电弧磁偏吹的产生及控制
- 格式:doc
- 大小:134.00 KB
- 文档页数:7
电弧磁偏吹的产生及控制
摘要阐述了电弧磁偏吹产生的原因及影响磁偏吹大小的因素,介绍了磁偏吹对焊接质量的影响。
从设计和使用方面提出了控制磁偏吹的方法及注意事项,对指导焊接生产,提高焊接质量具有实际意义。
概述
电弧偏吹是在电弧焊中出现的一种现象。
所谓电弧偏吹是指在焊接时电弧不是燃烧在电极轴线的方向上,而是沿焊接方向向前或向后倾斜一个角度,有时也偏向侧面。
电弧偏吹如果不加以控制,会产生未熔合、夹渣、飞溅、气孔等缺陷,使焊缝质量下降。
影响焊接的电弧偏吹有磁偏吹和热偏吹两种,其中磁偏吹是影响焊接的主要因素。
1磁偏吹产生的原因
磁偏吹是由电弧周围不平衡的磁场引起的,而磁场的不平衡情况大部分是由于电弧周围导磁物质的不对称,或离地线接入点距离的变化所造成。
这种不平衡因电流方向(从电极流出,通过电弧进入工件)的变化而时刻存在。
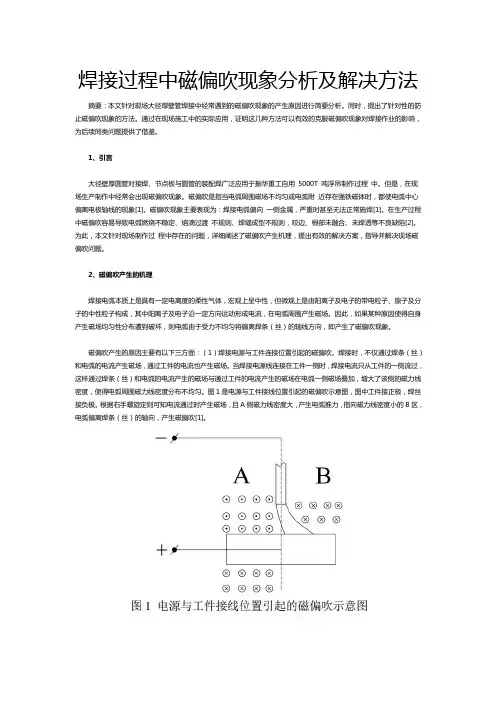
如图1所示,直流电通过导体(也可以是焊条或焊条和焊缝之间的离子气流)在导体周围产生磁场或磁力线,磁力线的密度随着与导体距离的增加而减小。
如果改变介质,比如从金属到空气,磁力线将因为在金属中的磁阻较小而偏向金属一边,在钢材边缘与空气交接处产生压缩变形,对焊接电弧产生推力,电弧为保持磁力平衡而发生偏移,其偏移总是向着磁场较弱的一方。
电弧磁偏吹的方向在明弧焊时可以通过观察电弧来确定,在埋弧焊时则根据焊接缺陷来确定。
向后的磁偏吹常伴有飞溅、连续或不连续的咬边及伴有咬边的窄而高的焊
缝、熔深加大、焊缝尾部气孔等缺陷;向前的磁偏吹常伴有焊缝宽而不规则、焊缝呈波浪状、断续的咬边、熔深减小等缺陷。
2磁偏吹的影响因素
2.1焊接部位图2所示是焊缝起始处和焊缝结尾处的压缩变形磁场。
在焊缝起始处,磁力线密集于焊条的后方,电弧为补偿磁场的不平衡而向前偏移,引起向前的磁偏吹;当焊条接近焊缝尾部时,压缩磁场在电弧前方,从而导致向后的磁偏吹;在焊缝的中部,当两边的宽度相同时,磁场处于均布状态,不会产生磁偏吹,但是如果拼接的两块板一块宽一块窄,那么,即使电弧在焊缝的中点也会产生磁偏吹。
2.2地线
如图3所示,焊接电流通过工件接入地线也会产生磁场。
由于电流方向的改变,或电流进入工件后拐弯,在X处会产生密集磁场,引起远离地线方向的磁偏吹。
如图4a所示,地线如果接在焊缝的起始端,接地电流在工件上产生的磁场将位于电弧的后面,从而使电弧产生向前的磁偏吹。
在焊接开始时,它将增加图2所示的电弧偏移量,但在接近焊缝的末端时,它将减少向后的磁偏吹,如图5所示。
地线接在焊缝的末端(图4b所示),地线的影响将使焊缝产生向后的磁偏吹。
在焊缝的尾部它将增加电弧向后的磁偏吹,但在焊接开始时可以减小向前的磁偏吹。
由于地线影响比电流磁场在工件尾部产生的作用力小,所以选择地线接入点时主要考虑减少密集磁场引起的磁偏吹。
2.3工件接头形状
在角接头和深U形坡口对接接头的焊接中也存在电弧磁偏吹的问题,其原理与直缝焊时相同,密集磁场是影响磁偏吹的主要因素。
2.4焊接电流
因为距通电导体一定距离的磁场强度的大小与通过导体中的电流的大小成正比,可以使用小电流焊接比使用大电流焊接所产生的磁偏吹要小得多。
(1)在使用上限不超过250A的直流电焊接时,一般不会产生较大的磁偏吹。
(2)在埋弧自动焊时,因为使用的颗粒状焊剂对磁场引起的电弧偏吹有阻碍作用,虽然使用的电流很大,但通常也不产生磁偏吹。
(3)使用交流电源可以明显地减少磁偏吹。
高速交变的电流在母材中会产生涡流,涡流产生的磁场将大大减弱引起磁偏吹的磁场强度。
2.5双丝焊
(1)双丝焊通常在埋弧自动焊中用来提高焊接速度,焊丝的间距一般不超过一英寸。
(2)当两根焊丝很近且极性相反时,两个磁场相叠加,焊丝间的强磁场使电弧向两边偏移,如图6a所示;当两根焊丝的极性相同时,两根焊丝之间的磁场相减,电弧由于中间部份的磁场较弱而向中间偏移,如图6b所示。
(3)一般情况下,双丝焊使用一个直流电源和一个交流电源。
如图6c所示,交流电产生快速交变的磁场,在母材中引起涡流损失,导致磁场强度减小,加之电弧有一定的惯性,因此产生的磁偏吹很小,对直流电产生的磁场影响也很小,所以引起的磁偏吹较小。
(4)另一种情况是使用两个交流电源,当两个电源的相位差为80°~90°时,可以在很大程度上避免磁场相互干扰引起的磁偏吹(此法称为斯科特自然换相法)。
由于相位差的关系,当一个电弧的电流和磁场强度达到最大值时,另一个电弧的电流和磁场强度趋于最小值,因此,引起的磁偏吹很小。
2.6工装夹具固定工件的钢夹具对电弧周围的磁场有影响,可能会引起磁偏吹。
通常,非熔化极电弧焊在电流不大于250A时夹具不会对焊接电弧产生影响,但当为满足使用大电流和自动焊的需要而设计工装夹具时,必须考虑怎样防止工装夹具对磁偏吹的影响。
3减小磁偏吹的方法
磁偏吹对焊接并非有害无益,少量的磁偏吹有助于焊缝的成型以及控制熔渣、熔深,但是严重的磁偏吹会产生凹坑、未焊透、气孔、飞溅以及焊缝不规则等缺陷,所以必须控制磁偏吹。
3.1工艺方面
在制定工艺方案时应该考虑有关措施,以控制磁偏吹。
通常可采用以下方法:
(1)在直流熔化极电弧焊电流超过250A时,改用交流电源。
(2)使用短弧焊接。
(3)减小焊接电流,但此法可能会减小焊速。
(4)焊条向磁偏吹相反的方向倾斜,如图7所示。
图7改变焊条倾斜角度减小磁偏吹
(5)在焊缝的两端及沿焊缝的方向进行点焊,尤其是在夹具对焊件的装夹不紧固时。
(6)焊接向着点固焊的方向或已经有焊缝的方向进行。
(7)向远离地线接入点的方向焊接,以减少向后的偏吹;向靠近地线接入点的方向焊接,减少向前的磁偏吹。
(8)采用分段退焊法,如图8所示。
(9)把地线绕在工件上,这样在焊接电流通过时产生的磁场,将抵消电弧本身的磁场产生的磁偏吹。
3.2工装夹具方面
对每种工装夹具的设计必须做专门的研究,以找出防止其干扰磁场的最好方法。
下面是一些需要注意的地方:
(1)管体纵缝的工装夹具如图9所示,支撑梁与工件的最小距离为一英寸,与工件接触的压紧部分必须是没有磁性的,铜垫板不能与地线连接,地线应尽可能直接接在工件上。
(2)使用低碳钢材料制造工装夹具,以免夹具被磁化。
(3)设计的夹具长度要满足使用要求。
(4)在设计单面焊双面成型的工艺垫板时,不能使用在钢垫板上插入铜板条的方法。
(5)焊缝两边的夹具应大小一致,否则会产生不平衡磁场。
(6)焊接方向向着剌叭形夹具的收口方向。
(7)夹具与工件接触面应连续封闭。