确。 2、焊缝平整,焊波基本均匀,无焊瘤、塌陷、凹坑。 3、焊接过程中,如果焊枪对准位置不正确,引弧电压过 低或焊接速度过慢都会使铁水下淌,造成焊缝下垂,形成 咬边和焊瘤。焊缝局部咬边不应该大于0.5mm。 4、焊前装配焊件时,要考虑焊件焊后产生变形的可能 性,采用一定量反变形或采用刚性固定法。 5、焊脚在平板和立板间的分布应对称且过渡圆滑。
三层三道
三层二道 三层一道
二氧化碳仰角焊焊接工艺参数表
焊道位置
一层一道
焊丝直径 (mm)
1.0
伸出长度 (mm)
≤10
焊接电流 (A)
90-110
焊接电压 (V)
18-21
气体流量 (L/min)
8-12
二层一道
二层二道 三层一道
1.0
1.0 1.0
≤10
≤10 ≤10
90-110
100-115 90-110
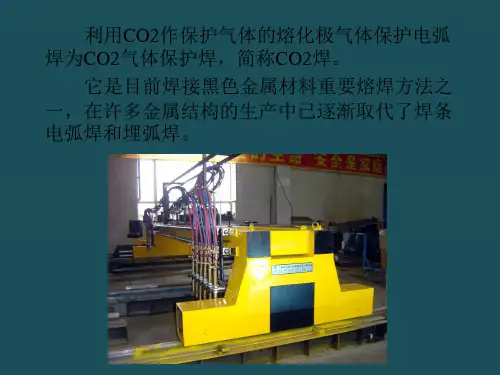
板试件仰角二氧化碳气体保护焊 二、学习目的
使学员掌握CO2 气体 保护焊.板试件T形接 头焊Ⅰ形坡口垂直位 置焊接试件的装配,焊 接的操作能力和操作 技巧。
三、试件图样
技术要求: 角接接头焊后两板应保持垂直。角接焊缝截面为直角 等腰三角形。焊脚尺寸K可按技能训练要求来进行。 本题为K=12-15mm,共焊三层六道。