铣床一级保养记录表090306
- 格式:xls
- 大小:20.50 KB
- 文档页数:1
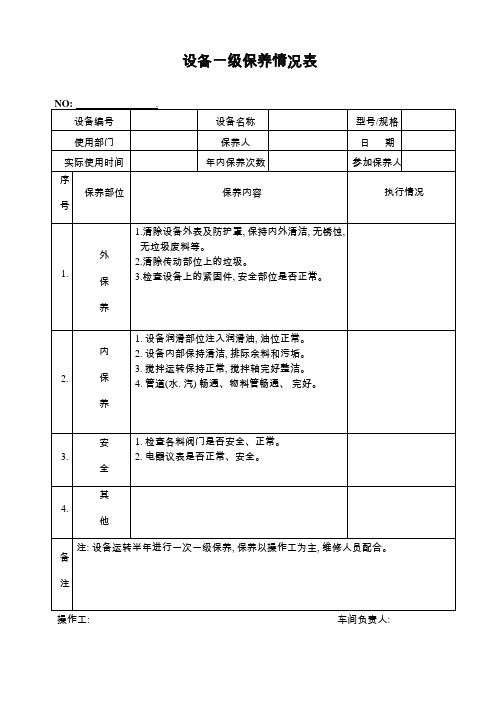
甘肃工大舞台技术工程有限公司设备一级保养记录及验收表目录普通车床一级保养记录及验收表设备编设备名设备规使用部实际保养日计划保养日验收结备保养人自一级保养内容及要序保养部清洁床身表面及死角,要求无油污及黄1.清洗丝杠、光杠和操作2.床身及3.检查补齐外部缺4.导轨面清洁无毛5.各手柄操纵灵活,定位可1.检查、调整主轴背帽及固定螺主轴箱2.调节离合器及制动变速3.检查皮带,调整松1.拆洗挂轮架,注入新油走刀箱挂轮2.调整挂轮啮合间.1.拆洗大小刀架丝杠、丝溜板箱2.调整斜铁及丝杆丝母间大小刀3.拆洗方刀架,调整定位装1.拆洗套筒尾座丝杠与套尾1.润滑装置齐全,清洁好2.油标、油窗醒目,油质、油量符合要润3.清洗油孔,油脂、油线及滤油4.油路畅通,连接牢固,基本无漏1.清洗冷却液槽,清洗过滤网,更换冷却冷2.管路畅通,牢固、整齐、无泄1.清洁、整齐、无锈附2.随机附件齐1.安全防护装置齐全,动作灵敏可安1.电器箱内无灰尘,无油2.蛇皮管无脱落现象,机床接地良电3.电器装置齐全,连接牢固,动作灵4.更换不合格的电器元使用单位负责设备使用保养人(设备使用人说明:1. 保养人自评和验收结论通常写“合格”或“不合格”。
2. 电器保养由操作者和电工配合进行。
立式钻床一级保养记录及验收表说明:1. 保养人自评和验收结论通常写“合格”或“不合格”。
2. 电器保养由操作者和电工配合进行。
摇臂钻床一级保养记录及验收表说明:1. 保养人自评和验收结论通常写“合格”或“不合格”。
2. 电器保养由操作者和电工配合进行。
卧式镗床一级保养记录及验收表备说明:1. 保养人自评和验收结论通常写“合格”或“不合格”。
2. 电器保养由操作者和电工配合进行。
数控铣镗床一级保养记录及验收表说明:1. 保养人自评和验收结论通常写“合格”或“不合格”。
2. 电器保养由操作者和电工配合进行。
卧铣、立铣、万能铣一级保养记录及验收表电器保养由操作者和电工配合进行。

编号: GX
设施负责人 / 操
设施名称数控车床设施编号
作员
养护种类一级养护养护周期 1 次 /1 个月上一次养护日期
养护内容外观部分、液压及切削油箱、机床本体及清屑器、润滑部分、电气部分
养护项目达成状况备注(换件等)
1 2 3 4消除各零件切屑、油垢,做到无死角,保持内外清
洁,无锈蚀。
1、冲洗滤油器。
2、油管通畅、油窗光亮。
3、液压站无油垢、尘埃。
1、卸掉刀架尾座的挡屑板,冲洗。
2、扫清冲洗屑器上的剩余铁屑,每个月(依据工作量大小)卸掉清屑器,打扫机床内部。
3、扫清展转装刀架上的所有铁屑。
各润滑油管通畅无阻,润滑点加油并检查邮箱内积淀
物,对各运行点润滑,滤油器能否洁净,并冲洗。
对电机碳刷每年要检查一次,如出现隐患立刻改换,
5热互换器每年起码清理检查一次,擦抹电器箱内外清
洁无油垢、无尘埃,各接触点开关正常不露电。
养护人养护后查收建议
养护日期审批建议 / 署名。



车间工段设备名称:专机铣床点检基准282930311234567891011121314151617181920212223242526271
自动油泵是否在最低标线L以上、有无漏油目视1S 2
油位显示镜油位是否达到镜面一半位置目视1S 3
出油管道无破损、漏油,能正常出油目视1S 4
接地装置接地牢固、无松动目视1W 5
传动电机无异常响声无异臭味无异常抖动视听嗅拭1S 6各位置连接电线接线无松动,无破损视
1D 7元件、器件、导线无损伤、导线无损伤、松动视1D
8操纵面板开关、指示灯无破损,无松动,反应灵敏目视操控1S
9安全防护门、板、罩齐全、牢固视1D
10导轨、工作滑台润滑良好,无磨损、变形、锈斑,滑动灵活、无异响目视操控1S
11刀盘无裂纹、无破损视1S
12主轴箱无损坏部位、无漏油,转动无晃动、无卡阻、无异响视听1S
13气动夹紧装置无松动、破裂,自动夹紧反应灵敏目视
操控
1S 油润滑系统点检周期注:白班与晚班操作人员在上班前按照点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知维修人员进行维修,在故障未排除前,严禁设备带“病”作业,此点检表于次月1-2日经车间责任人确认后汇总交设备动力部存档。
点检人员签字
班组长确认签字
常用点检方法:视、听、嗅、拭、清扫、加油、紧固电气系统点检周期:S班 D天 W周 M月 Y年记录符号:正常“√”、异常“×”已处理好“U ”
负载系统资产编号设备日常点检保养记录表
设备型号序
号
点检内容及标准点检部位点检方法年 月。
铣床保养计划表篇一:设备年度保养计划(铣床)昆山市祥云隆精密设备有限公司Kunshan xiangyunlong precision equipment Co. ,Ltd.设备年度保养计保养年度:保养人: 审批:篇二:铣床保养日常维护表格铣床保养记录表_______年____月设备编号:_____________审核:_____________ 责任人:_____________篇三:立式升降台铣床维护保养计划书立式升降台铣床维护保养计划书设备型号:X5042设备规格: 420×1800维护保养项目及说明:篇四:金工机械铣床保养记录表篇五:铣床保养一级保养一级保养是以操作工人为主,维修工人协助,按计划对设备局部拆卸和检查,万能铣床清洗规定的部位,疏通油路、管道,更换或清洗油线、毛毡、滤油器,调整设备各部位的配合间隙,紧固设备的各个部位。
一级保养所用时间为4-8小时,一保完成后应做记录并注明尚未清除的缺陷,车间机械员组织验收。
万能铣床二级保养二级保养是以维修工人为主,万能铣床操作工人参加来完成。
二级保养列入设备的检修计划,对设备进行部分解体检查和修理,更换或修复磨损件,清洗、换油、检查修理电气部分,使设备的技术状况全面达到规定设备完好标准的要求。
立式钻床运行600 小时进行一级保养,,以操作工人为主,维修工人配合进行。
首先切断电源,然后进行保养工作。
立式钻床的一级保养主要包括:外保养、主轴箱,走刀箱、工作台、润滑、冷却、电器立式钻床运行5000小时要进行二级保养,二级保养以维修工为主,操作工人参加除进行一级保养外还应测绘易损件,提出备品配置。
二级保养的答题内容有:主轴箱,走刀箱、工作台、润滑、电器、精度。
定期保养1.每3个月清洗床身内部、升降台内部和工作台底座的润滑油池、用汽油清洗润滑油泵的游油网,每年不少于两次。
2.升降丝杠用二硫化铝油剂每两月润滑一次。
3.机床各部间隙的调整:(1)主轴润滑的调整,必须保证每分钟有一滴油通过。