(7)气体流量 二氧化碳气体流量与焊接电流、焊接速度、焊丝 伸出长度及喷嘴直径等有关。气体流量应随焊接 电流的增大、焊接速度的增加和焊丝伸出长度的 增加而加大。如果二氧化碳气体流量太大,由于 气体在高温下的氧化作用,会加剧合金元素的烧 损,减弱硅、锰元素的脱氧还原作用,在焊缝表 面出现较多的二氧化硅和氧化锰的渣层,使焊缝 容易产生气孔等缺陷;如果二氧化碳气体流量太 小,则气体流层挺度不强,对熔池和熔滴的保护 效果不好,也容易使焊缝产生气孔等缺陷。
焊接过程
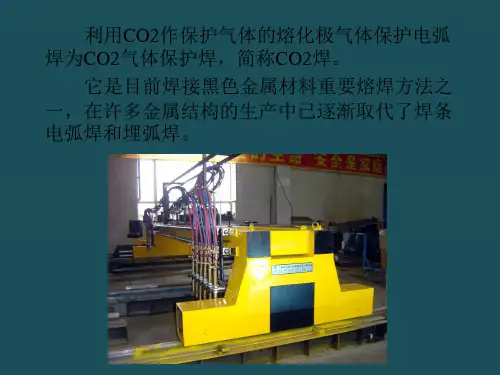
焊接设备 CO2气体保护焊机是由焊接电源、送丝机构、 行走机构、焊矩、气路系统、和控制系统等 部件组成。 (1)焊接电源:电源种类有交流下垂特性电源, 直流定电压特性电源等,但二氧化碳电弧焊接 一般使用直流定电压.其作用在于即使输出电 流(焊接电流)产生变化,电弧电压也基本上 没有变化. (2)送丝机构:送丝机构的作用是将焊丝按要 求的得速度送至焊接电弧区,以保证焊接的 正常进行。
焊接电流与电弧电压是关键的工艺参数。为了 使焊缝成形良好、飞溅减少、减少焊接缺陷, 电弧电压和焊接电流要相互匹配,通过改变送 丝速度来调节焊接电流。飞溅最少时的典型工 艺参数和生产所用的工艺参数范围详见下表.
(5)焊接速度 焊接速度是衡量生产率的主要标志。一般可根据 焊接电流,电弧电压,焊缝截面尺寸等参数来选 择。 随着焊接速度的增大,则焊缝的宽度、余高和熔 深都相应地减小。如果焊接速度过快,气体的保 护作用就会受到破坏,同时使焊缝的冷却速度加 快,这样就会降低焊缝的塑性,而且使焊缝成形 不良。反之,如果焊接速度太慢,焊缝宽度就会 明显增加,熔池热量集中,容易发生烧穿等缺陷。
(3)焊枪或焊矩:焊枪是直接施焊得工具起到导电、 导丝、导气的作用。 (4)气路装置:CO2供气装置由CO2气瓶、预热器、 高压干燥器、减压阀、低压干燥器和流量计等部件组 成。 气体选用和基本特性