第8章 塑性变形
- 格式:ppt
- 大小:19.56 MB
- 文档页数:279
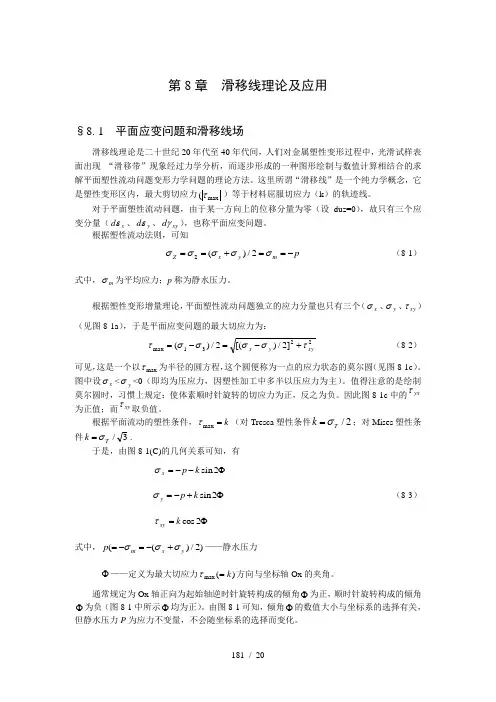
第8章 滑移线理论及应用§8. 1 平面应变问题和滑移线场滑移线理论是二十世纪20年代至40年代间,人们对金属塑性变形过程中,光滑试样表面出现 “滑移带”现象经过力学分析,而逐步形成的一种图形绘制与数值计算相结合的求解平面塑性流动问题变形力学问题的理论方法。
这里所谓“滑移线”是一个纯力学概念,它是塑性变形区内,最大剪切应力max (τ)等于材料屈服切应力(k )的轨迹线。
对于平面塑性流动问题,由于某一方向上的位移分量为零(设du Z =0),故只有三个应变分量(x d ε、y d ε、xy d γ),也称平面应变问题。
根据塑性流动法则,可知p m y x Z -==+==σσσσσ2/)(2 (8-1)式中,m σ为平均应力;p 称为静水压力。
根据塑性变形增量理论,平面塑性流动问题独立的应力分量也只有三个(x σ、y σ、xy τ)(见图8-1a ),于是平面应变问题的最大切应力为:2231max ]2/)[(2/)(xy y x τσσσστ+-=-= (8-2)可见,这是一个以max τ为半径的圆方程,这个圆便称为一点的应力状态的莫尔圆(见图8-1c )。
图中设x σ<y σ<0(即均为压应力,因塑性加工中多半以压应力为主)。
值得注意的是绘制莫尔圆时,习惯上规定:使体素顺时针旋转的切应力为正,反之为负。
因此图8-1c 中的yx τ为正值;而xy τ取负值。
根据平面流动的塑性条件,k =max τ(对Tresca 塑性条件2/T k σ=;对Mises 塑性条件3/T k σ=.于是,由图8-1(C)的几何关系可知,有 Φ--=2sin k p x σΦ+-=2sin k p y σ (8-3)Φ=2cos k xy τ式中,)2/)((y x m p σσσ+-=-=——静水压力Φ——定义为最大切应力)(max k =τ方向与坐标轴Ox 的夹角。
通常规定为Ox 轴正向为起始轴逆时针旋转构成的倾角Φ为正,顺时针旋转构成的倾角Φ为负(图8-1中所示Φ均为正)。
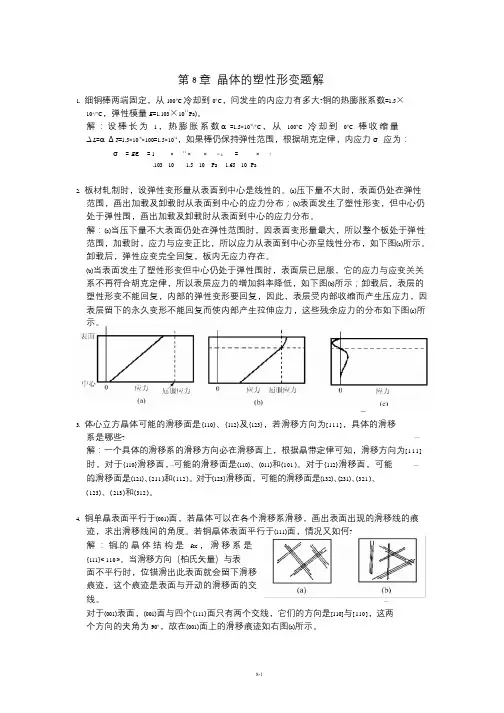
第8 章晶体的塑性形变题解1. 细铜棒两端固定,从100°C 冷却到0°C,问发生的内应力有多大?铜的热膨胀系数=1.5×10-6/°C,弹性模量E=1.103×1011 Pa)。
解:设棒长为 1 ,热膨胀系数α=1.5×10-6/°C ,从100°C 冷却到0°C 棒收缩量∆L=α∆T=1.5×10-6×100=1.5×10-4,如果棒仍保持弹性范围,根据胡克定律,内应力σ应为:σ=Eε=1 ×11 ××−4 =×7.103 10 1.5 10 Pa 1.65 10 Pa2. 板材轧制时,设弹性变形量从表面到中心是线性的。
(a)压下量不大时,表面仍处在弹性范围,画出加载及卸载时从表面到中心的应力分布;(b)表面发生了塑性形变,但中心仍处于弹性围,画出加载及卸载时从表面到中心的应力分布。
解:(a)当压下量不大表面仍处在弹性范围时,因表面变形量最大,所以整个板处于弹性范围,加载时,应力与应变正比,所以应力从表面到中心亦呈线性分布,如下图(a)所示。
卸载后,弹性应变完全回复,板内无应力存在。
(b)当表面发生了塑性形变但中心仍处于弹性围时,表面层已屈服,它的应力与应变关关系不再符合胡克定律,所以表层应力的增加斜率降低,如下图(b)所示;卸载后,表层的塑性形变不能回复,内部的弹性变形要回复,因此,表层受内部收缩而产生压应力,因表层留下的永久变形不能回复而使内部产生拉伸应力,这些残余应力的分布如下图(c)所示。
3. 体心立方晶体可能的滑移面是{110}、{112}及{123},若滑移方向为[111],具体的滑移系是哪些?解:一个具体的滑移系的滑移方向必在滑移面上,根据晶带定律可知,滑移方向为[111] 时,对于{110}滑移面,可能的滑移面是(110)、(011)和(101 )。
第8章材料的变形与断裂材料的变形与断裂是材料科学中的重要研究内容,对于了解材料的性能和使用寿命具有重要意义。
材料的变形是指在外力作用下,材料的形状、尺寸或结构发生改变的过程。
而断裂则是指在外力作用下,材料由于受到极限载荷或破坏源的影响,导致形成裂纹最终导致材料的破裂。
材料的变形可以分为弹性变形和塑性变形两种情况。
在小应力作用下,材料会发生弹性变形,即在去除外力后能够恢复其原状。
而在大应力作用下,材料会发生塑性变形,即即使去除外力,材料也无法完全恢复其原状。
材料的弹性模量是一个衡量材料抗弹性变形能力的重要参数,不同材料具有不同的弹性模量,常见材料如金属具有较大的弹性模量,而聚合物则具有较小的弹性模量。
材料的塑性变形是材料工程中非常重要的一个特性,塑性变形不仅与材料的力学性能有关,还与材料的微观结构和晶格缺陷等因素有关。
材料在塑性变形过程中会产生塑性应变和塑性应力,塑性应变是材料发生塑性变形时所引起的应变,而塑性应力则是材料发生塑性变形时所引起的应力。
常见的材料塑性变形包括屈服、流动、硬化等过程。
材料的断裂是指在外力作用下,材料发生了破裂。
材料的断裂主要分为两种形式:韧性断裂和脆性断裂。
韧性断裂是指材料在外力作用下具有一定韧性,在发生破裂前能够发生大量的塑性变形。
而脆性断裂则是指材料在外力作用下没有发生明显的塑性变形,很快发生破裂。
韧性断裂常见于许多金属材料,而脆性断裂则常见于一些玻璃、陶瓷等材料。
材料的断裂形式可以通过断口分析来确定。
不同的断口形式对应着不同的材料断裂机制。
常见的断裂形式有拉断、韧窝断裂、脆窝断裂等。
拉断是指材料发生拉伸断裂,断口两侧平整光滑,常见于高强度的金属材料。
而韧窝断裂则是指材料发生韧性断裂,断口两侧有明显的韧窝。
脆窝断裂则是指材料发生脆性断裂,断口两侧有明显的断裂窝。
通过对断口形态的观察可以判断材料的断裂机制和断裂韧性。
材料的变形和断裂不仅仅涉及到力学性能的研究,还和材料的制备工艺、微观结构、晶体缺陷、应力和温度等因素有关。
第八章塑性加工※8·1 锻造成形8·2 板料冲压成形8·3 挤压、轧制、拉拔成形8·4 特种塑性加工方法8·5 塑性加工零件的结构工艺性8·6 塑性加工技术新进展本章小结塑性加工的基本知识塑性变形的主要形式:滑移、孪晶。
滑移的实质是位错的运动。
金属经过塑性变形后将使其强度、硬度升高,塑性、韧性降低。
即产生形变强化。
此外,还将形成纤维组织。
塑性加工特点:1·塑性加工产品的力学性能好。
2·精密塑性加工的产品可以直接达到使用要求,不须进行机械加工就可以使用。
实现少、无切削加工。
3·塑性加工生产率高,易于实现机械化、自动化。
4·加工面广(几克~几百吨)。
常用的塑性加工方法:锻造、板料冲压、轧制、挤压、拉拔等。
8·1 锻造成形8·1·1 自由锻定义、手工自由锻、机器自由锻设备(锻锤和液压机)1·自由锻工序(基本工序、辅助工序、精整工序)基本工序:镦粗、拔长、弯曲、冲孔、切割、扭转、错移辅助工序:压钳口、压钢锭棱边、切肩各种典型锻件的锻造2·自由锻工艺规程的制订(举例)8·1·2 模锻定义、特点(生产率高、尺寸精度高、加工余量小、节约材料,减少切削、形状比自由锻的复杂、生产批量大但质量不能大)1·锤上模锻2·压力机上模锻8章塑性加工拔长29使坯料横截面减小而长度增加的锻造工序称为拔长。
拔长主要用于轴杆类锻件成形,其作用是改善锻件内部质量。
(1)拔长的种类。
有平砥铁拔长、芯轴拔长、芯轴扩孔等。
8章塑性加工30芯轴拔长8章塑性加工芯轴扩孔型砧拔长圆形断面坯料冲孔采用冲子将坯料冲出透孔或不透孔的锻造工序叫冲孔。
其方法有实心冲子双面冲孔、空心冲子冲孔、垫环冲孔等。
8章塑性加工各种典型锻件的锻造1、圆轴类锻件的自由锻2、盘套类锻件的自由锻3、叉杆类锻件的自由锻4、全纤维锻件的自由锻8章塑性加工典型锻件的自由锻工艺示例43锻件名称工艺类别锻造温度范围设备材料加热火次齿轮坯自由锻1200~800℃65kg空气锤45钢1锻件图坯料图序号工序名称工序简图使用工具操作要点1局部镦粗火钳镦粗漏盘控制镦粗后的高度为45mm序号工序名称工序简图使用工具操作要点2冲孔火钳镦粗漏盘冲子冲孔漏盘(1)注意冲子对中(2)采用双面冲孔3修整外圆火钳冲子边轻打边修整,消除外圆鼓形,并达到φ92±1 mm续表序号工序名称工序简图使用工具操作要点4修整平面火钳镦粗漏盘轻打使锻件厚度达到45±1 mm续表自由锻工艺规程的制订(1)绘制锻件图(敷料或余块、锻件余量、锻件公差)※锻件图上用双点画线画出零件主要轮廓形状,并在锻件尺寸线下面用括号标出零件尺寸。
材料成形金属学第8章材料的组织性能控制材料成形金属学是研究金属材料的成形过程和成形后的组织性能的一门学科。
材料的组织性能对于金属材料的工程应用至关重要,因为它直接影响材料的强度、韧性、塑性、硬度等机械性能,在材料的选择、设计和制造过程中具有重要意义。
在材料成形金属学的第八章中,主要研究材料的组织性能控制,即通过控制材料的组织结构来改善其性能。
一、材料成形过程中的组织变化材料的成形过程中会发生一系列的组织变化,其中最重要的是晶粒细化、凝固组织和析出物的形成。
晶粒细化是通过对材料进行热处理或变形加工来实现的,在晶粒细化过程中,材料的晶粒尺寸会减小,晶界面积增加,从而提高材料的强度。
凝固组织是指材料在凝固过程中形成的组织结构,它对材料的力学性能和耐蚀性能有着重要影响。
析出物是指在材料中形成的第二相,它影响材料的强度和韧性。
二、组织性能的控制方法1.热处理热处理是通过控制材料的加热和冷却过程来改变材料的组织结构和性能的方法。
常见的热处理方法包括退火、固溶处理、时效处理等。
通过热处理可以调节材料的晶粒细化、凝固组织和析出物的形成,从而改善材料的强度、韧性和耐腐蚀性能。
2.变形加工变形加工是通过对材料进行塑性变形来改变其组织结构和性能的方法。
常见的变形加工方法包括冷轧、热轧、挤压、拉伸等。
通过变形加工可以实现材料的晶粒细化、晶粒定向和析出物的形变,从而提高材料的强度和韧性。
3.化学处理化学处理是通过在材料表面形成一层化学膜来改变材料的组织结构和性能的方法。
常见的化学处理方法包括电镀、镀膜、喷涂等。
化学处理可以改善材料的耐腐蚀性能、耐磨性和耐高温性能。
三、组织性能控制的应用组织性能控制在金属材料的设计和制造过程中具有重要意义。
通过合理的组织性能控制可以实现材料对不同工况下的力学、热学和化学性能的要求。
例如,在航空航天工业中,需要制造高强度、高韧性和耐高温的材料,可以通过合适的热处理和变形加工来实现。
在汽车工业中,需要制造具有良好耐腐蚀性和耐磨性的材料,可以通过化学处理来实现。