普通车床横向进给结构要点
- 格式:doc
- 大小:1.65 MB
- 文档页数:42

数控车床横向进给机构的设计
1引言
随着现代企业对自动化水平的提高,数控车床作为机床设备的一种具
有自动化的功能,在机床设备中扮演着重要的角色。
数控车床机构安装和
加工的精度和效率是影响产品质量和生产效率的关键因素。
横向进给机构
是数控车床的主要机构,其正确的设计和制造将直接影响机床工作效率和
加工质量。
2横向进给机构要求
横向进给机构的设计要求受到主轴速度,加工效率,精度要求,主轴
不平衡量等因素的制约,它应具备以下几个功能:
(1)进给精度高,进给精度应保持在0.01mm以内,以达到加工要求。
(2)进给速度大。
进给速度应符合与主轴速度匹配的要求,以提高
加工效率。
(3)耐久性强。
机构部件应采用优质的材料,具有可靠的机械性能,在冲击载荷和温度等恶劣环境下能耐受长时间运转的要求。
(4)机构结构紧凑,要求机构结构紧凑,占用空间小,以节省机床
的空间,可以更好地安装和维护。
(5)带来的噪声应小,以便满足安全要求。
3横向进给机构基本结构
横向进给机构的基本结构由三个部分组成,即主轴、主轴驱动装置和
导轨。
(1)主轴是提供进给力的重要部件。

普通车床操作实训操作教程要点普通车床操作实训指导(⼀)熟悉车⼯基本概念及其加⼯范围车⼯是在车床上利⽤⼯件的旋转运动和⼑具的移动来改变⽑坯形状和尺⼨,将其加⼯成所需零件的⼀种切削加⼯⽅法。
其中⼯件的旋转为主运动,⼑具的移动为进给运动(图1-1)。
图1-1 车削运动车床主要⽤于加⼯回转体表⾯(图1-2),加⼯的尺⼨公差等级为IT11~IT6,表⾯粗糙度Ra值为12.5~0.8µm。
车床种类很多,其中卧式车床应⽤最为⼴泛。
图1-2 普通车床所能加⼯的典型表⾯a)车外园 b)车端⾯ C)车锥⾯ d)切槽、切断 e)切内槽 f)钻中⼼孔g)钻孔 h)镗孔 i)铰孔 j)车成形⾯ k)车外螺纹 l)滚花(⼆)学习卧式车床型号及结构组成Ⅰ、机床的型号主参数代号(最⼤车削直径的1/10,即320mm)机床型别代号(普通车床型)机床组别代号(普通车床组)机床类别代号(车床类)主参数的1/10,即车床主轴轴线到导轨⾯的尺⼨为160mm,(其车削⼯件最⼤直径为320mm)。
组别(普通车床)类别(车床类)Ⅱ、卧式车床的结构1.卧式车床的型号卧式车床⽤C61×××来表⽰,其中C为机床分类号,表⽰车床类机床;61为组系代号,表⽰卧式。
其它表⽰车床的有关参数和改进号。
2.卧式车床各部分的名称和⽤途C6132普通车床的外形如图1-3所⽰。
图1-3 C6132普通车床1-床头箱;2-进给箱;3-变速箱;4-前床脚;5-溜板箱;6-⼑架;7 -尾架;8-丝杠;9-光杠;10-床⾝;11-后床脚;12-中⼑架;13-⽅⼑架;14-转盘;15-⼩⼑架;16-⼤⼑架图1-4 ⼑架图1-5 尾座1顶尖 2套筒锁紧⼿柄 3顶尖套筒 4丝杆 5螺母 6尾座锁紧⼿柄 7⼿轮 8尾座体 9底座(三)卧式车床的传动系统电动机输出的动⼒,经变速箱通过带传动传给主轴,更换变速箱和主轴箱外的⼿柄位置,得到不同的齿轮组啮合,从⽽得到不同的主轴转速。

数控系统课程设计C6140普通卧式车床数控化改造之横向进给系统(X)轴设计----xxxx一·车床横向进给系统存在的问题分析C6140车床横向进给系统在连续的使用过程中,由于磨损等原因,使丝杠与丝母间隙过大,产生轴向窜动,影响进给精度。
通过调整可消除丝杠与丝母间的间隙,但实践证明,这种调整方法只消除了丝母的磨损间隙,而没有消除丝杠的磨损间隙。
如果按丝杠磨损较大部位调整丝母,则在丝杠磨损较小部位可能因间隙过小而使进给手柄转动太沉。
经过长期的观察和实践,发现几乎所有的机床都在很大程度上存在着进给机构精度因磨损而严重下降的问题。
普通车床的横向进给机构因其使用频繁且承受很大的切削力,所以,磨损程度较其它机床严重,如果能够有效地解决车床的进给精度问题对其它类似的机构都有指导意义。
几十年来,国外车床一直采用上述的传统结构,操作者在使用过程中必须经常进行调整,并把这项工作列入一级保养容。
因此,增加了工人的劳动强度,降低了设备的利用率,即使这样也不能很好地保证设备的精度。
常见改进方案及存在问题针对普通车床横向进给机构的进给精度问题国外专家多采用以下三种解决方案。
1.在中修或项修过程中,更换新的横向进给丝母。
必要时,对横向进给丝杠进行修复,然后再配作丝母,这种办法并没有从根本上解决横向定位精度问题。
机床只是在修复后最初阶段能够保障横向进给精度,数月后就进人反复调整阶段.而且加大了维修成本。
2.有的专家试图用改进横向进给丝杠支承结构或减小丝杠变形的方法来解决问题。
这种方案仅提高了丝杠的刚度,虽然能够间接地减缓丝杠和丝母的磨损,但仍然没有从实质上解决问题。
这种方法的缺点是改造的成本和维修费用很大。
3.80年代中期,随着电子技术的进步与发展,国外的专家们纷纷采用数控或数显技术对机床进行改造。
采用数控技术改善机床进给机构精度,尤其是采用闭环控制,很好地解决了进给精度问题。
但是这种技术改造成本太高,一般企业无法承受。

1普通车床的结构认识普通车床是一种机械设备,是金属加工中经常使用的机床之一、它主要用于旋转切削金属工件的工艺过程。
下面将详细介绍普通车床的结构认识。
普通车床的主要部件包括床身、主轴、刀架、进给系统、主轴箱、尾座、座架和电气控制系统等。
1.床身:床身是车床的基础部件,通常由铸铁制成。
它有一个V型导轨,用来支撑和定位主轴箱和尾座。
床身的精度和刚性对车床的加工精度和稳定性有重要影响。
2.主轴:主轴是车床的主要传动部分,它由电动机驱动。
主轴箱是安装在床身上的,通过精密轴承和传动装置与主轴连接。
主轴的转速可以通过变速机构进行调整,以适应不同的工件材料和加工要求。
3.刀架:刀架是用来安装和夹持切削工具的部件,可以在不同的方向上移动和调整角度。
刀架通常由刀架座、刀杆和刀柄组成,可以进行转动、前进、后退和升降运动,从而实现不同的切削运动。
4.进给系统:进给系统用于控制工件在切削过程中的进给速度。
它由进给电机、传动装置和进给机构等组成。
进给系统可以实现纵向、横向和切向三个方向的进给运动,从而实现不同形状的工件加工。
5.主轴箱:主轴箱是固定在床身上的一个部件,它包含主轴、变速机构和传动装置等。
主轴箱可以调整主轴的转速和方向,并传递切削力。
主轴箱具有良好的刚性和稳定性,以确保车床在切削过程中的稳定性和精度。
6.尾座:尾座是用来支撑长工件的部件。
它在床身上的尾部设置,通过尾座座架与床身相连。
尾座通常具有可调节的高度和角度,以适应不同长度和角度的工件加工需求。
7.座架:座架是用来支撑主轴箱和尾座的部件,它通常固定在床身上。
座架具有良好的刚性和稳定性,以确保车床在工作过程中的稳定性和精度。
8.电气控制系统:电气控制系统用于控制车床的各项运动和加工过程。
它由电气元件、传感器、控制面板和程序控制设备等组成。
通过电气控制系统,操作人员可以通过按钮、手柄或计算机对车床进行操作和控制,以实现精确的加工过程。
总之,普通车床是一种广泛应用于金属加工领域的机床,它的结构包括床身、主轴、刀架、进给系统、主轴箱、尾座、座架和电气控制系统等。
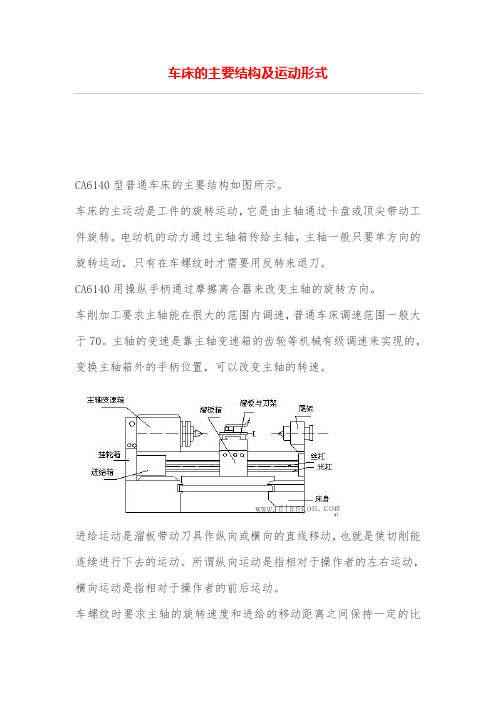
车床的主要结构及运动形式
CA6140型普通车床的主要结构如图所示。
车床的主运动是工件的旋转运动,它是由主轴通过卡盘或顶尖带动工件旋转。
电动机的动力通过主轴箱传给主轴,主轴一般只要单方向的旋转运动,只有在车螺纹时才需要用反转来退刀。
CA6140用操纵手柄通过摩擦离合器来改变主轴的旋转方向。
车削加工要求主轴能在很大的范围内调速,普通车床调速范围一般大于70。
主轴的变速是靠主轴变速箱的齿轮等机械有级调速来实现的,变换主轴箱外的手柄位置,可以改变主轴的转速。
进给运动是溜板带动刀具作纵向或横向的直线移动,也就是使切削能连续进行下去的运动。
所谓纵向运动是指相对于操作者的左右运动,横向运动是指相对于操作者的前后运动。
车螺纹时要求主轴的旋转速度和进给的移动距离之间保持一定的比
例,所以主运动和进给运动要由同一台电动机拖动,主轴箱和车床的溜板箱之间通过齿轮传动来联接,刀架再由溜板箱带动,沿着床身导轨作直线走刀运动。
车床的辅助运动包括刀架的快进与快退,尾架的移动与工件的夹紧与松开等。
为了提高工作效率,车床刀架的快速移动由一台单独的进给电动机拖动。

数控车床横向进给机构的设计数控车床横向进给机构是数控车床中的一个重要组成部分,它的设计质量直接影响数控车床的加工精度和效率。
下面将针对数控车床横向进给机构的设计进行详细的介绍,涵盖机构的类型选择、结构设计、传动方式和控制系统等方面。
1.机构类型选择:数控车床横向进给机构常见的类型有液压机械式、液压液压式以及电动机械式等。
液压机械式机构结构简单,但存在液压缸阻尼大,加工设备容易产生震动的缺点。
液压液压式机构较为常见,其结构复杂但具有较好的进给平稳性。
电动机械式机构结构简单、响应速度快,但容易出现因为接触不良而导致的冲击及振动。
根据实际需求,在设计中应选择适合的机构类型。
2.结构设计:数控车床横向进给机构主要由进给轴、导轨、滚珠螺杆、螺母等组成。
进给轴负责传动力,并保证传动平稳性。
导轨用于引导进给轴的运动方向,保证其运动的准确性。
滚珠螺杆和螺母是横向进给机构的主要传动部件,用于将转动运动转化为线性运动。
在结构设计中,应注意进给轴与导轨、滚珠螺杆与螺母之间的配合精度,确保传动平稳性和精度。
同时,合理选择结构材料,保证机构的刚性和稳定性。
3.传动方式:在传动方式的选择中,应根据实际需求和工作环境的要求综合考虑,选择合适的传动方式。
4.控制系统:在控制系统的设计中,应确保控制精度和稳定性,使数控车床能够稳定、精确地进行横向进给运动。
综上所述,数控车床横向进给机构的设计应综合考虑机构类型选择、结构设计、传动方式和控制系统等方面。
只有合理选择机构类型、优化结构设计、选择合适的传动方式和控制系统,才能设计出性能良好的数控车床横向进给机构,提高加工精度和效率。
一、CA6140普通车床传动系统分析与结构组成分析1.性能简介CA6140 型普通车床是普通精度级的万能机床,它适用于加工各种轴类,套筒类和盘类零件上的内外回转表面,以及车削端面。
它还能加工各种常用的公制、英制、模数制和径节制螺纹,以及作钻孔、扩孔、铰孔、滚花等工作。
其加工范围较广,由于它的结构复杂,而且自动化程度低,所以适用于单件小批生产及修配车间。
2.主要部件图1 CA6140普通车床的结构1.主轴箱(床头箱) 它固定在床身的左端。
在主轴箱中装有主轴,以及使主轴变速和变向的传动齿轮,通过卡盘等夹具装夹工件,使主轴带动工件按需要的转速旋转,实现主运动。
2.刀架它装在刀架导轨上,并可沿刀架导轨作纵向移动,刀架部件由床鞍(大拖板)、横拖板、小拖板和四方刀架等组成。
刀架部件是用于装夹车刀,并使车刀作纵向、横向和斜向的运动。
3.尾架它装在床身右端,可沿尾架导轨作纵向位置的调整,尾架的功能是用后顶尖支承工件, 还可安装钻头,铰刀等孔加工工具,以进行孔加工,尾架作适当调整,以实现加工长锥形的工件。
4.进给箱它位于床身的左前侧,进给箱中装有进给运动的变速装置及操纵机构,其功能是改变被加工螺纹的螺距或机动进给时的进给量。
它用来传递进给运动,改变进给箱的手柄位置,可得到不同的进给速度,进给箱的运动通过光杠或丝杠传出。
5.溜板箱它位于床身前侧和刀袈部件相连接,它的功能是把进给箱的运动(光杠或丝杠的旋转运动)传递给绐刀架,使刀架实现纵向进给、横纵向进给、快速移动或车螺纹。
6.床身它固定在左右床腿上,它是车床的基本支承元件,是机床各部件的安装基准,是使机床各部件在工作过程中保持准确的相对位置。
7.光杠和丝杠是将运动由进给箱传到溜板箱的中间传动元件。
光杠用于一般车削,丝杠用于车螺纹。
3.传动系统简介图2 CA6140普通车床的传动系统方框图由图2及图2-1-1可知,电动机经主换向机构、主变速机构带动主轴完成主运动。
进给传动从主轴开始,经进给换向机构、交换齿轮和进给箱内的变速机构和转换机构、溜板箱中的传动机构和转换机构传至刀架。
数控车床纵向进给系统和横向进给系统的设计数控车床是一种在机械制造行业广泛应用的高精度自动加工设备。
数控车床的工作准确度和加工效率,直接取决于其纵向进给系统和横向进给系统的设计。
下面将详细介绍数控车床纵向进给系统和横向进给系统的设计。
纵向进给系统是数控车床在工件轴向上进行进给的系统,主要责任是使切削工具朝着工件方向进行进给。
纵向进给系统的设计应考虑以下几个方面。
首先,进给系统应具备良好的刚性。
刚性强的进给系统能够对切削工具施加足够的力,确保其在切削过程中的稳定性。
为了提高进给系统的刚性,可以采用双重导轨设计,即在机械主轴的两侧分别设置导轨进行支撑,保证进给系统在工件轴向上的稳定性。
其次,进给系统应具备精确的位置控制能力。
数控车床通过控制进给伺服电机的运动来实现工件轴向上的进给。
为了保证进给的精度,可以采用高精度螺杆传动装置,这种传动装置可以通过调整螺杆的进给量来控制切削工具的位置。
同时,还可以配备位置反馈装置,通过反馈装置实时监测切削工具的位置,并对进给伺服电机的运动进行修正,以保证位置控制的准确性。
第三,进给系统应具备高速进给的能力。
高速进给可以提高数控车床的加工效率。
为了实现高速进给,可以采用进给伺服电机和高速传动装置。
进给伺服电机能够快速响应指令,从而实现高速进给的控制。
而高速传动装置可以通过增加传动比来提高进给速度。
横向进给系统是数控车床在工件切削方向上进行进给的系统,主要责任是使切削工具按照设定的路径进行进给。
横向进给系统的设计应考虑以下几个方面。
首先,进给系统应具备较高的定位精度。
切削工具在横向进给过程中需要按照设定的路径进行移动,为了保证移动的准确性,可以采用高精度传动装置和位置反馈装置。
高精度传动装置可以提供精确的进给量,而位置反馈装置可以实时监测工具位置,从而实现位置控制的准确性。
其次,进给系统应具备较高的速度响应能力。
切削工具在横向进给过程中需要快速响应指令,以满足加工要求。
为了实现高速响应,可以采用高速伺服电机和高速传动装置。
I、毕业设计(论文)题目:CA6140型普通车床横向进给数控化改造II、毕业设计(论文)使用的原始资料(数据)及设计技术要求:原始资料(数据):系统的输入电网电压为交流:(220±22V),频率为50Hz,电流为1.5A。
主电机功率为7.5Kw。
加工最大直径:在床面上,φ400mm;在床鞍上φ210mm。
加工最大长度:1000mm刀架快速速度:横向1.2m/min最大进给速度:横向0.3m/min设计技术要求:1)机床定位精度:0.015mm2)系统运行平稳,有安全超程限位保护装置。
I I I、毕业设计(论文)工作内容及完成时间:1.收集、查阅有关资料,外文翻译(6000字符),撰写开题报告;2.17~3.14 4周2.选择合适的电机 3.17~3.28 2周3.选择合适的零部件,进行横向的机械改造 3.31~5.02 5周4.电机驱动模块设计 5.05~5.23 3周5.撰写毕业论文、毕业论文审查、毕业答辩。
5.26~6.13 3周Ⅳ、主要参考资料:[1] 高安邦.机电一体化系统实用设计案例精选.北京:中国电力出版社, 2010年[2] 鲁远栋.机床电气控制技术.北京:电子工业出版社, 2013年[3] 高志.机械设计.北京:高等教育出版社, 2009年[4] 王自强.步进电机应用技术.北京:科学出版社, 2010年[5] 王丰.机电传动控制.北京:清华大学出版社, 2011年[6] ROBERT L.MOTT.MACHINE ELEMENTS IN MECHANICAL DESIGN FOURTH北京:电子工业出版社, 2007年航空与机械工程系机械设计制造及其自动化专业类1081021班学生(签名):填写日期:2014 年 2 月17日指导教师(签名):助理指导教师(并指出所负责的部分):航空与机械工程系主任(签名):附注:任务书应该附在已完成的毕业设计说明书首页。
数控车床横向进给系统设计
一、系统概述
采用数控车床横向进给系统,实现对外圆面、内圆面、铣坯和端面的
加工。
该进给系统是由伺服电机、传动装置、减速机、控制系统以及传动
系统等组成,实现对工件的无级调速和定长加工。
二、系统结构
1、伺服电机
采用伺服电机对车床横向进给实现无级调速,伺服电机采用伺服电机,功率为2.2kW,有效的提高了加工精度和效率。
2、传动装置
采用变位传动装置实现车床横向进给,其中最主要的部件有:滑轮、
减速箱和环形齿轮。
滑轮采用机械滑轮,具有安全可靠、使用简单、容易
安装等优点;减速箱采用放大减速箱,具有转速调节范围大、转速稳定等
特点。
3、控制系统
采用智能控制系统实现车床横向进给的调节,该系统使用普通的计算
机硬件,实现硬件与软件的协同工作,完成调节进给量和定长加工的功能。
4、传动系统
传动系统采用滑环传动,具有传动比高、安装方便等优点,实现车床
横向进给的定长加工功能。
三、系统特性
1、无级调速
采用伺服电机实现无级调速,可根据不同的加工要求,调节车床的横向进给速度。
2、定长加工
采用传动系统实现定长加工。
摘要金属切削机床(Metal cutting machine tools)是用切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”或“工具机”,它的精度直接影响到加工出来的产品质量,因此,对机床的设计要求更高的精度。
本次毕业设计主要是通过计算机辅助软件对普通车床(CA6140)横向进给机构进行设计,以提高车床的加工精度,提高了设计效率。
设计主要内容包括横向进给传动系统的消隙机构的设计、基于Pro/E的三维建模及零件库的创建和进给丝杠的工艺规程的设计。
Pro/E是美国PTC(参数)公司开发的一款三维软件。
作为高端三维软件的代表,功能强大、使用简单、易学易用,目前已经成为机械设计、家电设计、模具设计等行业所普遍采用的三维软件。
同以往国内使用最多的AutoCAD等通用绘图软件相比,该软件直接采用了统一数据库和关联性处理、三维建模与二维工程图相关联等技术。
工艺规程设计涉及选材、确定毛坯和机械加工余量及工序尺寸与公差、拟定工艺路线、选择工艺设备,填写机械加工工艺过程卡和机械加工工序卡片。
关键词:消隙机构 Pro/E 零件库工艺规程AbstractMetal cutting machine tools is the machine that using the methods of cutting to process the metal blank into the machine parts. It is the machine of manufacturing machine, so called "Mother machine" or "Machine tool ".Its accuracy directly affects the quality of products processed from , therefor , the design of the machine requires higher precision. The graduation design aims at designing of transversal feeding mechanism for lathe(CA6140) by CAD-Computer Aided Design software.In order to improve the machining accuracy of the lathe ,to improve the design efficiency .the main contents include the design of backlash institutions for transversal feeding mechanism ,3D modeling and the creation of parts library based Pro/E , and the screw process planning .Pro/E is a three-dimensional software developed by the U.S. PTC (parameters) .As a representative of the high-level 3D software , the powerful , easy to use , has now become a 3D software commonly used by mechanical design , appliance design , mold design industry . Compared with the past, the domestic use of the most common graphics software such as AutoCAD , the software directly using a unified database and associated processing , 3D modeling and 2D drawings and associated technologies .Screw process planning involves selection and determining the blank and mechanical machining allowance and procedure sizes and tolerance, drawing up the process route, selection process equipment, filling in machining process card and machining process card.Keywords: Backlash Institutions Pro/E Parts Library Procedure目录摘要Abstract第一章绪论 (1)1.1 机械制造业在国民经济中的地位 (1)1.2 金属切削机床及其在国民经济中的地位 (1)1.3 普通车床(CA6140型)介绍 (2)1.4 本课题的主要要求 (3)第二章普通车床横向进给机构系统的设计及改进 (5)2.1 普通车床横向进给机构系统的介绍 (5)2.2 新型横向进给精度保障技术研究 (7)2.2.1 原有横向进给机构存在的问题及不合理性 (7)2.2.2 横向进给机构常见改进方案及其存在的问题 (7)2.2.3 新型横向进给精度保障机构的结构原理 (8)第三章基于Pro/E的三维建模及零件库的创建 (11)3.1 Pro/E软件简介 (11)3.2 基于Pro/E的标准件螺栓的三维建模 (12)3.2.1 螺栓的建模分析 (12)3.2.2 螺栓的建模过程 (12)3.3 基于Pro/E的标准零件库的创建 (21)第四章机械加工工艺规程的设计................................... - 25 -4.1 机械制造工艺的发展 (24)4.2 机械加工工艺规程 (24)4.2.1 机械加工工艺规程的定义 (24)4.2.2 工艺规程的作用 (24)4.2.3 工艺规程的编制 (25)4.3 .编制工艺规程的一般步骤 (25)4.3.1 研读图样资料 (25)4.3.2 确定毛坯类型 (25)4.3.3 拟定工艺路线 (26)4.3.4 确定设备工装 (26)4.3.5 确定加工余量 (26)4.3.6 制定时间定额 (26)4.3.7 确定工序要求 (26)4.3.8 填写工艺文件 (26)4.4 进给丝杠的加工工艺 (26)4.4.1 材料的选择 (27)4.4.2 丝杠毛坯料的选择与尺寸的确定 (27)4.4.3 丝杠外圆的加工方案的确定 (28)4.4.4 丝杠加工的工艺过程 (30)4.4.5 丝杠加工工艺过程卡 (34)4.4.6 丝杠加工工艺分析 (35)致谢 (37)参考文献 38第一章绪论1.1 机械制造业在国民经济中的地位机械制造业是国民经济各部门赖以发展的基础,是国民经济的重要支柱,是生产力的重要组成部分。
机械制造业不仅为工业、农业、交通运输业、科研、和国防等部门提供各种生产设备、仪器仪表和工具,而且为制造业包括机械制造业本身提供机械制造装备。
机械工业是为国民经济提供装备和为人民生活提供耐用消费品的产业。
国民经济各部门生产技术的进步和经济效益的高低,在很大程度上取决于它所采用装备的性能和质量。
所以机械工业的技术水平和规模是衡量一个国家技术水平和经济实力的重要标志。
通过引进技术的消化吸收,有计划地推进了企业走依靠科技进步的道路,使制造技术、机械产品的性能及企业的经济效益都发生了显著的变化。
我国机械工业的综合技术水平有了较大幅度的提高,一批先进的制造技术在生产中得到应用和普及,一大批重点骨干企业在关键工序增加了先进、精密、高效的关键设备,约有近10%的企业进入了高技术企业的行列,60%以上的企业建立了专门的技术开发机构。
此外,科技体制改革不断深化,绝大多数研究院所已进入经济建设主战场,正发挥越来越大的作用。
但是,与工业发达国家相比,我国的机械工业仍存在着阶段性的差距。
集中表现为制造技术的落后——在设计方法和手段、制造工艺、制造过程自动化技术及管理技术诸方面都明显落后于工业发达国家。
制造技术的落后严重制约了机械工业的进一步发展,使我国机械工业的技术来源大部分依赖引进国外技术,全员劳动生产率低,机械产品质量差,可靠性低,缺乏竞争力。
1.2 金属切削机床及其在国民经济中的地位金属切削机床是指用切削、磨削或特种加工方法加工各种金属工件,使之获得所要求的几何形状、尺寸精度和表面质量的机床;是人类在改造自然的长期生产实践中,不断改进生产工具的基础上产生和发展起来的。
我国的机床工业是在新中国成立后建立起来的。
解放后的40多年里,我国的机床工业获得了高速发展。
目前我国已经形成了布局比较合理、比较完善的机床工业体系。
虽然我国的机床工业已经取得了巨大的成就,但与世界先进水平相比,还有较大差距。
主要表现在:大部分高精度和超精密机床的性能还不能满足要求,精度保持性也较差,特别是高效自动化和数控机床的产量、技术水平和质量保证等方面都明显落后。
因此,我国的机床工业面临着光荣而艰巨的任务,我们必须奋发图强、努力工作,不断扩大技术队伍和提高人员的技术素质,学习和引进国外的先进科学技术,以便早日赶上世界先进水平。
1.3 普通车床(CA6140型)介绍普通车床的万能性大,它适用于加工各种轴类、套筒类和盘类零件上的回转表面(图1.1),如车削内外圆柱面、圆锥面、环槽及成型回转表面;车削端面及加工各种常用的公制、英制、模数制和径节制螺纹;在普通车床上还能做钻孔、扩孔、铰孔、滚花等工作。
图 1.1 普通车床所能加工的典型表面CA6140型普通车床的万能性较大,但结构较为复杂而自动化程度低,在加工形状比较复杂的工件时,换刀较麻烦,加工过程中的辅助时间较多,所以适用于单件、小批量生产及修理车间等。
图1.2是CA6140型普通车床的外形图。
机床的主要组成部件如下:主轴箱(Headstock)它固定在床身4的左面。
装在主轴箱中的主轴,通过卡盘等夹具,装夹工件。
主轴箱的功用是支撑主轴并传动主轴,使主轴带动工件按照规定的转速旋转,以实现主运动。
刀架部件(Tool slide)它装在床身的刀架导轨上,并可沿此导轨纵向移动。
刀架部件由几层刀架组成,刀架部件的功用是装夹车刀、并使车刀作纵向、横向或者斜向运动。