直尺的使用及读数方法
- 格式:doc
- 大小:70.00 KB
- 文档页数:3
直尺测量应注意什么直尺是一种常用的测量工具,用于测量线段的长度。
在使用直尺进行测量时,需要注意以下几点:1. 选择合适的直尺:直尺有不同的长度和材质,选择合适的直尺可以提高测量的准确性。
一般来说,较长的直尺适用于测量较长的线段,而较短的直尺适用于测量较短的线段。
材质方面,金属直尺通常更加坚固耐用,而塑料直尺则更加轻便易携带。
2. 放置直尺:在测量之前,需要将直尺放置在待测线段的旁边,并确保直尺与线段平行。
如果直尺没有与线段平行,测量结果将会出现误差。
3. 视线垂直:在读取直尺上的刻度时,需要保持视线垂直于刻度线。
如果视线倾斜,会导致读取的刻度值不准确。
4. 刻度的选择:直尺上通常有毫米和厘米两种刻度。
在测量时,应根据需要选择合适的刻度。
如果需要较精确的测量结果,可以选择毫米刻度;如果只需要大致的测量结果,可以选择厘米刻度。
5. 注意读数:在读取直尺上的刻度时,应该准确地读取刻度值。
一般来说,直尺上的每个刻度代表一个单位长度,例如毫米或厘米。
读取刻度时,应该将目光与刻度线对齐,并尽量准确地读取刻度值。
6. 避免晃动:在进行测量时,应尽量避免直尺的晃动,以免影响测量结果的准确性。
可以用手指轻轻按住直尺,使其保持稳定。
7. 注意测量误差:直尺的精确度有限,使用时可能会产生一定的测量误差。
因此,在进行重要的测量任务时,可以使用更加精确的测量工具,如千分尺或激光测距仪,以提高测量的准确性。
8. 清洁保养:直尺在使用后应及时清洁,并妥善保管。
如果直尺上有污渍或划痕,可能会影响测量的准确性。
此外,直尺应存放在干燥的地方,避免受潮或变形。
总之,使用直尺进行测量时,需要选择合适的直尺,放置直尺并保持视线垂直,选择合适的刻度并准确读取刻度值,避免晃动和注意测量误差,同时要注意直尺的清洁和保养。
这些注意事项可以提高测量的准确性,并确保测量结果的可靠性。
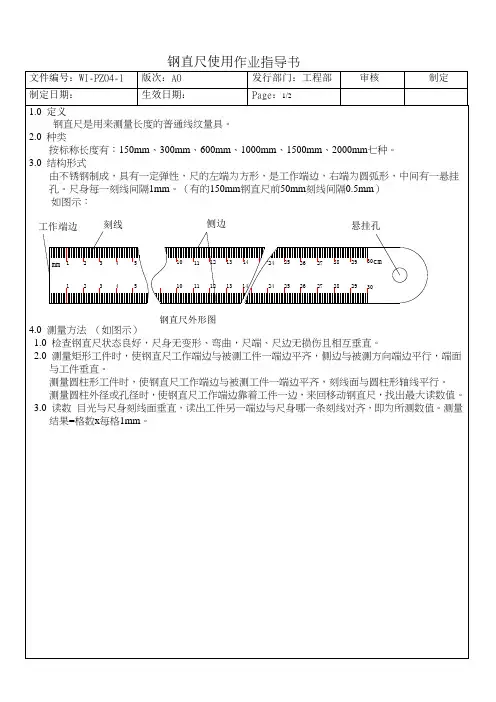
直尺说明书直尺说明书篇一:钢直尺使用说明钢直尺使用说明一、钢直尺操作方法: 1.使用钢直尺时,应以左端的零刻度线为测量基准,这样不仅便于找正测量基准,而且便于读数。
测量时,尺要放正,不得前后左右歪斜。
否则,从直尺上读出的数据会比被测的实际尺寸大。
2.用钢直尺测圆截面直径时,被测面应平,使尺的左端与被测面的边缘相切,摆动尺子找出最大尺寸,即为所测直径。
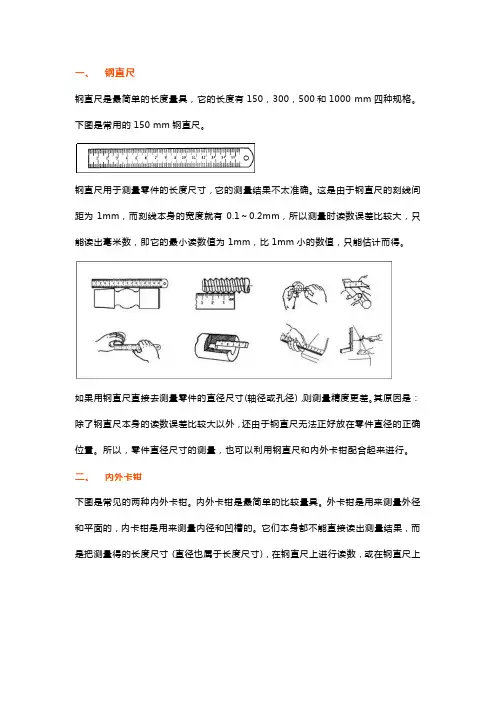
3.钢直尺的另外几种测量方法如下图说示:(a)(b) (c) (d)(e) (f) 图1-2钢直尺的使用方法 a)量长度b)量螺距 c)量宽度 d)量内孔 e)量深度 f)划线二、钢直尺简介及弊端: 1.钢直尺是最简单的长度量具,它的长度有150,300,500和1000mm四种规格。
图1-1是常用的150 m m钢直尺。
图1-1 150mm钢直尺 2.钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2m m,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1m m小的数值,只能估计而得。
3.如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
直角尺读数方法直角尺是一种常用的测量工具,用于测量直线和角度。
在使用直角尺时,我们需要掌握一些读数方法,以确保测量结果的准确性和可靠性。
本文将介绍几种常见的直角尺读数方法。
我们需要明确直角尺的基本结构。
直角尺通常是由一条长边和一条短边组成的,两条边之间形成了直角。
在直角尺上,标有刻度,用于测量长度和角度。
一、长度测量在测量长度时,我们需要将直角尺平放在被测物体上,并保证长边与被测物体的一条边平行。
然后,我们可以通过读取刻度值来确定被测物体的长度。
在读数时,应注意以下几点:1. 精确度:直角尺上的刻度通常以毫米或厘米为单位。
我们应该尽量准确地读取刻度值,避免估算或猜测。
2. 视线对齐:为了避免视觉误差,我们应该以垂直视线对齐刻度上的刻线。
只有当刻线与视线完全对齐时,我们才能准确地读取刻度值。
3. 估算:有时候,被测物体的长度可能超出了直角尺的范围。
在这种情况下,我们可以通过估算来确定长度。
例如,如果被测物体的长度超过了直角尺的30厘米范围,我们可以通过估算出超出部分的长度,并加上30厘米来得到最终的长度值。
二、角度测量直角尺也可以用于测量角度。
在测量角度时,我们需要将直角尺平放在被测角度上,使一条边与角度的一条边重合,并且直角尺的长边与角度的一条边平行。
然后,我们可以通过读取刻度值来确定角度的大小。
在读数时,应注意以下几点:1. 视线对齐:与长度测量类似,我们应该以垂直视线对齐刻度上的刻线,以避免视觉误差。
2. 角度类型:直角尺上的刻度通常标注了直角(90度)和其他常见角度(如30度、45度、60度等)。
我们可以直接读取刻度上标注的角度值,或者通过估算来确定角度的大小。
3. 非标准角度:有时候,被测角度可能是非标准角度,即不在直角尺上标注的角度范围内。
在这种情况下,我们可以通过估算来确定角度的大小。
例如,如果被测角度大于直角(90度),但小于直角尺上标注的最大角度,我们可以通过估算出超出部分的大小,并加上90度来得到最终的角度值。
一、钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
下图是常用的150 mm钢直尺。
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
二、内外卡钳下图是常见的两种内外卡钳。
内外卡钳是最简单的比较量具。
外卡钳是用来测量外径和平面的,内卡钳是用来测量内径和凹槽的。
它们本身都不能直接读出测量结果,而是把测量得的长度尺寸 (直径也属于长度尺寸),在钢直尺上进行读数,或在钢直尺上先取下所需尺寸,再去检验零件的直径是否符合。
1、卡钳开度的调节首先检查钳口的形状,钳口形状对测量精确性影响很大,应注意经常修整钳口的形状,下图所示为卡钳,钳口形状好与坏的对比。
调节卡钳的开度时,应轻轻敲击卡钳脚的两侧面。
先用两手把卡钳调整到和工件尺寸相近的开口,然后轻敲卡钳的外侧来减小卡钳的开口,敲击卡钳内侧来增大卡钳的开口。
如下图1所示。
但不能直接敲击钳口,如下图2所示。
这会因卡钳的钳口损伤量面而引起测量误差。
更不能在机床的导轨上敲击卡钳。
如下图所示。
2、外卡钳的使用外卡钳在钢直尺上取下尺寸时,如下图,一个钳脚的测量面靠在钢直尺的端面上,另一个钳脚的测量面对准所需尺寸刻线的中间,且两个测量面的联线应与钢直尺平行,人的视线要垂直于钢直尺。
用巳在钢直尺上取好尺寸的外卡钳去测量外径时,要使两个测量面的联线垂直零件的轴线,靠外卡钳的自重滑过零件外圆时,我们手中的感觉应该是外卡钳与零件外圆正好是点接触,此时外卡钳两个测量面之间的距离,就是被测零件的外径。

直尺测量应注意什么直尺是一种常用的测量工具,主要用于测量线段的长度。
在使用直尺进行测量时,需要注意以下几点:1.选择合适的直尺:直尺有不同的长度和形状,我们需要根据测量对象的大小和形状选择合适的直尺。
一般来说,较长的直尺适用于测量较长的线段,而较短的直尺适用于测量较短的线段。
另外,有一些特殊形状的直尺,如三角形直尺,可以用于测量角度。
2.保持直尺水平垂直:在测量时,直尺应与被测线段保持水平或垂直,以保证测量结果的准确性。
如果直尺倾斜或歪斜,可能会导致测量结果偏差较大。
3.注意直尺的起点和终点:直尺的起点和终点应与被测线段的起点和终点对齐,以确保测量的准确性。
如果直尺的起点或终点与线段的起点或终点不对齐,就会导致测量结果偏差。
4.用眼准确读数:在直尺上,通常用毫米或厘米进行刻度。
在测量时,我们应该用眼准确读取刻度上的数值,并避免读错刻度。
一种常见的误读刻度的情况是模糊刻度,这时我们可以通过调整角度或借助放大镜来帮助读取。
5.注意估测测量误差:直尺的刻度通常有一定限度的误差,因此在测量时需要注意对测量结果进行适当的估测。
对于较长的线段,测量误差可能会更大,因此我们应该意识到测量结果是估计值,并在结果上注明估测误差。
6.防止直尺滑动:直尺在进行测量时应保持稳定,避免滑动或晃动。
我们可以用手指或其他固定物体固定直尺,以确保它保持在所需的位置。
7.注意直尺的使用范围:直尺的长度是有限的,超出其长度范围的测量需要使用其他测量工具,如卷尺或测量软件。
8.定期校准直尺:由于长时间的使用或其他因素,直尺的刻度可能会有一定的变形或磨损。
因此,为了确保测量结果的准确性,我们应该定期校准直尺或使用具有可信度的直尺进行测量。
综上所述,使用直尺进行测量时,我们应该选择合适的直尺、保持直尺水平垂直、注意直尺的起点和终点、用眼准确读数、注意估测测量误差、防止直尺滑动、注意直尺的使用范围,并定期校准直尺。
只有这样,才能确保直尺测量的准确性。
直尺操作规程
《直尺的正确使用方法》
一、准备工作
1. 检查直尺的整体结构是否完好,无裂缝或变形。
2. 清洁直尺表面,确保没有灰尘或污垢影响测量结果。
二、测量步骤
1. 将直尺放置在需要测量的物体上,确保直尺与物体接触牢固。
2. 用手轻轻按住直尺的一端,使其保持水平。
3. 将直尺的另一端放置在需要测量的位置上,确保与物体接触牢固。
4. 将目测的端面与物体边缘对齐,确保不产生偏差。
5. 用眼睛从上至下观察需要测量的长度,记录读数。
三、注意事项
1. 使用直尺时,避免施加过大的力量,以免损坏直尺。
2. 测量完成后,应将直尺存放在干燥清洁的地方,避免受潮和氧化。
3. 定期检查直尺的刻度是否清晰,如有模糊或磨损应及时更换。
四、其他
使用直尺时要保持专注,避免眼睛出现疲劳或视力下降,保证测量的准确性。
通过以上规程的正确操作,可以确保直尺的测量准确性和使用寿命,提高工作效率和安全性。
钢尺的使用方法
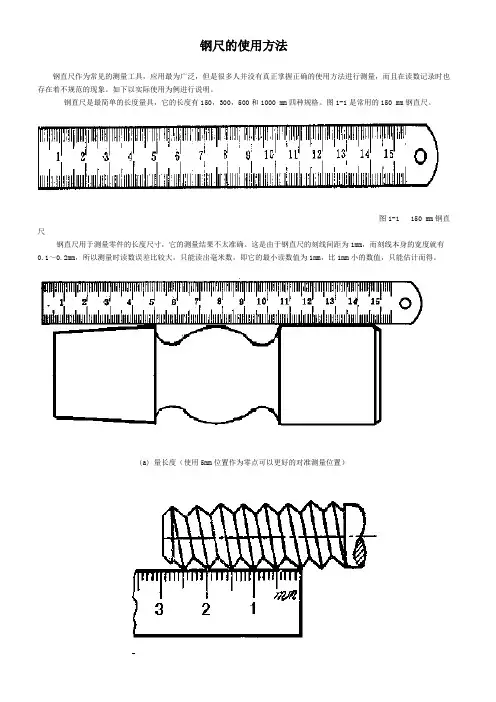
钢直尺作为常见的测量工具,应用最为广泛,但是很多人并没有真正掌握正确的使用方法进行测量,而且在读数记录时也存在着不规范的现象。
如下以实际使用为例进行说明。
钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a) 量长度(使用5mm位置作为零点可以更好的对准测量位置)
(b) 量螺距
(c)量宽度(使用非“0”刻度作为零点可以更好的对准测量位置)
(d) 量内孔
(e) 量深度
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
如上图,直尺的测量长度时尽量不使用“0”刻度作为零点,这样跟容易对准非断面位置。
直尺的读数分为两部分,一部分为测量值,另一部分为估计值。
因为直尺的精确值为0.5mm,所以直尺的测量读数估计值只能是0.5或者是0。
如上图(b)的螺距读数为5.0mm。
钢直尺的读数与使用方法钢直尺谁不会用?嘿,你可别小瞧这小小的钢直尺,用起来那也是有讲究的。
先说说读数吧!钢直尺上的刻度那可清楚得很。
你瞅那刻度,就像一个个小士兵整整齐齐地站在那里。
读数的时候,眼睛要平视,可不能歪着脑袋看,不然那数能读准吗?你想想,要是你看东西都斜着眼睛,那能看清啥呀?就好比你走路歪着身子,能走得稳吗?把钢直尺放平,对着刻度仔细看,整数部分一目了然,小数部分就得估一估啦。
这估数也有窍门,不能瞎猜,得根据刻度的间隔来判断。
使用钢直尺的时候,那可得拿稳了。
你说要是手一抖,这量出来的尺寸还能准吗?就像你端着一碗水,手不稳水就洒了。
把钢直尺紧紧地贴在要测量的物体上,不能有缝隙,不然这尺寸不就有误差了吗?你想想,要是裁缝做衣服的时候尺子没放好,那做出来的衣服能合身吗?钢直尺的安全性和稳定性也很重要。
它不像有些工具那么娇气,容易坏。
钢直尺结实得很,只要你不故意去摔它、砸它,一般都没啥问题。
用的时候也不用担心会伤着自己,不像那些锋利的刀具,一不小心就把手给划破了。
但是你也不能太粗心大意了,要是掉地上砸到脚,那也疼啊!钢直尺的应用场景那可多了去了。
学生做数学题的时候可以用它画线段、量长度。
工人师傅在车间里也经常用它来测量零件的尺寸。
你想想,要是没有钢直尺,那得多麻烦呀?就像厨师没有菜刀,怎么切菜呢?钢直尺的优势就是简单、方便、实用。
价格也不贵,谁都买得起。
不像有些高级的测量工具,贵得吓人,还不好操作。
我就见过一个例子,有个小朋友做手工,要用钢直尺量纸的长度。
他可认真了,拿着钢直尺小心翼翼地量着,最后做出了一个漂亮的手工作品。
这钢直尺可帮了他大忙了。
钢直尺就是这么一个实用的小工具。
读数要仔细,使用要规范,安全又稳定。
应用场景多,优势很明显。
不管是大人还是小孩,都能轻松使用。
你还等啥?赶紧拿起钢直尺试试吧!。
高中物理长度读数练习题及讲解### 高中物理长度读数练习题及讲解#### 练习题一:直尺读数1. 直尺上标有1cm的刻度,小明用直尺测量一根铅笔的长度,读数为7.89cm。
请问铅笔的实际长度是多少?2. 如果直尺的最小刻度是0.5mm,小明再次测量铅笔,读数为7.89cm,铅笔的实际长度又是多少?#### 练习题二:游标卡尺读数1. 使用游标卡尺测量一个物体的直径,游标卡尺的主尺上有50个刻度,每个刻度代表1mm,游标上有10个刻度,读数为34.55mm。
物体的直径是多少?2. 如果游标卡尺的游标上只有5个刻度,读数为34.55mm,物体的直径又是多少?#### 练习题三:螺旋测微器读数1. 使用螺旋测微器测量一个物体的长度,读数为2.5678mm。
物体的长度是多少?2. 如果螺旋测微器的精度为0.01mm,读数为2.5678mm,物体的长度又是多少?#### 讲解在物理实验中,长度的测量是基础且重要的一环。
不同的测量工具有不同的读数方法,以下是对上述练习题的讲解:##### 直尺读数- 对于直尺,读数时要注意估读到最小刻度的下一位。
例如,1cm的刻度,读数7.89cm,实际长度就是7.89cm。
- 当最小刻度更小时,如0.5mm,读数7.89cm,实际长度应转换为7.89cm * 10mm/cm = 78.9mm,再根据读数规则,实际长度为78.85mm。
##### 游标卡尺读数- 游标卡尺的读数由主尺和游标共同决定。
主尺上的读数加上游标上的读数,再根据游标上的刻度数换算。
例如,主尺50个刻度,游标10个刻度,读数34.55mm,实际直径为34.5mm + (5/10)mm = 34.55mm。
- 如果游标上只有5个刻度,读数34.55mm,实际直径为34.5mm +(5/5)mm = 34.6mm。
##### 螺旋测微器读数- 螺旋测微器的读数由主尺和微分筒共同决定。
主尺上的读数加上微分筒上的读数。
关于认识尺子的教案尺子是学生学习数学的基本工具之一,而认识尺子是学生掌握数学基础知识的一个重要方面。
本篇教案将从认识尺子的意义、尺子的种类、尺子的使用方法以及实际应用等多个方面对学生进行教学。
一、认识尺子的意义尺子作为测量和绘制工具,具有广泛的应用,贯穿于学生从小学到高中的数学学习中。
通过认识尺子,学生可以掌握测量长度、宽度、高度和直径等相关知识,培养学生的准确测量能力以及对图形认识的能力。
此外,认识尺子还可以培养学生的观察能力、发现问题的能力和解决问题的能力,提高学生的数学分析和逻辑推理能力。
二、尺子的种类常见的尺子有直尺、卷尺、游标卡尺等。
直尺是最为基本的尺子之一,常用于绘制线段和角度的测量;卷尺是一种可伸缩的长尺,适用于精确测量长度和直径等尺寸;游标卡尺可以通过滑动游标来进行极小尺寸的测量。
三、尺子的使用方法1. 直尺的使用方法使用直尺时,需要注意以下几点:(1)保持尺子平放,使直尺和被测物之间能够完全贴合。
(2)避免用手指触摸直尺的尺身或缘边,避免误差产生。
(3)尽量使用尺身比较直的部分进行测量。
2. 卷尺的使用方法使用卷尺时,需要注意以下几点:(1)保持卷尺的钩端与被测物贴合,以保证测量的准确性。
(2)尽量避免卷尺过度弯曲。
(3)卷尺的主尺上一般标注有公制和英制两种单位,需要根据实际需要选择合适的单位进行测量。
3. 游标卡尺的使用方法游标卡尺的使用方法相对较为复杂,需要注意以下几点:(1)保证滑动游标与主尺垂直,防止游标卡尺的读数产生误差。
(2)在读数时,应该以游标靠近主尺的刻度为准。
(3)对于游标卡尺的使用方法,需要进行充分的练习和熟悉,以掌握正确的使用技巧。
四、实际应用尺子是一种经常用于解决实际问题的工具。
学生在实际生活中可以通过尺子来测量物体的尺寸、长度、重量、体积等,同时也可以进行角度和面积的测量。
在实际应用中,学生需要选择适当的尺子型号和测量方法,保证数据的准确性,并应用数学知识进行分析和处理。
钢板尺估读原则
由于钢直尺的刻线间距为1mm,而刻线本身宽度就有0.1~0.2mm,所以用钢直尺测量物件的长度尺寸,测量结果是不太准确的,测量时读数误差比较大,只能读出毫米数,也就是说使用钢直尺的最小读数值为1mm,小于1mm数值,只能估读。
3
钢直尺的读数分为两部分,一部分为测量值,另一部分为估计值。
通常钢直尺的前10cm精确值为0.5mm,10cm之后的为1mm注意使用钢直尺的测量长度时尽量不使用“0”刻度作为零点,这样很容易对准非断面位置,从而造成读数的人为测量误差。
,所以直尺的测量读数估计值是分度值的下一位小数。
钢尺的使用方法
钢直尺作为常见的测量工具,应用最为广泛,但是很多人并没有真正掌握正确的使用方法进行测量,而且在读数记录时也存在着不规范的现象。
如下以实际使用为例进行说明。
钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a) 量长度(使用5mm位置作为零点可以更好的对准测量位置)
(b) 量螺距
(c)量宽度(使用非“0”刻度作为零点可以更好的对准测量位置)
(d) 量内孔
(e) 量深度
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
如上图,直尺的测量长度时尽量不使用“0”刻度作为零点,这样跟容易对准非断面位置。
直尺的读数分为两部分,一部分为测量值,另一部分为估计值。
因为直尺的精确值为0.5mm,所以直尺的测量读数估计值只能是0.5或者是0。
如上图(b)的螺距读数为5.0mm。