南京工程学院数控技术期末考试
- 格式:doc
- 大小:274.50 KB
- 文档页数:10
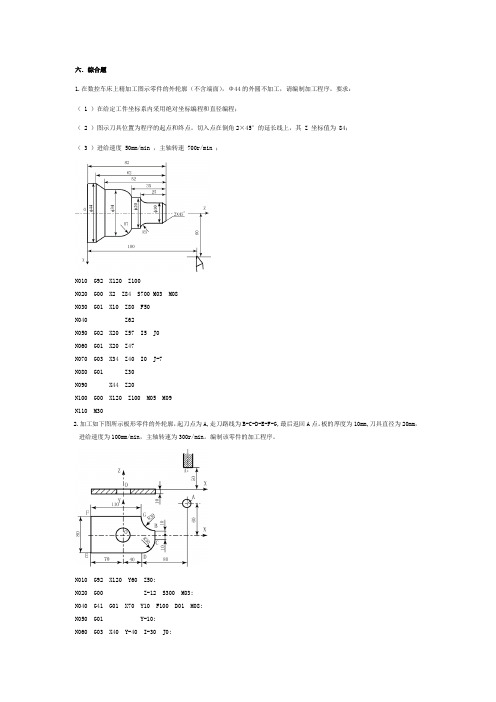
六.综合题1.在数控车床上精加工图示零件的外轮廓(不含端面),Φ44的外圆不加工,请编制加工程序。
要求:( 1 )在给定工件坐标系内采用绝对坐标编程和直径编程;( 2 )图示刀具位置为程序的起点和终点。
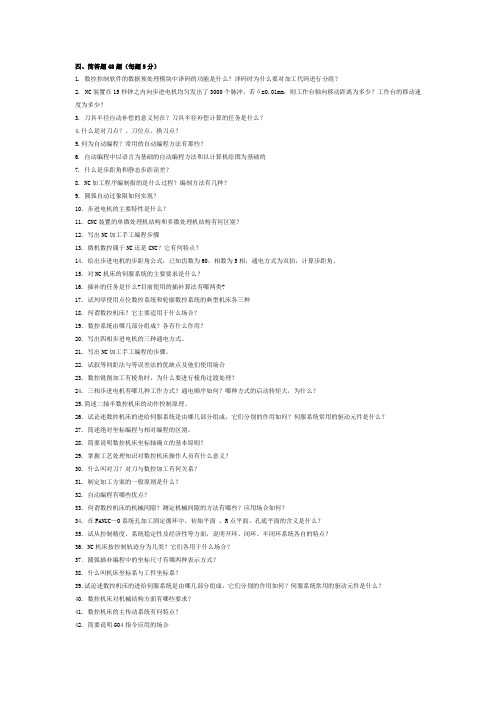
切入点在倒角2×45°的延长线上,其 Z 坐标值为 84;( 3 )进给速度 50mm/min ,主轴转速 700r/min ;N010 G92 X120 Z100N020 G00 X2 Z84 S700 M03 M08N030 G01 X10 Z80 F50N040 Z62N050 G02 X20 Z57 I5 J0N060 G01 X20 Z47N070 G03 X34 Z40 I0 J-7N080 G01 Z30N090 X44 Z20N100 G00 X120 Z100 M05 M09N110 M302.加工如下图所示板形零件的外轮廓,起刀点为A,走刀路线为B-C-D-E-F-G,最后返回A点。
板的厚度为10mm,刀具直径为20mm,进给速度为100mm/min,主轴转速为300r/min。
编制该零件的加工程序。
N010 G92 X120 Y60 Z50;N020 G00 Z-12 S300 M03;N040 G41 G01 X70 Y10 F100 D01 M08;N050 G01 Y-10;N060 G03 X40 Y-40 I-30 J0;N070 G01 X-70 Y-40;N080 Y40 ;N090 X40;N100 G03 X70 Y10 I30 J0;N110 G40 G00 X120 Y60;N120 G00 Z50 M09;N130 M023. 编写车削加工程序,精加工ABCDEFG部位的外轮廓,直径设定。
加工尺寸如图,其它参数合理自定。
各程序段要求注释。
N10 G92 X120 Z90; //建立坐标系N20 G00 X20 Z1 F0.2 S500 M03; //启动主轴,快移至切削起点N30 G01 X20 Z-12; //车AB段N40 G02 X50 Z-26 R20 (I12 K20); //车BC段N50 G01 Z-40; //车CD段N60 X60 Z-55; //车DE段N70 Z-70; //车EF段N80 G03 X80 Z-85 R48(I-38 K-15); //车FG段N90 G00 X120 Z90; //退刀至刀具起始点N100 M30; //程序结束(1)用钻削固定循环编写程序并注释;(2)使用刀具长度补偿,补偿号H01。

数控期末考试试题一、选择题(每题2分,共20分)1. 数控机床的伺服系统通常由哪几部分组成?A. 驱动器和执行机构B. 传感器和控制器B. 电机和减速器D. 以上都是2. 数控编程中,G代码和M代码分别代表什么?A. 几何尺寸和运动指令B. 运动指令和辅助功能C. 辅助功能和几何尺寸D. 尺寸代码和运动指令3. 数控机床的刀具补偿功能主要解决什么问题?A. 刀具磨损B. 刀具长度变化C. 刀具直径变化D. 刀具角度变化4. 数控机床的精度主要取决于哪些因素?A. 机械结构B. 控制系统C. 伺服系统D. 所有选项5. 以下哪个不是数控机床的常见加工方式?A. 铣削B. 车削C. 激光切割D. 焊接二、填空题(每空1分,共10分)1. 数控机床的坐标系统一般采用______坐标系。
2. 数控加工中,刀具的寿命可以通过______来延长。
3. 数控编程时,使用G00代码可以实现______。
4. 数控机床的伺服系统需要______来实现精确控制。
5. 数控机床的刚性主要取决于其______。
三、简答题(每题10分,共20分)1. 简述数控机床的工作原理。
2. 描述数控机床在加工过程中如何实现自动换刀。
四、计算题(每题15分,共30分)1. 假设数控机床的刀具半径为5mm,工件材料为45钢,切削速度为100m/min,进给速度为0.2mm/r。
计算切削深度。
2. 给定数控机床的坐标轴X、Y、Z的行程分别为800mm、500mm、400mm,计算该机床的最大加工体积。
五、论述题(每题30分,共30分)1. 论述数控机床在现代制造业中的重要性及其发展趋势。
四、简答题48题(每题5分)1. 数控控制软件的数据预处理模块中译码的功能是什么?译码时为什么要对加工代码进行分组?2. NC装置在15秒钟之内向步进电机均匀发出了3000个脉冲,若δ=0.01mm,则工作台轴向移动距离为多少?工作台的移动速度为多少?3. 刀具半径自动补偿的意义何在?刀具半径补偿计算的任务是什么?4.什么是对刀点?、刀位点、换刀点?5.何为自动编程?常用的自动编程方法有那些?6. 自动编程中以语言为基础的自动编程方法和以计算机绘图为基础的7. 什么是步距角和静态步距误差?8. NC加工程序编制指的是什么过程?编制方法有几种?9. 圆弧自动过象限如何实现?10. 步进电机的主要特性是什么?11. CNC装置的单微处理机结构和多微处理机结构有何区别?12. 写出NC加工手工编程步骤13. 微机数控属于NC还是CNC?它有何特点?14. 给出步进电机的步距角公式,已知齿数为60,相数为5相,通电方式为双拍,计算步距角。
15. 对NC机床的伺服系统的主要要求是什么?16. 插补的任务是什么?目前使用的插补算法有哪两类?17. 试列举使用点位数控系统和轮廓数控系统的典型机床各三种18. 何谓数控机床?它主要适用于什么场合?19. 数控系统由哪几部分组成?各有什么作用?20. 写出四相步进电机的三种通电方式。
21. 写出NC加工手工编程的步骤。
22. 试叙等间距法与等误差法的优缺点及他们使用场合23. 数控铣削加工有棱角时,为什么要进行棱角过渡处理?24. 三相步进电机有哪几种工作方式?通电顺序如何?哪种方式的启动转矩大,为什么?25.简述二轴半数控机床的动作控制原理。
26. 试论述数控机床的进给伺服系统是由哪几部分组成,它们分别的作用如何?伺服系统常用的驱动元件是什么?27. 简述绝对坐标编程与相对编程的区别。
28. 简要说明数控机床坐标轴确立的基本原则?29. 掌握工艺处理知识对数控机床操作人员有什么意义?30. 什么叫对刀?对刀与数控加工有何关系?31. 制定加工方案的一般原则是什么?32. 自动编程有哪些优点?33. 何谓数控机床的机械间隙?测定机械间隙的方法有哪些?应用场合如何?34. 在FANUC—O系统孔加工固定循环中,初始平面、R点平面、孔底平面的含义是什么?35. 试从控制精度、系统稳定性及经济性等方面,说明开环、闭环、半闭环系统各自的特点?36. NC机床按控制轨迹分为几类?它们各用于什么场合?37.圆弧插补编程中的坐标尺寸有哪两种表示方式?38. 什么叫机床坐标系与工件坐标系?39.试论述数控机床的进给伺服系统是由哪几部分组成,它们分别的作用如何?伺服系统常用的驱动元件是什么?40. 数控机床对机械结构方面有哪些要求?41. 数控机床的主传动系统有何特点?42. 简要说明G04指令应用的场合43. 简述数控车床编程的特点。

数控技术期末试题及答案一、选择题1. 下列哪项不属于数控技术的优点?A. 精度高B. 生产效率低C. 可重复性好D. 自动化程度高答案:B2. G代码中G00指令表示?A. 速度限制B. 线性插补C. 圆弧插补D. 封闭循环答案:A3. 下列哪个设备不属于数控机床的组成部分?A. 伺服驱动器B. 变频器C. 伺服电机D. 首轴答案:D4. CAD是指什么?A. 计算机辅助设计B. 计算机自动化设计C. 计算机应用设计D. 计算机工程设计答案:A5. 数控编程中,NC指令N代表?A. 数控编程B. 数字化C. 数值D. 是数控机床的代表字母答案:C二、填空题1. 数控机床的自动化程度相对较高,其特点是_______。
答案:自动化程度高2. 伺服驱动器是数控机床的重要组成部分之一,其主要作用是_______。
答案:控制伺服电机的转动3. 数控技术的应用领域非常广泛,包括________、________、________等。
答案:机械加工、模具制造、航空航天等4. 数控机床采用的控制系统分为开环和________控制系统。
答案:闭环5. CAD软件在数控编程中扮演着重要的角色,它可以方便地进行零件的________和________。
答案:设计、绘制三、简答题1. 简述数控技术的优势和应用领域。
数控技术的优势主要体现在以下几个方面:- 精度高:数控机床可以实现微小的位置和角度控制,保证了零件加工的精确度。
- 自动化程度高:数控机床可以根据预定的程序进行自动加工,减少了人工操作,提高了生产效率。
- 可重复性好:数控编程可以实现相同步骤的重复加工,确保了零件的一致性和稳定性。
数控技术的应用领域非常广泛,主要包括机械加工、模具制造、航空航天等。
在这些领域中,数控机床可以完成复杂的加工任务,提高生产效率,并且可以适应不同形状、不同材料的加工要求。
同时,随着数字化技术的发展,数控技术还可以与计算机辅助设计(CAD)和计算机辅助制造(CAM)相结合,实现高效、精确的零件加工。

《数控技术及应⽤》期未试题A(答案)⼀、选择题1、指令G40的含义是:()A.⼑具左补偿B. ⼑具右补偿C.取消⼑具补偿D.⼑具长度补偿2、F152表⽰:()A. 主轴转速152r/minB. 主轴转速152mm/minC. 进给速度152r/minD. 进给速度152mm/min3、数控机床坐标系中,传递切削动⼒的主轴是:()A.X轴 B. Y轴 C. Z轴 D. C轴4、在G54中设置的数值是:()A. ⼯件坐标系的原点相对机床坐标系原点偏移量B.⼑具的长度偏差值C. ⼯件坐标系原点D. ⼯件坐标系的原点相对对⼑点的偏移量5、数控系统将所收到的信号进⾏⼀系列处理后,再将其处理结果以()形式向伺服系统发出执⾏命令。
A. 输⼊信号B. 脉冲信号C. 位移信号D. 反馈信号6、数控系统中常⽤的两种插补功能是:()A. 直线插补和抛物线插补B. 抛物线插补和圆弧插补C. 直线插补和圆弧插补D. 抛物线插补和螺旋线插补7、数控机床中常⽤的测量直线位移的测量元件是:()A.光电编码盘 B.旋转变压器 C.光栅 D.测速发电机8、测量反馈装置的作⽤是为了:()A. 提⾼机床的定位精度、加⼯精度B. 提⾼机床的使⽤寿命C. 提⾼机床的安全性D. 提⾼机床的灵活性9、步进电机输出的⾓位移与()成正⽐。
A.脉冲数⽬ B. 脉冲频率 C. 脉冲当量 D. 以上都是10、能对两个或两个以上坐标⽅向的位移量和速度进⾏控制,完成轮廓加⼯的系统是:()A.点位控制系统 B. 点位/直线控制系统C.连续控制系统 D. 直线控制系统11、在逐点⽐较法直线插补中,偏差函数等于零,表明⼑具在直线的:()A. 上⽅B. 下⽅C. 起点D. 直线上12、数控机床上最常⽤的导轨是:()A. 滚动导轨B. 静压导轨C. 贴塑导轨D. 塑料导轨13、若设计⼀个⼩的控制系统,控制任务⼜不繁重,为了取得较⾼的性能价格⽐,可采⽤()。
A、多总线( Multibus ) 模块B、S-100busC、位总线(Bit bus)D、STDbus14、欲加⼯第⼀象限的斜线( 起始点在坐标原点) ,⽤逐点⽐较法直线插补,若偏差函数⼤于零,说明加⼯点在()。
适用专业: 考试日期:考试时间:120分钟 考试形式:闭卷 试卷总分:100分一、单项选择题(每题2分,共40分)1. 数控机床的组成部分包括( )。
A.床体、光电阅读机、PLC 装置、伺服系统、多级齿轮变速系统、刀库B.床体、输入装置、CNC 装置、伺服单元、位置反馈系统、机械部件C.床体、输入装置、CNC 装置、伺服和驱动单元、PLC 装置、机械部件D.床体、输入装置、CNC 装置、多级齿轮变速系统、位置反馈系统、刀库 2.数控机床坐标系统的确定是假定( )。
A .刀具、工件都不运动B .刀具、工件都运动C .工件相对静止的刀具而运动D .刀具相对静止的工件而运动 3.数控工件坐标系一般最终由( )设置完成的。
A .系统厂家B .编程人员C .机床厂家D .销售人员 4.下列代码中,与冷却液有关的代码是( )。
A .M02 B .M04 C .M06 D .M085. 数控系统在执行指令时( ),移动速度已由生产产家预先设定。
A. G00 B. G01 C. G02 D. G036. 数控铣床的默认加工平面是( )。
A .XY 平面 B. XZ 平面 C. YZ 平面 D. 视机床而定7.关于对刀点的设置原则,下列叙述不准确是( )。
A . 引起的加工误差小B . 便于数值处理和简化程序编制C. 只可设置在加工零件上D. 易于找正并在加工过程中便于检查 8.车削不可以加工( )。
A .螺纹B .键槽C .外圆柱面D .端面 9. 辅助功能中表示无条件程序暂停的指令是( )。
A .M00 B. M01 C.M02 D.M3010. 程序段G03 X60 Z-30 I0 K-30中,其中I ,K 表示( )。
A .圆弧终点坐标 B .圆弧起点坐标C .圆心绝对坐标D .圆心相对圆弧起点的增量 11.某加工程序中的一个程序段如下,其中错误在于( )。
N310 G91 G18 G94 G02 X30.0 Y35.0 R10.O F100;A.不应该用G91B.不应该用G18C.不应该用G94D.不应该用G02 12.程序编制中首件试切的作用是( )。
数控技术期末试题(有答案)一、填空题(30×1分)1.伺服系统由和组成。
2.数控机床按控制运动的方式可分为、、。
3.数控技术中常用的插补算法有和插补法两类。
4.刀具补偿分为补偿,补偿。
5.程序编制可分为手工编程和。
6.数控设备主要由、、和受控设备组成。
7.G代码中,代码表示在程序中一经被应用,直到出现同组的任一G代码时才失效;代码表示只在本程序段中有效。
8.典型的数控系统有:日本的、德国的、西班牙的FAGOR。
9.常用的位置检测装置有:、、等。
10.伺服系统的作用是。
11.影响电火化成形加工精度的主要因素:、、等。
12.光栅是用于数控机床的精密检测装置,是一种非接触式测量,按其形状分为和。
13.电火化线切割加工时,常用的工作液主要有:、。
14.插补是指:。
15.数控车削中的指令G71格式为:。
二、解释如下指令或字母含义(15×1分)1、G50(车)2、CNC3、G024、ATC5、G436、G177、G90(铣)8、G549、G81 10、G41 11、M03 12、M0513、M06 14、M30 15、T0305三、简答题(10×2分)1.简述数控线切割的加工原理?它与电火化成形加工有哪些不同?2.简述电火化成形加工时减小电极损耗的吸附效应?四、原理题(15分)欲加工第一象限直线AB,起点A(0,0),终点B(4,3)。
试用逐点比较插补法,写出插补节拍并绘出插补轨迹。
五、编程题(10×2分)1、已知某零件的程序如下,零件厚度10mm,用R5的立铣刀精铣外轮廓。
试回答:(1)用实线划出零件轮廓,并标明各交点、切点坐标;(2)用虚线划出刀具中心轨迹;(3)用箭头和文字标明刀具运行方向;(4)用箭头和文字标明刀具偏移方向、距离。
%O001N001 G90G00G54X-20.Y0Z100.;N002 S1000M03;N003 G43Z-10.H01;N004 G01G41X0Y0D02F300.;N005 G01X0Y15.;N007 G01X58.775;N008 G02X58.775Y-25.R-40.;N009 G01X10.;N010 G02X0Y-15.I0J10.;N011 G01X0Y0;N012 G01G40X-20.Y0;N013 G00Z100.M05;N014 M30;%2、已知零件(厚20mm)及钻孔数控加工程序,采用了循环加工指令;试将如下程序说明填写完整。
《数控加工工艺与编程》模拟试题一一、填空题(每题1分,共20分)1、数控机床大体由输入装置、数控装置、伺服系统和机床本体组成。
2、FMC由加工中心和自动交换工件装置所组成。
3、数控系统按一定的方法确定刀具运动轨迹的过程叫插补,实现这一运算的装置叫插补器4、数控机床坐标系三坐标轴X、Y、Z及其正方向用右手定则判定,X、Y、Z各轴的回转运动及其正方向+A、+B、+C分别用右手螺旋法则判断。
5、走刀路线是指加工过程中,刀具刀位点相对于工件的运动轨迹和方向。
6、使用返回参考点指令G28时,应取消刀具补偿功能,否则机床无法返回参考点。
7、在精铣内外轮廓时,为改善表面粗糙度,应采用顺铣的进给路线加工方案。
8、一般数控加工程序的编制分为三个阶段完成,即工艺处理、数学处理和编程调试。
9、一般维修应包含两方面的含义,一是日常的维护,二是故障维修。
10、数控机床的精度检查,分为几何精度检查、定位精度检查和切削精度检查。
11、刚度是指材料在外力作用下抵抗变形的能力。
12、三相步进电动机的转子上有40个齿,若采用三相六拍通电方式,则步进电动机的步距角为1.50 。
13、切削时的切削热大部分由切屑带走。
14、决定某一种定位方式属于几点定位,根据工件被消除了几个自由度。
15、滚珠丝杠消除轴向间隙的目的是提高反向传动精度。
16、车刀的角度中影响切削力最大的是前角。
17、观察G02(G03)方向为垂直于圆弧所在坐标平面的坐标轴负向。
18、刀具路线是刀位点相对于工件运动轨迹。
19、可以完成几何造型,刀具轨迹生成,后置处理的编程方法称图形交互式自动编程。
20、刀具磨损主要原因是切削时的高温。
二、判断(每题1分,共20分)1.数控机床是为了发展柔性制造系统而研制的。
(×)2.数控技术是一种自动控制技术。
(√)3.数控机床的柔性表现在它的自动化程度很高。
(×)4.数控机床是一种程序控制机床。
(√)5.能进行轮廓控制的数控机床,一般也能进行点位控制和直线控制。
8、只有加工中心机床能实现自动换刀,其它数控机床都不具备这一功能。
()9、M03指令功能在程序段运动结束后开始。
()10、光栅能测量直线位移和角位移。
()三、选择题(单项选择题、每空1分,共4分)1、用铣刀加工轮廓时,其铣刀半径应()A、选择尽量小一些B、大于轮廓最小曲率半径C、小于或等于零件凹形轮廓处的最小曲率半径D、小于轮廓最小曲率半径2、在数控电火花成形加工时,为获得较高的精度和较好的表面质量,在工件或电极能方便开工作液孔时,宜采用的工作液工作方式为()。
A、抽油式B、喷射式C、冲油式3、数控电火花高速走丝线切割加工时,所选用的工作液和电极丝为()A、纯水、钼丝B、机油、黄铜丝C、乳化液、钼丝D、去离子水、黄铜丝4、数控加工中心的主轴部件上设有准停装置,其作用是()A、提高加工精度B、提高机床精度C、保证自动换刀、提高刀具重复定位精度,满足一些特殊工艺要求四、写出下列指令代码的功能(10分)G01 G17 G43 G90 M00 M05 M30 G02 G00 G44G94 M01 M06 M02 G04 G41 G81 G96 M03 M08五、简答题(各5分,共16分)1、刀具半径补偿2、电火花成形加工需具备哪些条件?3、试说明基准脉冲插补法和数据采样法的特点?六、按FANUC-0T系统的指令,编写下图1零件数控加工程序(并注意刀具半径补偿)。
(10分)七、按华中数控铣床的指令格式,编写下图零件外形的数控加工程序(工件厚度10mm)。
(10分)八、用3B格式按图依电极丝中心轨迹编制内型腔的数控线切割程序(毛坯尺寸为100×100mm)。
(10分)一、填空题(每空1分,共30分)1、开环、半闭环、闭环。
2、准备功能、坐标值、进给速度、主轴速度、刀具、辅助功能等功能字组成。
3、平面轮廓零件,曲面。
4、回转工作台,数控度头。
5、大、小、正、负。
6、放电、抛出金属。
7、放电间隙大小及一致性、电极的损耗、二次放电。
五、计算题20题(每题10分)
1. 步进电机转子有80个齿,采用三相六拍通电方式,经丝杠螺母传动副驱动工作台做直线运动,滚珠丝杠导程为5mm,工作台移动最大速度为6mm/s,求:
(1)步进电机的步距角θ(4分)
(2)工作台的脉冲当量δ(3分)
(3)步进电机的最高工作频率f(3分)
2. 步进电机转子有40个齿,采用三相单三拍通电方式,经丝杠螺母传动副驱动工作台做直线运动,滚珠丝杠导程为5mm,工作台移动最大速度为12mm/s,求:
(4)步进电机的步距角θ(4分)
(5)工作台的脉冲当量δ(3分)
(6)步进电机的最高工作频率f(3分)
2. 步电驱动的开环系统的脉冲当量δ=0.03 mm。
丝杠导程L=7.2mm , 电机直接驱动丝杠带动工作台运动,问:〈1〉电机步距角θ应为多大?
3. 设计步进式开环伺服系统,已知δ=0.01 mm,机床工作台以螺杆螺母传动(假如采用直接连接方式,
没有齿轮变速),导程L=2.4mm,试问:
4. 设计步进式开环伺服系统,已知δ=0.01 mm,机床工作台以螺杆螺母传动(假如采用直接连接方式,
没有齿轮变速),导程L=2.4mm,试问:
5. 步进电机在20秒钟接受了3000个脉冲,若其脉冲当量为0.01mm/p,求
6. 数控车床,已知纵向脉冲当量δz=0.01mm/p。
丝杠导程Lz=6mm , 电机步距角都为θ=0.750,确定齿
轮传动副中的传动比。
(本题10分)
7. 设有第一象限直线OA,起点A在坐标原点,终点B为(5,7),试用DDA法直线插补此直线。
要求列
出工作运算表,画出插补轨迹图。
(本题10分)
8. 用逐点比较法插补以原点为圆心,起点A(0,3),终点B(3,0)的圆弧,写出加工运算表,并画出
刀具运动轨迹。
(本题10分)
9. 设欲加工第一象限直线OA,终点坐标Xa=6,Ya=3。
用逐点比较法插补,画出插补轨迹并写出插补运算过程,画出插补轨迹图。
(本题10分)
10. 用逐点比较法插补以原点为圆心,起点A(0,4),终点B(4,0)的圆弧,写出加工运算表,并画出
刀具运动轨迹。
(本题10分)
11. 用逐点比较法插补线段AB,起动A(0,0),终点B(4,3)列出加工运算表,并画出刀具轨迹。
(本题10分)
12. 用DDA法插补直线段AB,A(0,0), B(4,7), 写出加工运算表,并画出刀具运动轨迹。
(选寄存器位数N=3)(本题10分)
13. 设有第一象限直线OA,起点A在坐标原点,终点B为(3,5),试用逐点比较法
法直线插补此直线。
要求列出工作运算表,画出插补轨迹图。
(本题10分)
14. 用DDA 法插补以原点为圆心,起点A (5,0),终点B (0,5)的圆弧,写出加工运算表,并画出刀具
运动轨迹。
(本题10分)
15. 设有第一象限直线OA ,起点A 在坐标原点,终点B 为(1,7),试用DDA 法直线插补此直线。
要求列出工作运算表,画出插补轨迹图。
(本题10分)
16. 用逐点比较法插补,起点A (0,0),终点B (3,7)的直线,写出加工运算表,并画出刀具运动轨迹。
(本题10分)
1. 步进电机转子有80个齿,采用三相六拍通电方式,经丝杠螺母传动副驱动工作台做直线运动,滚珠丝杠导程为5mm ,工作台移动最大速度为6mm/s ,求: (7) 步进电机的步距角θ(4分) (8) 工作台的脉冲当量δ(3分) (9) 步进电机的最高工作频率f (3分)
答:
2. 步进电机转子有40个齿,采用三相单三拍通电方式,经丝杠螺母传动副驱动工作台做直线运动,滚珠丝杠导程为5mm ,工作台移动最大速度为12mm/s ,求: (10) 步进电机的步距角θ(4分) (11) 工作台的脉冲当量δ(3分) (12) 步进电机的最高工作频率f (3分)
答:
2. 步电驱动的开环系统的脉冲当量δ=0.03 mm 。
丝杠导程L=7.2mm , 电机直接驱动丝杠带动工作台运动,问:〈1〉电机步距角θ应为多大?
〈2〉若电机转子齿数Z=80,则环行分配应为几相几拍?(本题10分)
答:(1)θ÷360×7.2=0.03
Hz
v f plus mm L mkz 60001
.06/01.036075.0*5360*75.080*2*33603600
00
0========δθδθ=Hz
v f plus mm L mkz 120001
.012/01.036075.0*5360*75.040*1*33603600
00
00========δθδθ=
θ=1.5度
所以步距角选1.5度
(2)θ=360/80*k*m
mk=3 ,m=3,k=1
所以环行分配应为三相三拍。
3. 设计步进式开环伺服系统,已知δ=0.01 mm,机床工作台以螺杆螺母传动(假如采用直接连接方式,
没有齿轮变速),导程L=2.4mm,试问:
1)步距角选多大?
2)转子Z=80,确定环形分配器应为几相几拍?(本题10分)
答:(1)θ÷360×2.4=0.01
θ=1.5度
步距角选1.5度
(2)θ=360/80*k*m
mk=3 m=3,k=1
所以环行分配应为三相三拍。
4. 设计步进式开环伺服系统,已知δ=0.01 mm,机床工作台以螺杆螺母传动(假如采用直接连接方式,
没有齿轮变速),导程L=2.4mm,试问:
1)步距角选多大?
2)转子Z=40,确定环形分配器应为几相几拍?(本题10分)
答:(1)θ÷360×2.4=0.01
θ=1.5度
步距角选1.5度
(2)θ=360/40*k*m
mk=6 m=3,k=2
所以环行分配应为三相六拍。
5. 步进电机在20秒钟接受了3000个脉冲,若其脉冲当量为0.01mm/p,求
(1)工作台直线移动距离为多少?
(2)其速度大小又为多少?(本题10分)
解:(1)20秒工作台直线移动的距离为:
3000×0.01=30(mm)
(2)工作台的移动速度为:
3000×0.01×60÷20=90mm/min
6. 数控车床,已知纵向脉冲当量δz=0.01mm/p。
丝杠导程Lz=6mm , 电机步距角都为θ=0.750,确定齿
轮传动副中的传动比。
(本题10分)
答:一个脉冲当量丝杆转过的角度=0.01×360÷6=0.6度
传动比0.6÷0.75=4/5
7. 设有第一象限直线OA,起点A在坐标原点,终点B为(5,7),试用DDA法直线插补此直线。
要求列
出工作运算表,画出插补轨迹图。
(本题10分)
答:J Vx=5 J vy=7 选寄存器位数N=3,累加次数n=8
8. 用逐点比较法插补以原点为圆心,起点A(0,3),终点B(3,0)的圆弧,写出加工运算表,并画出
刀具运动轨迹。
(本题10分)
答:
9. 设欲加工第一象限直线OA,终点坐标Xa=6,Ya=3。
用逐点比较法插补,画出插补轨迹并写出插补运算过程,画出插补轨迹图。
(本题10分)
答:总步数n=6+3=9 x e=6 y e=3
10. 用逐点比较法插补以原点为圆心,起点A (0,4),终点B (4,0)的圆弧,写出加工运算表,并画出
刀具运动轨迹。
(本题10分)
11. 用逐点比较法插补线段AB ,起动A (0,0),终点B (4,3)列出加工运算表,并画出刀具轨迹。
(本题10分)
总步数n=4+3=7 x e =4 y e =3
12. 用DDA法插补直线段AB,A(0,0), B(4,7), 写出加工运算表,并画出刀具运动轨迹。
(选寄存器位数N=3)(本题10分)
答:J Vx=4 J vy=7 选寄存器位数N=3,累加次数n=8
x
13. 设有第一象限直线OA,起点A在坐标原点,终点B为(3,5),试用逐点比较法
法直线插补此直线。
要求列出工作运算表,画出插补轨迹图。
(本题10分)
答:n=3+5=8
14. 用DDA法插补以原点为圆心,起点A(5,0),终点B(0,5)的圆弧,写出加工运算表,并画出刀具
运动轨迹。
(本题10分)
15. 设有第一象限直线OA,起点A在坐标原点,终点B为(1,7),试用DDA法直线插补此直线。
要求列出工作运算表,画出插补轨迹图。
(本题10分)
答:J Vx=1 J vy=7 选寄存器位数N=3,累加次数n=8
y
16. 用逐点比较法插补,起点A(0,0),终点B(3,7)的直线,写出加工运算表,并画出刀具运动轨迹。
(本题10分)
答:总步数n=3+7=10 x e=3 y e=7
X。