钢筋焊接(对焊)质量验收记录SG-T054
- 格式:doc
- 大小:316.61 KB
- 文档页数:4

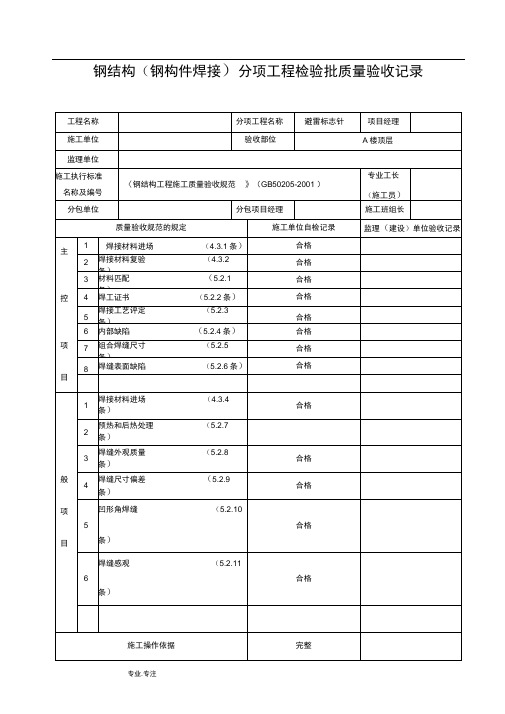
钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205-2001 )表J.0.2 编号:010902/020402 □口□钢结构(普通紧固件连接)分项工程检验批质量验收记录(GB50205-2001 )表J.0.3 编号:010903/020403 □□□钢结构(高强度螺栓连接)分项工程检验批质量验收记录(GB50205-2001 )表J.0.4编号:010904/020404 □口010904/020404 □口□说明钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001 )表J.0.5编号:010905/020405 □□续下表010905/020405 □□□接上010905/020405 □□□接上表钢结构(构件组装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.6编号:020406 □□口钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.7 编号:020407 □口□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.8 编号:020408 □□续下表接上表钢结构(多层及高层结构安装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.9 编号:020409钢结构(网架结构安装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.10编号:020410 □□口工程名称检验批部位续下表接上表钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001 )表J.0.11 编号:020411续下表钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.12 编号:020412钢结构(防火涂料涂装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.13 编号:020413 □□口专业.专注。

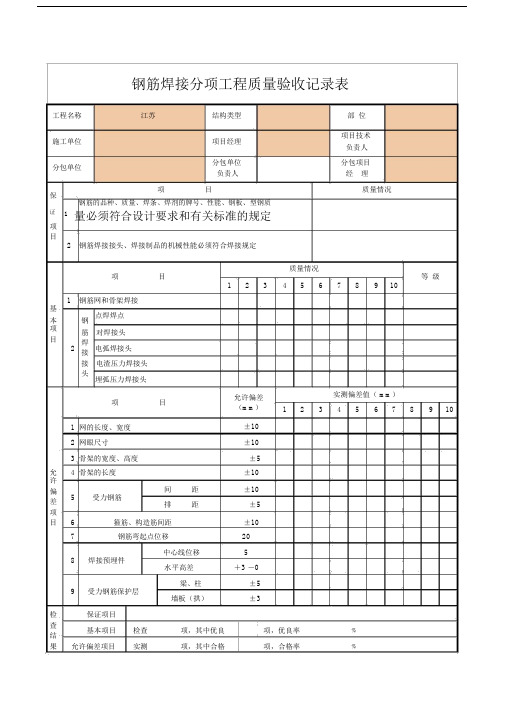
钢筋焊接分项工程质量验收记录表工程名称江苏结构类型
施工单位项目经理
分包单位
分包单位
负责人项目
保
钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质证1量必须符合设计要求和有关标准的规定项
目
2钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
项目
123 1钢筋网和骨架焊接
基
点焊焊点
本钢
项筋对焊接头
目
2焊
电弧焊接头
接
接电渣压力焊接头
头
埋弧压力焊接头
项目
允许偏差
(mm)
1网的长度、宽度±10
2网眼尺寸±10
3骨架的宽度、高度±5允4骨架的长度±10许
间距±10偏
5受力钢筋
差排距±5项
6箍筋、构造筋间距±10目
7钢筋弯起点位移20
8焊接预埋件中心线位移5
水平高差+3 -0
9受力钢筋保护层
梁、柱±5
墙板(拱)±3
部位
项目技术
负责人
分包项目
经理
质量情况
质量情况
等级
45678910
实测偏差值( mm)
12345678910
检保证项目
查
基本项目检查项,其中优良项,优良率﹪结
果允许偏差项目实测项,其中合格项,合格率﹪
检验查收
结
专业技术负责人结
监理工程师
论论
年月日年月日。
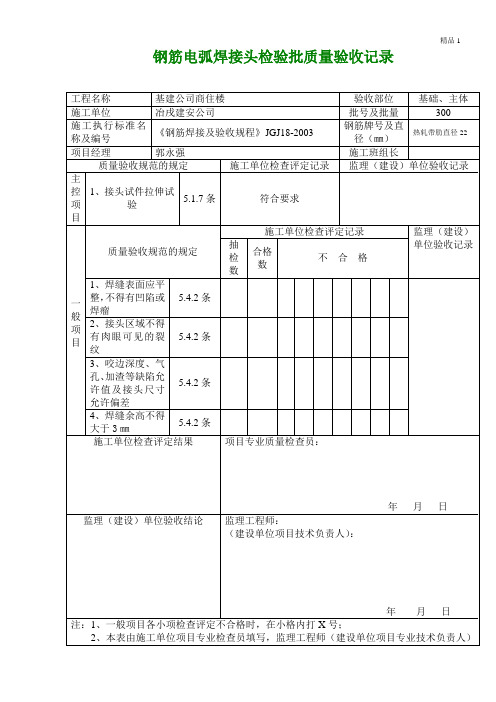
钢筋连接检验批质量验收记录1. 概述本文档记录了钢筋连接检验批的质量验收记录,对钢筋连接工程进行质量检验,确保连接质量符合标准要求。
2. 项目信息•项目名称:•工程名称:•编制日期:3. 检验批信息•检验批编号:•检验日期:•检验人员:4. 检验内容和要求本次检验批的主要内容包括以下项目: - 焊接质量检验:检查焊接接头的焊缝质量,包括焊缝的密度、均匀性和焊缝表面的缺陷等。
- 螺纹连接检验:检查螺纹连接件的螺纹质量,确保螺纹连接的紧固性良好。
- 维护检验:检查钢筋连接的维护情况,包括防腐、除锈等维护工作的执行情况。
5. 检验结果根据对钢筋连接的检验,以下为本次检验批的质量验收结果:5.1 焊接质量检验结果•焊接接头1:合格•焊接接头2:合格•焊接接头3:合格•螺纹连接件1:合格•螺纹连接件2:合格•螺纹连接件3:合格5.3 维护检验结果•防腐处理:合格•除锈处理:合格6. 验收意见根据本次检验结果,对钢筋连接的质量进行验收意见如下:6.1 焊接质量验收意见根据焊接接头的质量检验结果,认为焊接质量符合标准要求,可以进行验收。
根据螺纹连接件的质量检验结果,认为螺纹连接质量符合标准要求,可以进行验收。
6.3 维护验收意见根据钢筋连接的维护检验结果,认为维护工作符合标准要求,可以进行验收。
7. 验收结论综上所述,经过本次钢筋连接检验批的质量验收,验证钢筋连接的质量符合标准要求,同意进行验收。
8. 验收人员•验收人员1:•验收人员2:•日期:9. 相关附件•附件1:焊接检验报告•附件2:螺纹连接检验报告•附件3:维护检验报告以上为钢筋连接检验批的质量验收记录,用于记录钢筋连接工程的质量验收情况。
钢筋焊接质量检验记录日期:[填写日期]检验人员:[填写检验人员姓名]1. 检验目的本次检验旨在评估钢筋焊接质量,确保其符合相关标准和要求。
2. 检验内容2.1 焊接材料检查焊接材料的规格、型号和数量是否满足要求,并进行必要的材料检验。
2.2 焊接设备检查焊接设备的型号、参数和维护情况是否符合要求,并进行必要的设备检验。
2.3 焊接工艺检查焊接工艺文件是否齐全,包括焊接方法、参数和焊接顺序等,并进行必要的焊接工艺检验。
2.4 焊接质量对焊接接头进行质量检验,包括焊缝的质量、焊接强度和焊接缺陷等。
3. 检验方法3.1 目视检验通过目视检验来评估焊接接头的焊缝质量和是否存在明显缺陷。
3.2 切割检验对一定数量的焊接接头进行切割,并对断口进行观察和评估,以确定焊接强度和质量。
3.3 破坏检验对部分焊接接头进行破坏性检验,以评估焊缝的强度和质量。
4. 检验结果4.1 焊接材料- 规格:[填写焊接材料的规格]- 型号:[填写焊接材料的型号]- 数量:[填写焊接材料的数量]- 材料检验结果:[填写材料检验的结果,例如合格或不合格]4.2 焊接设备- 型号:[填写焊接设备的型号]- 参数:[填写焊接设备的参数]- 维护情况:[填写焊接设备的维护情况,例如良好或需维修] - 设备检验结果:[填写设备检验的结果,例如合格或不合格]4.3 焊接工艺- 焊接方法:[填写使用的焊接方法]- 参数:[填写焊接工艺文件中规定的焊接参数]- 焊接顺序:[填写焊接的顺序]- 焊接工艺检验结果:[填写焊接工艺检验的结果,例如合格或不合格]4.4 焊接质量- 焊缝质量:[填写焊缝的质量评估,例如优秀、合格或不合格] - 焊接强度:[填写焊接接头的强度评估,例如符合标准要求或不合格]- 焊接缺陷:[填写焊接接头存在的缺陷,例如裂纹或气孔]5. 结论根据本次钢筋焊接质量检验的结果,结论如下:- 钢筋焊接材料,并无质量问题,符合要求。
- 焊接设备表现良好,满足要求。
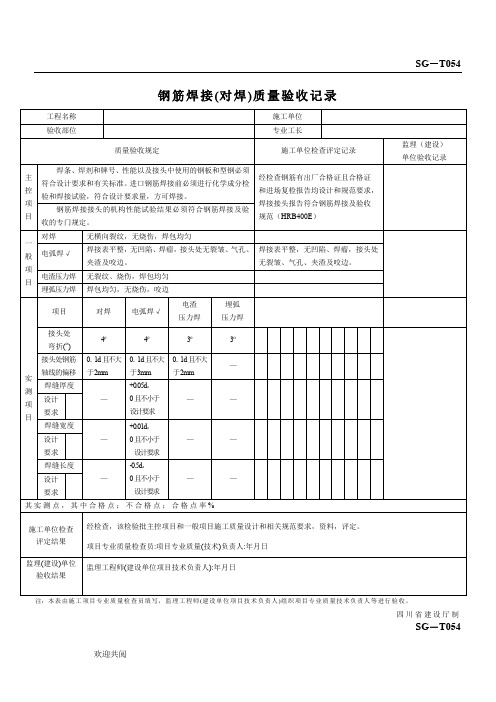
钢筋焊接(对焊)质量验收记录工程名称施工单位
验收部位专业工长
质量验收规定施工单位检查评定记录监理(建设)单位验收记录
主控项目
焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须
符合设计要求和有关标准。
进口钢筋焊接前必须进行化学成分检
验和焊接试验,符合设计要求量,方可焊接。
经检查钢筋有出厂合格证且合格证
和进场复检报告均设计和
规范要求,焊接接头报告符合钢筋焊
接及验收规范(HRB400E )钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验
收的专门规定。
一般项目对焊无横向裂纹,无烧伤,焊包均匀
电弧焊√焊接表平整,无凹陷、焊瘤,接头处无裂皱、气孔、
夹渣及咬边。
焊接表平整,无凹陷、焊瘤,接头处
无裂皱、气孔、夹渣及咬边。
电渣压力焊无裂纹、烧伤,焊包均匀
埋弧压力焊焊包均匀,无烧伤,咬边
实测项目
项目对焊电弧焊√
电渣
压力焊
埋弧
压力焊接头处
弯折( o )
4o 4o3o3o 接头处钢筋
轴线的偏移
0.1d且不大
于2mm
0.1d且不大
于3mm
0.1d且不大
于2mm
—焊缝厚度
—
+0.05d,
0且不小于
设计要求
——设计
要求
焊缝宽度
—
+0.01d,
0且不小于
设计要求
——设计
要求
焊缝长度
—
-0.5d,
0且不小于
设计要求
——设计
要求
其实测点,其中合格点;不合格点;合格点率%
施工单位检查评定结果经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。
项目专业质量检查员: 项目专业质量(技术)负责人: 年月日
监理(建设)单位
验收结果
监理工程师(建设单位项目技术负责人): 年月日注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
钢筋焊接(对焊)质量验收记录工程名称施工单位
验收部位专业工长
质量验收规定施工单位检查评定记录监理(建设)单位验收记录
主控项目
焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须
符合设计要求和有关标准。
进口钢筋焊接前必须进行化学成分检
验和焊接试验,符合设计要求量,方可焊接。
经检查钢筋有出厂合格证且合格证
和进场复检报告均设计和
规范要求,焊接接头报告符合钢筋焊
接及验收规范(HRB400E )钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验
收的专门规定。
一般项目对焊无横向裂纹,无烧伤,焊包均匀
电弧焊焊接表平整,无凹陷、焊瘤,接头处无裂皱、气
孔、夹渣及咬边。
电渣压力焊√无裂纹、烧伤,焊包均匀。
无裂纹、烧伤,焊包均匀。
埋弧压力焊焊包均匀,无烧伤,咬边
实测项目
项目对焊电弧焊
电渣
压力焊√
埋弧
压力焊接头处
弯折( o )
4o4o3o3o 接头处钢筋
轴线的偏移
0.1d且不
大于2mm
0.1d且不大
于3mm
0.1d且不大
于2mm
—焊缝厚度
—
+0.05d,
0且不小于
设计要求
——设计
要求
焊缝宽度
—
+0.01d,
0且不小于
设计要求
——设计
要求
焊缝长度
—
-0.5d,
0且不小于
设计要求
——设计
要求
其实测点,其中合格点;不合格点;合格点率%
施工单位检查评定结果经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。
项目专业质量检查员: 项目专业质量(技术)负责人: 年月日
监理(建设)单位
验收结果
监理工程师(建设单位项目技术负责人): 年月日注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
钢筋焊接(对焊)质量验收记录工程名称施工单位
验收部位专业工长
质量验收规定施工单位检查评定记录监理(建设)单位验收记录
主控项目
焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须
符合设计要求和有关标准。
进口钢筋焊接前必须进行化学成分检
验和焊接试验,符合设计要求量,方可焊接。
经检查钢筋有出厂合格证且合格证
和进场复检报告均设计和
规范要求,焊接接头报告符合钢筋焊
接及验收规范(HRB400E )钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验
收的专门规定。
一般项目对焊√无横向裂纹,无烧伤,焊包均匀。
无横向裂纹,无烧伤,焊包均匀。
电弧焊焊接表平整,无凹陷、焊瘤,接头处无裂皱、气
孔、夹渣及咬边。
电渣压力焊无裂纹、烧伤,焊包均匀。
埋弧压力焊焊包均匀,无烧伤,咬边
实测项目
项目对焊√电弧焊
电渣
压力焊
埋弧
压力焊接头处
弯折( o )
4o4o3o3o 接头处钢筋
轴线的偏移
0.1d且不
大于2mm
0.1d且不大
于3mm
0.1d且不大
于2mm
—焊缝厚度
—
+0.05d,
0且不小于
设计要求
——设计
要求
焊缝宽度
—
+0.01d,
0且不小于
设计要求
——设计
要求
焊缝长度
—
-0.5d,
0且不小于
设计要求
——设计
要求
其实测点,其中合格点;不合格点;合格点率%
施工单位检查评定结果经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。
项目专业质量检查员: 项目专业质量(技术)负责人: 年月日
监理(建设)单位
验收结果
监理工程师(建设单位项目技术负责人): 年月日注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
钢筋焊接(对焊)质量验收记录工程名称施工单位
验收部位专业工长
质量验收规定施工单位检查评定记录监理(建设)单位验收记录
主控项目
焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须
符合设计要求和有关标准。
进口钢筋焊接前必须进行化学成分检
验和焊接试验,符合设计要求量,方可焊接。
经检查钢筋有出厂合格证且合格证
和进场复检报告均设计和
规范要求,焊接接头报告符合钢筋焊
接及验收规范(HRB400E )钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验
收的专门规定。
一般项目对焊无横向裂纹,无烧伤,焊包均匀。
无横向裂纹,无烧伤,焊包均匀。
电弧焊焊接表平整,无凹陷、焊瘤,接头处无裂皱、气
孔、夹渣及咬边。
电渣压力焊无裂纹、烧伤,焊包均匀。
埋弧压力焊√焊包均匀,无烧伤,咬边
实测项目
项目对焊电弧焊
电渣
压力焊
埋弧
压力焊√接头处
弯折( o )
4o4o3o3o
接头处钢筋
轴线的偏移
0.1d且不
大于2mm
0.1d且不大
于3mm
0.1d且不大
于2mm
—
焊缝厚度
—
+0.05d,
0且不小于
设计要求
——
设计
要求
焊缝宽度
—
+0.01d,
0且不小于
设计要求
——
设计
要求
焊缝长度
—
-0.5d,
0且不小于
设计要求
——
设计
要求
其实测点,其中合格点;不合格点;合格点率%
施工单位检查评定结果经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。
项目专业质量检查员: 项目专业质量(技术)负责人: 年月日
监理(建设)单位
验收结果
监理工程师(建设单位项目技术负责人): 年月日注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制。