机械工艺夹具毕业设计139加工涡轮盘榫槽的卧式拉床夹具
- 格式:doc
- 大小:856.50 KB
- 文档页数:45


职业大学毕业设计说明书题目:机械工程系机制专业毕业设计姓名:———————————专业名称:机械制造与自动化———————————指导老师:———————————完成时间:———————————前言 (3)目录二、零件的分析 (4)(一)零件的作用 (4)(二)零件的工艺分析 (4)三、确定毛坯图 (5)四、工艺规程设计 (7)(一)定位基准的选择 (7)(二)制订工艺路线 (8)(三)选择加工设备及刀具、夹具、量具 (11)(四)加工工序设计 (12)五、填写机械加工艺过程卡和机械加工工序卡 (23)六、夹具设计 (24)七、参考文献 (26)本次设计是为毕业答辩而准备的。
大学课程已全部结束,此次设计要把大学期间学的东西综合运用,使我们学的东西融会贯通,并结合生产实习中学到的实践知识独立地分析和解决工艺问题。
本次设计是涡轮蜗杆的一个重要零件——箱体。
内容涉及到零件分析、确定毛坯、拟订工艺、工序设计以及两套夹具设计。
此次设计把我们大学期间学的大部分内容都用上了,还用到了其它有关手册和图表。
这次设计是在学校的最后一次设计,它是一次很好的锻炼机会,为我们未来从事的工作打下良好的基础。
由于能力有限,经验不足,设计中有许多不足之处,希望各位老师多加指教。
一、零件的分析(一)零件的作用异形减速机结构复杂,传动精度高,是特殊的蜗轮蜗杆传动。
蜗杆作为主动轮,同时带动两个在空间上相互垂直的两个蜗轮,达到分离传动目的,轴与轴之间的相互位置精度与垂直精度要求较高,传动要平稳无噪音、这样要求轴承孔的孔径和孔的位置精度要求较高,而且其中一个轴承扎为肓孔,孔为φ110mm,一般刀具无法加工此深孔,因此对加工用的刀具和加工工艺安排要求严格。
(二)零件的工艺分析外形尺寸为φ270*218*300,材料为灰铸铁,主要加工面由互垂直的传动轴孔组成,其中孔系2、孔系3和两个传动轴孔为通孔,这给加工带来了不便,在选择刀具上及工件装夹上需要特殊要求。

本科毕业设计开题报告
题目:涡轮减速器箱体机械加工工艺规程及钻床夹具设计院(系):机械工程学院
班级:机制08-1 班
姓名:
学号:
指导教师:
教师职称:教授
黑龙江科技学院本科毕业设计开题报告
华大学开发了计算机辅助组合夹具夹具设计系统。
随着CAFD技术的进一步发展和现代生产的需求,对组合夹具的设计和构形自动化、智能化提出了更高的要求[16]。
3、研究/设计的目标:
3.1涡轮减速器箱体加工工艺设计的目标
涡轮减速器箱体的主要技术要求是对孔和平面的精度和表面粗糙度的要求,支撑孔的尺寸精度、几何形状精度和表面粗糙度,孔与孔的轴线之间的相互位置精度(平行度、垂直度),装配基准面与加工时的定位基准面的平面度和表面粗糙度,各支承孔轴线和平面基准面的尺寸精度、平行度和垂直度。
加工时,按照先粗后精,加工面再加工孔的原则进行加工,这样才能加工出质量合格、符合技术要求的零件。
3.2钻床夹具设计的目标
夹具的设计则应在满足基本使用功能的基础上,尽量保证涡轮减速器箱体各部分的加工精度。
尽量优化、简化夹具结构,降低生产成本。
对夹具体以下有几点要求:1)有适当的精度和尺寸稳定性
2)有足够的强度和刚度
3)结构工艺性好
4)在机床上安装稳定可靠。
4、设计方案(研究/设计方法、理论分析、计算、实验方法和步骤等):
4.1涡轮减速器箱体机械加工工艺的设计方案
本题目加工涡轮减速器箱体零件如图1所示:
图1 零件图。

第一章绪论1.1 现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。
反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。
为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。
现代机床夹具的发展方向主要表现在:1.标准化完善的标准化,不仅指现有夹具零部件的标准化,而且对应各种类型夹具应有标准的结构。
这样可以使夹具的设计、制造和装配工作简化,有利于缩短生产周期和降低成本。
2.可调化、组合化这样做可以扩大专用夹具的使用范围,改变以往工艺条件稍有变化就导致专用工装报废的现象,使夹具能重复利用。
实行组合化的原则设计工装,用少量元件能满足多种要求。
3.精密化随着机械产品加工、装配精度日益提高,高精度机床大量涌现,势必要求机床夹具的精度也相应地越来越高。
4.高效自动化为了既改善劳动条件,实现文明生产,使所设计的工装更符合人机工程学原理,以提高生产效率,又能降低加工成本,对夹具提出高效自动化的要求,以便获得良好的经济效益。
5.模块化通过采用模块化设计,可以提高设计效率,缩短设计周期。
1.2 现代制造业对夹具设计的基本要求1.稳定地保证工件的加工精度2.提高机械制造行业的劳动生产率3.结构简单、有良好的结构工艺性并且操作简便、能改善劳动条件4.应能降低产品的制造成本1.3 项目提出的背景及研究的内容涡轮盘是航空发动机(如图1-1)的重要零件,它与相应的轴、叶片相互连接而组成发动机中的转子组件。
涡扇发动机的外函推力完全来自于它高速旋转所产生的推力。
处于高速、高温的工作环境下,是关键复杂构件,其机械加工特点表现为榫槽形状结构复杂,加工精度要求高、空间角度复杂等。
它的设计、工艺和制造水平决定了航空发动机的经济性、安全可靠性、维修周期、寿命等性能指标。

涡轮夹具的毕业设计涡轮夹具的毕业设计导言涡轮夹具是一种用于夹持涡轮零件的工具,它在制造和维修涡轮机械中起着重要的作用。
本文将探讨涡轮夹具的设计和应用,以及如何在毕业设计中进行涡轮夹具的设计。
一、涡轮夹具的作用和分类涡轮夹具是用于夹持涡轮零件的工具,它能够提供稳定的夹持力和精确的定位。
涡轮夹具的作用是保证涡轮零件在加工和装配过程中的稳定性和精度。
根据涡轮夹具的结构和功能,它可以分为定位夹具、夹持夹具和旋转夹具等。
定位夹具用于确保涡轮零件在加工和装配过程中的准确位置,它通常由夹持装置、定位装置和支撑装置组成。
夹持夹具用于提供稳定的夹持力,以防止涡轮零件在加工和装配过程中发生位移或变形。
旋转夹具用于实现涡轮零件的旋转,以方便加工和装配。
二、涡轮夹具的设计要点1. 确定夹持力和夹持方式涡轮夹具的设计首先需要确定夹持力的大小和夹持方式。
夹持力的大小应根据涡轮零件的重量和加工过程中的力矩来确定,夹持方式可以选择机械夹持、液压夹持或气动夹持等。
2. 设计夹具结构和尺寸涡轮夹具的结构和尺寸应根据涡轮零件的形状和尺寸来设计。
夹具的结构应具有足够的刚度和稳定性,以确保夹持力的稳定和精确定位。
夹具的尺寸应根据涡轮零件的尺寸和加工要求来确定,同时考虑到夹具的制造和使用方便。
3. 选择合适的材料和加工工艺涡轮夹具的材料应具有足够的强度和硬度,以承受夹持力和加工力。
常用的夹具材料包括钢、铸铁和铝合金等。
夹具的加工工艺应根据夹具的结构和尺寸来确定,以确保夹具的精度和表面质量。
三、毕业设计中的涡轮夹具设计案例在毕业设计中进行涡轮夹具的设计可以选择一个具体的涡轮零件作为研究对象,根据其形状和加工要求设计夹具。
以某型号航空发动机的涡轮零件为例,可以按照以下步骤进行设计:1. 分析涡轮零件的形状和加工要求,确定夹持力和夹持方式。
2. 根据涡轮零件的形状和尺寸,设计夹具的结构和尺寸。
3. 选择合适的材料和加工工艺,制造夹具的零部件。
4. 进行夹具的装配和调试,测试夹持力和定位精度。

摘要本文先通过对汽车轮毂方面的介绍主要的一些参数,以及它的种类及其优缺点,还有轮毂的制造方式和在挑选轮毂时应注意的问题。
再通过对夹具组成和主要作用的介绍,以及对夹具按不同方法分类,从而提出夹具的现状和以后的发展方向,然后对夹具设计的基本要求做出简要的说明。
接着对本次设计进行分析,其中包括设计任务和要求、设计说明和所设计夹具的工作原理。
再介绍了夹具零件的设计尺寸、外形等,并配合图片表达出来。
最后对于气缸的选择进行分析。
关键词:轮毂夹具设计AbstractThis paper first through to the car wheels introduced some main parameters, as well as its types and its advantages and disadvantages, and methods of manufacturing hub and should pay attention to in the selection of the hub problem. Through the clamp and the main function are introduced, and the classification of the fixture by different methods, and puts forward the development direction of the status quo and future fixture, and then the basic requirements of the fixture design brief description. Then the design of analysis, including the design of tasks and requirements, design and fixture design principle. Then introduces the parts of fixture design, shape, size, and picture to express. Finally, for the selection of the cylinder were analyzed.Keywords:hub fixture design1 绪论1.1 汽车轮毂1.1.1轮毂介绍及其主要参数轮毂是汽车的重要组成部分,很多初学者还是有时候比较难以正确去看清,有好多人会去叫它“轮胎”或者“轱辘”这样的话,事实上,“轮毂”和“轮胎”是完全不相同的两样汽车部件。

第一章绪论1.1 现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。
反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。
为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。
现代机床夹具的发展方向主要表现在:1.标准化完善的标准化,不仅指现有夹具零部件的标准化,而且对应各种类型夹具应有标准的结构。
这样可以使夹具的设计、制造和装配工作简化,有利于缩短生产周期和降低成本。
2.可调化、组合化这样做可以扩大专用夹具的使用范围,改变以往工艺条件稍有变化就导致专用工装报废的现象,使夹具能重复利用。
实行组合化的原则设计工装,用少量元件能满足多种要求。
3.精密化随着机械产品加工、装配精度日益提高,高精度机床大量涌现,势必要求机床夹具的精度也相应地越来越高。
4.高效自动化为了既改善劳动条件,实现文明生产,使所设计的工装更符合人机工程学原理,以提高生产效率,又能降低加工成本,对夹具提出高效自动化的要求,以便获得良好的经济效益。
5.模块化通过采用模块化设计,可以提高设计效率,缩短设计周期。
1.2 现代制造业对夹具设计的基本要求1.稳定地保证工件的加工精度2.提高机械制造行业的劳动生产率3.结构简单、有良好的结构工艺性并且操作简便、能改善劳动条件4.应能降低产品的制造成本1.3 项目提出的背景及研究的内容涡轮盘是航空发动机(如图1-1)的重要零件,它与相应的轴、叶片相互连接而组成发动机中的转子组件。
涡扇发动机的外函推力完全来自于它高速旋转所产生的推力。
处于高速、高温的工作环境下,是关键复杂构件,其机械加工特点表现为榫槽形状结构复杂,加工精度要求高、空间角度复杂等。
它的设计、工艺和制造水平决定了航空发动机的经济性、安全可靠性、维修周期、寿命等性能指标。

夹具设计机械设计专业毕业设计毕业论文夹具设计是机械设计专业毕业设计中的重要内容之一、夹具是一种用于固定和定位工件的装置,广泛应用于制造业的各个领域。
夹具的设计对产品的质量和生产效率具有重要影响,因此夹具设计的优化对于提高产品质量和生产效率具有重要意义。
夹具设计的目标是提供安全可靠的固定和定位工件的装置,以提高产品的加工精度和生产效率。
在夹具设计中,需要考虑的因素主要包括夹紧力、重量、刚度、精度和易用性等。
夹具的夹紧力要足够大,以确保工件在加工过程中不会发生滑移或移位;夹具的重量要尽量轻,以减少对加工过程的干扰;夹具的刚度要足够高,以保证工件在加工过程中不会发生变形;夹具的精度要足够高,以确保加工精度;夹具的易用性要好,以提高操作的便捷性和效率。
夹具设计的过程主要包括需求分析、设计方案的确定、设计计算和分析、详细设计和绘图、加工和试验等步骤。
在需求分析阶段,需要明确夹具的功能需求和性能要求,以及特殊的制造和加工要求。
在设计方案的确定阶段,需要根据需求分析的结果确定夹具的整体结构和工作原理。
在设计计算和分析阶段,需要进行夹紧力的计算和刚度分析,以确定夹具的尺寸和材料。
在详细设计和绘图阶段,需要根据设计计算的结果进行具体的零件设计和绘图。
在加工和试验阶段,需要制造夹具并进行试验验证设计的正确性和可靠性。
夹具设计需要熟练掌握机械设计和工程力学等相关专业知识,并具备良好的创新意识和实践能力。
夹具设计还需要与其他部门和设计师进行良好的沟通和合作,以确保设计方案的实施和优化。
夹具设计还需要注意夹具的标准化和模块化,以提高设计的效率和可复用性。
夹具设计在机械设计专业毕业论文中的具体研究内容可以根据具体需求进行选择和确定。
例如,可以选择其中一种特定工件的夹具设计,或者对夹具设计中的一些关键问题进行研究和分析。
同时,夹具设计也可以与其他专业领域进行交叉研究,例如CAD/CAM技术在夹具设计中的应用等。
总之,夹具设计是机械设计专业毕业设计中的重要内容,对于提高产品质量和生产效率具有重要意义。

机床夹具毕业设计论文毕业设计一、引言机床夹具在机械加工中起着至关重要的作用,它能够保证工件在加工过程中的正确定位和夹紧,从而提高加工精度和生产效率。
本次毕业设计旨在设计一款实用的机床夹具,以满足特定零件的加工需求。
二、零件分析本次设计的零件为_____,该零件的结构较为复杂,具有多个加工表面和精度要求。
通过对零件图的仔细分析,确定了其主要加工工序包括铣削、钻孔、镗孔等。
在设计夹具时,需要充分考虑零件的形状、尺寸、材料以及加工工艺等因素,以确保夹具能够有效地定位和夹紧零件。
三、夹具设计方案(一)定位方案根据零件的结构特点和加工要求,选择了以平面和孔作为定位基准。
在夹具上设置了相应的定位元件,如支承板、定位销等,以保证零件在加工过程中的正确位置。
(二)夹紧方案为了确保零件在加工过程中不会发生位移和振动,采用了气动夹紧装置。
通过气缸的作用,使夹紧力均匀地作用在零件上,提高了夹紧的可靠性和稳定性。
(三)夹具结构设计夹具的整体结构采用了组合式设计,由夹具体、定位元件、夹紧装置、导向元件等组成。
夹具体采用了铸造结构,以保证其强度和刚度。
定位元件和夹紧装置通过螺栓和销钉固定在夹具体上,便于安装和调整。
四、夹具的工作原理当零件放置在夹具上时,通过定位元件实现零件的准确定位。
然后,启动气动夹紧装置,使夹紧力作用在零件上,将其牢固地夹紧。
在加工过程中,导向元件能够保证刀具的正确进给方向,提高加工精度。
五、夹具的制造工艺(一)材料选择夹具体选用了HT200 铸铁材料,定位元件和夹紧装置选用了45 钢,并进行了相应的热处理,以提高其硬度和耐磨性。
(二)加工工艺夹具体采用铸造工艺制造,然后进行时效处理,以消除内应力。
定位元件和夹紧装置采用车削、铣削、磨削等加工工艺,以保证其精度和表面质量。
六、夹具的精度分析(一)定位误差分析通过对定位方案的分析,计算出了定位误差,并与零件的加工精度要求进行了比较,确保定位误差在允许范围内。


机械制造工艺及机床夹具设计毕业论文前言机械制造工艺及机床夹具设计是大学四年来最后一次实践教学环节,此次毕业设计为了我们对所学的工艺夹具知识进一步深化,指导老师分配了《车床转盘机械制造工艺及夹具设计》的题目,为的是对所学的各课程深入的、综合性的总复习,也是一次理论联系实际的训练。
通过此次工艺夹具毕业设计,能在下述各方面得到锻炼:(1)能熟练运用机械制造工艺学课程中的基本理论,以更正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
(2)提高结构设计能力,学生通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而能保证加工质量的夹具的能力。
(3)学会使用手册及图表资料。
掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
就我个人而言,我希望能通过这次毕业设计对自己从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后工作打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指教。
第一章零件的分析§1-1 零件的作用题目所给定的零件是普通车床转盘,它位于刀架部件的上刀架与下刀架之间,它是上刀架的导向件,当需要用小刀架车锥面时,可以通过转盘相对于下刀架的转动来调整锥角。
§1-2 零件的工艺分析从零件图上可以看出,它的加工部分可分成四部分:1、底面P及φ70h6mm外圆面N,空刀面、凹台面及倒角;2、燕尾面H及导轨面M,空刀面、凹台面及倒角;3、φ35H7mm孔;4、φ196mm圆弧面和尺寸132mm两侧面K及其端面Q;以上各部分之间的位置要求为:1、φ70h6mm外圆面N与P面有垂直度要求,垂直度公差为φ0.02mm;2、燕尾面M与P面有平行度要求,平行度公差为0.04mm;3、φ35H7mm孔与端面P有垂直度要求,垂直度公差φ0.1mm;4、燕尾槽两55°斜面平行度为0.02mm;由以上分析可知:对于头二组加工面来说,我们可以先选择其中一组表面进行加工,然后再以加工过的表面为基准,加工其他各组表面,并保证它们之间的位置精度。

机械类专业毕业论文题目第1-100个题目1.支架零件图设计2.斜联结管数控加工和工艺3.CA6140型铝活塞的机械加工工艺设计及夹具设计4.MG132320-W型采煤左牵引部机壳的加工工艺规程及数控编程5.MG132320-W型采煤左牵引部机壳的加工工艺规程及数控编程6.MG250591-WD型采煤机右摇臂壳体的加工工艺规程及数控编程7.工艺-SSCK20A数控车床主轴和箱体加工编程8.工艺-WHX112减速机壳加工工艺及夹具设计9.工艺-X5020B立式升降台铣床拔叉壳体工艺规程制订10.工艺-X62W铣床主轴机械加工工艺规程与钻床夹具设计11.工艺-Z90型电动阀门装置及数控加工工艺的设计12.工艺-“填料箱盖”零件的工艺规程及钻孔夹具设计13.工艺-加工涡轮盘榫槽的卧式拉床夹具14.工艺-回转盘工艺规程设计及镗孔工序夹具设计15.工艺-壳体的工艺与工装的设计16.工艺-支承套零件加工工艺编程及夹具17.机电一体化-T6113电气控制系统的设计18.机电一体化-连杆平行度测量仪19.设计-CA-20地下自卸汽车工作、转向液压系统20.JX0020+设计-DTⅡ型皮带机设计21.设计-GBW92外圆滚压装置设计22.NK型凝汽式汽轮机调节系统的设计23.SPT120推料装置24.T611镗床主轴箱传动设计及尾柱设计25.XQB小型泥浆泵的结构设计26.YZJ压装机整机液压系统设计27.三自由度圆柱坐标型工业机器人设计28.乳化液泵的设计29.双柱式机械式举升机设计30.外圆磨床设计31.大型制药厂热电冷三联供32.大型轴齿轮专用机床设计33.大模数蜗杆铣刀专用机床设计34.小型轧钢机设计35.巷道堆垛类自动化立体车库36.巷道式自动化立体车库升降部分37.拖拉机变速箱体上四个定位平面专用夹具及组合机床设计38.板材送进夹钳装置39.校直机设计40.棒料切割机41.涡轮盘液压立拉夹具42.液压式双头套皮辊机43.液压绞车设计44.玉米脱粒机设计45.车载装置升降系统的开发46.铲平机的设计47.5吨中级桥式起重机电气控制系统的PLC改造设计48.C618数控车床的主传动系统设计49.TH5940型数控加工中心进给系统设计50.减速器箱体钻口面孔组合机床总体设计及主轴箱设计51.拖拉机拨叉铣专机52.数控机床主传动系统设计53.数控车床主传动机构设计54.数控车床纵向进给及导轨润滑机构设计55.三通管的塑料模设计56.电气工程及其自动化(电力)毕业设计57.C616型普通车床改造为经济型数控车床58.CA6140杠杆加工工艺59.CA6140杠杆加工工艺及夹具设计60.车床后托架的加工工艺与钻床夹具设计61.CA6140车床数控改造装配图62.CG2-150型仿型切割机63.CG2-150型仿型切割机64.CKP预粉磨设计(总体及壳体)65.FXS80双出风口笼形转子选粉机66.J45-6.3型双动拉伸压力机的设计67.J45-6.3型双动拉伸压力机的设计68.J550×3000双轴搅拌机设计69.JLY3809机立窑(窑体及卸料部件)70.JLY3809机立窑(加料及窑罩部件)设计71.JLY3809机立窑(总体及传动部件)设计72.L-108空气压缩机曲轴零件73.L050压缩式垃圾车设计74.LED显示屏动态显示和远程监控的实现75.MR141剥绒机锯筒部、工作箱部和总体设计76.N10000-OSEPA选粉机77.PE10自行车无级变速器设计78.PF455S插秧机及其侧离合器手柄的探讨和改善设计79.PLC-Z30130X31型钻床控制系统的PLC改造80.PLC-三菱FX2NPLC在电梯控制中的应用205.机械手的设计206.减速器锥柱二级传动207.机油盖注塑模具设计208.杠杆Zl159-a209.杠杆工艺和工装设计210.杠杆设计211.板材坡口机总体设计212.某小区的智能化系统设计213.柴油机气缸体顶底面粗铣组合机床总体及夹具设计214.柴油机连杆的加工工艺215.柴油机齿轮室盖钻镗专机总体及主轴箱设216.柴油机齿轮室盖钻镗专机总体及夹具设计217.桥式起重机副起升机构设计218.桥梁式集装箱起重机设计219.椭圆盖220.椭圆盖板的宏程序编程与自动编程221.椭圆盖注射222.椭圆盖注射模设计223.榨汁机设计224.Φ146.6药瓶注塑模设计225.模具-五金-护罩壳侧壁冲孔模设计226.模具-五金-空气滤清器壳正反拉伸复合模设计227.模具-五金-笔记本电脑壳上壳冲压模设计228.模具-冰箱调温按钮塑模设计229.模具-冷冲扬声器模具设计230.S195柴油机机体三面精镗组合机床总体设计及左主轴箱设计231.模具-注塑-多用工作灯后盖注塑模232.模具-注塑-对讲机外壳注射模设计233.模具-注塑-手机充电器塑料模具234.模具-注塑-手机充电器模具设计235.模具-注塑-水管三通管塑料模具236.模具-电机炭刷架冷冲压模具设计237.模具-电池板铝边框冲孔模的设计238.模具-离合器板冲成形模具设计239.模具-铰链落料冲孔复合模具设计240.模具鼠标盖设计论文241.酒瓶内盖塑料模具设计242.单盘式渐开线检查仪的改进243.五层教学楼设计244.水厂给水工程设计245.公路施工设计246.毕业设计公路设计247.气门摇臂轴支座设计248.水泥粉磨选粉系统改造249.水电站水轮机进水阀门液压系统设计250.水闸的设计251.汽车半轴设计252.汽车盖板冲裁模设计253.法兰零件夹具设计254.注射器盖设计255.注射器盖设计256.配油盘受力分析与设计257.渐开线涡轮数控工艺及加工258.滤油器支架模具设计259.火灾自动报警系统设计(电气类)260.电流线圈架塑料模设计261.电动智能小车262.电源盒注射模设计263.电织机导板零件数控264.电风扇旋扭的塑料模具设计265.盐酸分解磷矿装置设计266.盒形件落料拉深模设计267.电气一次及发电机继电保护设计268.移动通信的电波衰落与抗衰落技术分析269.空气压缩机曲轴设计270.立窑烟尘和有害气体综合治理技术在水泥清洁生产中的应用设计271.立辊轧机设计272.端面齿盘的设计与加工273.笔盖的模具设计274.米T梁设计275.组合件数控车工艺与编程276.组合机床液压系统设计277.组合铣床的总体设计和主轴箱设计278.美国赛车连杆专用工装夹具设计279.美国赛车连杆专用工装夹具设计280.肥皂盒设计281.自行车脚蹬内板多工位级进模设计282.落料_拉深_冲孔复合模283.螺旋千斤顶设计284.螺旋管状面筋机总体及坯片导出装置设计285.AWC机架现场扩孔机设计286.设计-ZL15型轮式装载机287.外行星摆线马达结构设计288.工程钻机的设计289.插秧机系统设计290.搅拌器的设计291.旋转门的设计292.某大型水压机的驱动系统和控制系统293.汽车离合器(EQ153)的设计294.汽车离合器(螺旋430)的设计295.液位平衡控制系统实验装置设计296.清淤船的设计297.精密播种机298.马路保洁车299.CA6140法兰盘零件的机械加工工艺规程及工艺装备300.用于带式运输机上的传动及减速装置第301-400个题目301.S195柴油机机体三面精镗组合机床总体设计及夹具设计302.车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计303.货车底盘布置304.轴向柱塞泵设计305.轿车双摆臂悬架的设计及产品建模306.输出轴工艺与工装设计307.输出轴的工装工艺设计308.过桥齿轮轴机械加工工艺规程309.连杆零件加工工艺310.金属切削加工车间设备布局与管理311.钻四槽铣床与夹具图纸312.连杆零件加工工艺313.钻泵体盖6-φ2孔机床与夹具图纸314.钻6-φ7机床与夹具图纸315.闭式双级圆柱齿轮减速器316.青饲料切割机317.面筋成型机318.面筋成形生产线319.颗粒状糖果包装机设计320.外墙清洗机之升降机的设计321.高速数字多功能土槽试验台车的设计322.齿轮架零件的机械加工工艺规程及专用夹具设计323.齿轮泵前盖的数控加工和三维造型。

摘要涡轮盘是航空发动机上十分重要的零件,它的精度高、机械加工难度大,处在高速、高温的环境下工作,是关键复杂构件,在整个涡轮机加工中也是一个难点。
而在涡轮盘机械加工中,工作量最大、难度最高的是涡轮盘榫槽加工。
涡轮盘榫槽夹具可以保证加工精度高,提高加工效率。
因此夹具设计是榫槽加工中的一个重要环节。
本文通过对涡轮盘榫槽类型结构、加工工艺、夹具设计及使用情况的分析,阐述了定位基准的选择,压紧方式的确定,正确的复杂空间尺寸及角度计算和高精度的分度机构设计的过程,完成了涡轮盘榫槽重要夹具工装的设计,提出了针对整体工艺装备提高榫槽表面粗糙度的解决方法。
关键词:涡轮盘榫槽空间角度计算步伐式双销联动分度装置AbstractThe turbine disk is on the aircraft engine the extremely important components, for its high precision, the hard machine-finishing, under the high speed high temperature environment works, is the key complex component, in the entire turbine processing also is a difficult point. Moreover in the turbine disk machine-finishing, the turbine disk trough processing is what the work load is biggest, the difficulty is highest. The turbine disk trough fixture may guarantee the processing precision is high, enhances the processing efficiency. Therefore the fixture design in trough processing is an important link.This article through to analysis the turbine disk trough type structure, the processing craft, the fixture design and the service condition, elaborated the localization datum choice, contracts the way the determination, the correct complex spatial size and the angle computation and the high accuracy ruling engine construction design process, has completed the designing of the turbine disk trough important fixture work clothes, proposed the solution of enhances trough the surface roughness in view of the overall craft equipment.Key words:trough the working surface spatial angle computationspeed step type double sells the linkage axial to be divided the equipment目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 机床夹具及其功用 (1)1.2 现代机床夹具的发展方向 (1)1.3 现代工业对夹具设计的基本要求 (2)1.4 项目提出的背景 (2)1.5 项目研究的方法、预期结果及意义 (3)第2章涡轮盘榫槽加工特点与工艺装备 (4)2.1 涡轮盘榫槽的加工特点 (4)2.2 拉削特点 (4)2.3 拉削分类 (4)2.4 拉削速度 (5)2.5 拉削表面粗糙度 (5)2.6 工艺装备 (6)第3章涡轮盘液压立拉夹具的设计 (7)3.1 设计方案的确定 (7)3.1.1 任务来源与状况 (7)3.1.2 定位机构与定位原则 (10)3.1.3 定位基准的选择 (11)3.1.4 定位误差的分析和计算 (11)3.1.5 压紧方式的确定 (14)3.2 立拉夹具结构的设计 (15)3.2.1 夹具的结构及特点 (15)3.2.2 夹具底座设计 (17)3.2.3 正确的复杂空间尺寸及角度计算 (20)3.2.4 高精度的分度机构设计 (22)3.2.5 方便快捷的液压驱动系统 (28)第4章液压分度夹具的使用与调整 (30)4.1 液压分度夹具使用 (30)4.1.1 加工前的准备 (30)4.1.2 控制过程 (30)4.1.3 拉削试件 (30)4.2 液压分度夹具的调整 (31)4.2.1 夹具安装的调整 (31)4.2.2 分度及锁紧机构的调整 (31)第5章经济分析 (32)第6章专题论文 (33)结论 (45)致谢 (46)参考文献 (47)附录1 (48)附录2 (57)第一章绪论1.1机床夹具及其功用机床夹具是在机床上将工件定位、夹紧,将刀具进行导向的一种装置,简称夹具。


1 概述1.1 实习单位简介中国一航西安航空发动机(集团)有限公司(简称“西航集团公司”)建于1958年,是中国大型航空发动机制造基地和国家1000家大型企业集团之一,公司有工程技术人员2500多名,拥有各种国内外先进的冷、热加工设备和计量测试设备4000余台(套),先后取得了150多项省、部级以上科研成果奖。
研制生产了涡轮喷气发动机、涡轮发电装置、涡轮风扇发动机、燃气轮机。
2001年公司改制组建为由中国一航控股的、华融资产管理公司参股的有限责任公司,并成立了以西航集团公司为母公司、以资产为纽带,母子公司体制的西安航空发动机集团。
西航集团公司以“航空报国,追求第一”为己任,国内外市场并重,形成了以航空产品为主导,国际航空零部件生产、多元化民品和第三产业共同发展的格局。
公司还分别与英国罗罗公司、美国普惠公司和以色列叶片技术公司、德国巴克杜尔公司建立了三家合资公司;与众多国际著名的航空企业建立了稳固的合作关系,外贸创汇连续多年位居国内同行首位。
公司产品开发形成了以剑杆织机、高速线材精轧机组、燃气轮机、风力发电机组、石化设备、铝型材等为主导、涉及众多行业的高技术、高附加值、多元化的产品群。
公司的质量体系通过了ISO9000系列标准认证。
公司被列为国家863计划CIMS工程应用示范企业。
1.2 项目提出的背景及研究的内容在我实习的过程中接触最多的就是涡轮盘,涡轮盘是航空发动机(如图1-1)的重要零件,它与相应的轴、叶片相互连接而组成发动机中的转子组件。
涡扇发动机的外函推力完全来自于它高速旋转所产生的推力。
处于高速、高温的工作环境下,是关键复杂构件,其机械加工特点表现为榫槽形状结构复杂,加工精度要求高、空间角度复杂等。
它的设计、工艺和制造水平决定了航空发动机的经济性、安全可靠性、维修周期、寿命等性能指标。
图1—1航空发动机现在涡轮盘材质多采用GH698,属镍基合金,Ni含量大于70%,加工硬化严重,切削加工性非常差。
前言机械制造工艺学毕业设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。
因此,它在我们的大学生活中占有十分重要的地位。
就我个人而言,我希望能通过设计对自己未来从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。
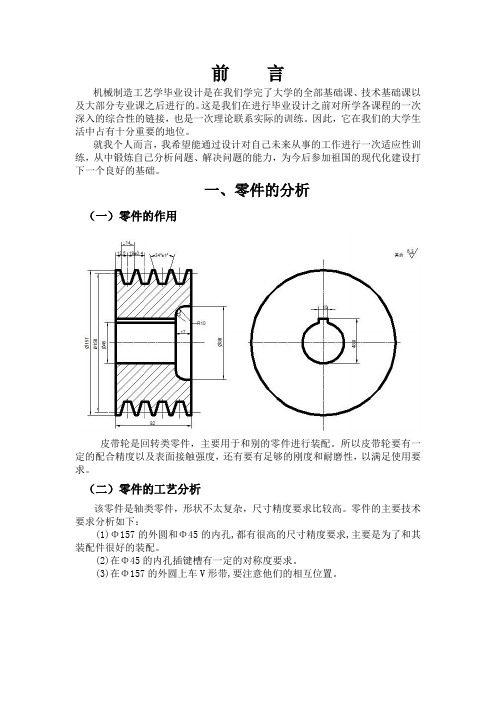
一、零件的分析(一)零件的作用皮带轮是回转类零件,主要用于和别的零件进行装配。
所以皮带轮要有一定的配合精度以及表面接触强度,还有要有足够的刚度和耐磨性,以满足使用要求。
(二)零件的工艺分析该零件是轴类零件,形状不太复杂,尺寸精度要求比较高。
零件的主要技术要求分析如下:(1)Φ157的外圆和Φ45的内孔,都有很高的尺寸精度要求,主要是为了和其装配件很好的装配。
(2)在Φ45的内孔插键槽有一定的对称度要求。
(3)在Φ157的外圆上车V形带,要注意他们的相互位置。
二、工艺规程设计(一)确定毛坯的制造形式零件的材料为HT200.考虑到皮带轮在工作过程中会受到一定的载荷,因此选择铸件,以使金属纤维不被切断,保证零件工作可靠.由于零件年产量为5000件,已达到大批生产的水平.而且零件的轮廓尺寸不大,故可采用铸造成型,这对于提高生产率,保证加工质量也是有利的。
(二)基面的选择基面的选择是工艺规程设计中的重要工作之一。
基面选择的正确、合理,可以保证加工质量,提高生产效率。
否则,就会使加工工艺过程问题百出,严重的还会造成零件大批报废,使生产无法进行。
1.粗基准的选择对于一般的轴类零件而言,以外圆作为基准是完全合理的。
按照有关粗基准的选择原则(即当零件又不加工表面时,应以这些不加工的表面作为粗基准;若零件有若干个不加工表面时,则应以与加工要求相对位置精度较高的不加工表面作为粗基准),现在应为都要加工就要结合加工工艺来确定粗基准,现取Φ157的外圆作为粗基准,利用三爪卡盘装夹。

机械制造工艺及机床夹具设计毕业论文题目:机械制造工艺及机床夹具设计摘要:机械制造工艺是机械制造过程中的核心环节,而机床夹具是机械制造工艺的重要工具。
本文对机械制造工艺及机床夹具设计进行研究,通过分析传统机械制造工艺的优缺点,并探索了一种新型的机床夹具设计方案,以提高机械制造过程中的效率和精度。
关键词:机械制造工艺,机床夹具设计,效率,精度1.引言机械制造工艺是将原材料加工成最终产品的工艺过程。
在机械制造中,机床夹具是一种用于固定和定位工件的设备,它对于提高加工精度和工作效率起着关键作用。
本文将通过研究机械制造工艺及机床夹具设计,探索如何提高机械制造过程的效率和精度。
2.传统机械制造工艺传统机械制造工艺一般分为材料准备、加工、整形三个主要环节。
其中,加工环节是最为重要的环节之一,它包括切削加工、焊接、冲压等工艺,常常需要使用机床夹具来固定和定位工件。
然而,传统机械制造工艺存在效率低下和加工精度较低的问题,需要进行改进和优化。
3.机床夹具设计优化为了解决传统机床夹具设计中的问题,本文提出了一种新型的机床夹具设计方案。
该方案充分考虑工件形状和尺寸等因素,在夹具的结构设计中采用了合理的力学原理和轴向对称结构,从而实现了更好的固定和定位效果。
同时,该夹具设计方案还考虑了便于操作和更换工件的因素,提高了生产效率。
4.实验结果与分析通过对新型机床夹具的实验,我们对比了传统机床夹具和新设计方案的性能差异。
结果表明,新型机床夹具在夹紧力和加工精度方面都明显优于传统夹具。
同时,通过调整夹具结构,可以适应多种工件的夹紧,提高了夹具的灵活性和多功能性。
5.结论本文研究了机械制造工艺及机床夹具设计,并提出了一种新型的机床夹具设计方案。
通过实验证明,新设计方案在固定和定位工件、提高加工精度和生产效率方面具有显著优势。
未来的工作可以进一步优化和改进该夹具设计方案,以适应不同类型的机械制造工艺需求。

毕业设计报告(论文)报告(论文)题目:卧式柱塞泵加工工艺及夹具设计作者所在系部:机械工程系作者所在专业:机械设计制造及其自动化作者所在班级:B07112班作者姓名:作者学号:指导教师姓名:完成时间:2011年6月北华航天工业学院教务处制北华航天工业学院本科生毕业设计(论文)原创性及知识产权声明本人郑重声明:所呈交的毕业设计(论文)助学型“数控技术”多媒体课件系统开发是本人在指导教师的指导下,独立进行研究工作取得的成果。
除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本设计(论文)的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
因本毕业设计(论文)引起的法律结果完全由本人承担。
本毕业设计(论文)成果归北华航天工业学院所有。
本人遵循北华航天工业学院有关毕业设计(论文)的相关规定,提交毕业设计(论文)的印刷本和电子版本。
本人同意北华航天工业学院有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;可以采用影印、缩印、数字化或其它复制手段保存论文;在不以营利为目的的前提下,可以公布非涉密毕业设计(论文)的部分或全部内容。
特此声明毕业设计(论文)作者:指导教师:2011年06 月15日2011年06 月15 日目录摘要 (I)Abstyact .......................................................... I I第1章绪论 (1)1.1 课题背景 (1)1.2 发展概况 (1)1.3 本文研究内容 (2)第2章制订机械加工工艺规程 (3)2.1卧式柱塞泵的工艺分析 (3)2.2审查零件图样的工艺性 (3)2.4 加工工艺过程 (4)2.6 在选择各表面及孔的加工方法时,要综合考虑以下因素 (4)2.6.1 平面的加工 (5)2.6.2孔的加工方案 (5)2.7 确定定位基准 (5)2.7.1粗基准的选择 (5)2.7.2 精基准选择的原则 (6)2.8工序的合理组合 (7)2.8.1 工序的集中与分散 (7)2.8.2 加工阶段的划分 (8)2.9 加工工艺路线方案的比较 (9)第3章计算 (12)3.1确定切削余量及基本工时(机动时间) (12)第4章夹具设计 (26)4.1.1 定位基准的选择 (26)4.1.2计算切削力 (26)4.1.3 计算夹紧力 (27)4.1.4 定位误差分析 (27)4.1.5 夹具精度分析 (27)4.2.1 定位基准的选择 (29)4.2.2 计算切削力 (29)4.2.3 计算夹紧力 (29)4.2.4 定位误差分析 (30)第5章总结 (31)致谢 (32)参考文献 (33)附录一 (34)摘要毕业设计是对学生整个大学阶段学习内容的概括和总结,是学生对知识的掌握和提炼程度的一个检验,它是进一步提高学生进入工作岗位之前岗位能力的有效措施,学生通过毕业设计更能贴近就业后岗位的实际。
第一章绪论1.1 现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。
反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。
为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。
现代机床夹具的发展方向主要表现在:1.标准化完善的标准化,不仅指现有夹具零部件的标准化,而且对应各种类型夹具应有标准的结构。
这样可以使夹具的设计、制造和装配工作简化,有利于缩短生产周期和降低成本。
2.可调化、组合化这样做可以扩大专用夹具的使用范围,改变以往工艺条件稍有变化就导致专用工装报废的现象,使夹具能重复利用。
实行组合化的原则设计工装,用少量元件能满足多种要求。
3.精密化随着机械产品加工、装配精度日益提高,高精度机床大量涌现,势必要求机床夹具的精度也相应地越来越高。
4.高效自动化为了既改善劳动条件,实现文明生产,使所设计的工装更符合人机工程学原理,以提高生产效率,又能降低加工成本,对夹具提出高效自动化的要求,以便获得良好的经济效益。
5.模块化通过采用模块化设计,可以提高设计效率,缩短设计周期。
1.2 现代制造业对夹具设计的基本要求1.稳定地保证工件的加工精度2.提高机械制造行业的劳动生产率3.结构简单、有良好的结构工艺性并且操作简便、能改善劳动条件4.应能降低产品的制造成本1.3 项目提出的背景及研究的内容涡轮盘是航空发动机(如图1-1)的重要零件,它与相应的轴、叶片相互连接而组成发动机中的转子组件。
涡扇发动机的外函推力完全来自于它高速旋转所产生的推力。
处于高速、高温的工作环境下,是关键复杂构件,其机械加工特点表现为榫槽形状结构复杂,加工精度要求高、空间角度复杂等。
它的设计、工艺和制造水平决定了航空发动机的经济性、安全可靠性、维修周期、寿命等性能指标。
图1—1航空发动机现在涡轮盘材质多采用GH698,属镍基合金,Ni含量大于70%,加工硬化严重,切削加工性非常差。
机械加工难度大,在整个涡轮机加工中也是一个难点。
而在整个涡轮盘的机械加工中,工作量最大、难度最高的是轮盘榫槽加工。
因此本文主要是围绕在拉削涡轮盘榫槽这一工序过程中所使用的专用夹具为中心,研究了拉削涡轮盘榫槽的卧式拉床夹具的结构设计、调整和使用。
1.4项目研究的方法、预期结果及意义该夹具主要用于拉削航空发动机涡轮盘上的榫槽,榫槽本身精度主要由拉刀设计、制造精度和拉削方法保证;榫槽的相对精度,如榫槽至中心控制尺寸、榫槽均布误差等就主要由该夹具来保证。
因此在确定该夹具的设计方案时,首先对工序图进行分析,了解本工序需要保证的尺寸精度和位置精度。
为了使所设计的夹具能够保证零件所要求的精度,必须对涡轮盘进行精确地定位和准确地分度。
为了能够减轻劳动强度,提高劳动生产率,尽量缩短本工序的辅助时间,动力系统采用液压装置。
此液压分度夹具与移动安装座的定位是靠移动安装座上的两个定位销,通过四个M20螺栓连接固定。
零件安装到分度夹具上,用螺栓压紧;将拉刀按顺序放入拉刀盒中,拉刀盒通过刀柄与拉床主轴连接。
通过采用合理的定位装置和分度机构,该夹具应该能够保证零件要求的尺寸和位置精度。
涡轮盘是航空发动机上一个十分重要的零件,然而在整个涡轮盘的机械加工过程中,精度要求最高,难度最大就是涡轮盘上的榫槽的加工这一工序,因为榫槽必须要和叶片上的榫头相配合。
它们之间的配合精度要求也是很高的。
综以上分析,本道工序所要加工的涡轮盘榫槽对于整个发动机的质量和性能都有着十分重要的影响,所以本工序所专用的夹具的设计制造有着十分重要的意义。
第二章涡轮盘件榫槽的加工特点及工艺装备2.1 涡轮盘榫槽加工工艺的分析2.1.1 涡轮盘榫槽加工工序图的分析涡轮盘是航空发动机上的典型的盘类零件,属于盘类件,在本道工序中主要的加工表面是形状为枞树形的榫槽面,榫槽是用于安装叶片的,较为复杂。
数量为47个,均布于ф328的圆周,均布累积误差不大于0.127mm。
榫槽的宽度尺寸、榫槽工作面至距涡轮盘中心的距离误差均在0.1mm以内,榫槽表面粗糙度要求Ra1.6以上(图2-1)。
图2—1 涡轮盘零件工序图2.1.2 零件毛坯种类、特点由于涡轮盘处于高速、高温(400℃~800℃)的工作环境,对毛坯的材料也有特殊的要求,现在国内外常采用镍基合金,此涡轮盘83076967的毛坯所用的材料是AISI4340,相当于38GrMnAlA,用这种合金粉末热等静压制成型,为了提高涡轮盘的疲劳强度,采用了在热等静压预成形后再等温锻造的技术。
用这种材料和锻造技术成型的涡轮盘毛坯具有很高的强度和抗疲劳性能,并且材料的拉削性能比较好,最佳的拉削速度大概在2—2.5m/min。
2.1.3 涡论盘的加工工艺路线分析涡轮盘的加工工序如下表:周向榫槽常用精密车床、专用夹具、专用刀杆、成型刀片进行加工,而各种形状复杂的周向榫槽常用铣床铣削和拉床拉削来加工,由于枞树型榫槽结构不规则,形状复杂,而且表面粗糙度要求在Ra1.6以上,若采用铣削加工,必须通过粗铣、半精铣、精铣三道工艺,才有可能使榫槽达到要求的表面粗糙度,并且劳动强度大效率低,加工精度难以保证,所以现在生产中已经很少采用了,拉削是一种高效率的金属切削工艺,用于加工多种形状的内、外表面,以及具有旋转运动的螺旋槽等。
加工质量特点:精度较高,可以达到0.015mm,表面粗糙度可达到Ra0.8。
尺寸一致性好。
特别适合加工精度高、表面质量好的成批和大量生产的零件。
现已广泛用于航空发动机叶片榫头、涡轮盘、压气机盘等部件的加工,但必须配以专用的刀具、量具、及其它辅具。
2.2 拉削方法及工艺装备的分析与选取2.2.1 拉削方法拉削按拉削速度分成两种:低速拉削和高速拉削。
目前在航空零件上已愈来愈多采用高速拉削,主要是由于以下几个方面的原因:(1)在相同条件下,高速拉削的零件表面质量优于低速拉削的表面质量。
有的材料如不锈钢等用低速拉削无法保证其表面质量,必须采用高速拉削。
(2)高速拉削所用的拉床,其结构刚性好,滑枕行程长,选用拉削速度范围广,冷却润滑效果好。
这样,不仅提高了生产率,而且大大降低了生产成本。
(3)高速拉削的拉刀大都采用超硬型高速钢,如钼-钴和钨-钴类高速钢能在高温、高压及高速下长期工作。
这样有利于实现拉削自动化,除了单机拉削自动化外,还可将单机-传送带-单机连成拉削自动线。
高速拉削,一般是指拉削速度高于15-20m/min的拉削。
由于在提高加工表面质量延长拉刀寿命等方面比低速拉削具有明显的优越性,因此现代拉削中多采用高速拉削。
但是对于不同的零件材料,或即使相同的材料热处理工艺不同,也会影响拉削速度。
实际生产中是通过试拉来确定具体零件材料高速拉削的速度。
在较低的速度下拉削,拉削的表面质量还比较好,拉削速度不断提高,到一定速度后,拉削表面质量下降,甚至出现鳞刺,继续提高速度,拉削表面质量开始好转,到一定速度下,拉削面质量达到最佳,这时的速度就是这种材料的高速拉削速度。
高速拉削一般可以提高盘类件的表面质量和生产率,但对于某些难加工材料的零件,只有在低速拉削时方能后的最佳拉削质量。
如此涡轮盘83076967的毛坯所用的材料是AISI4340,相当于38GrMnAlA,这种材料的最佳的拉削速度大概在2—2.5m/min。
2.2.2 工艺装备拉削加工涡轮盘所用的工艺装备主要是有拉床、拉刀、量具等,涡轮盘上的榫槽自身的精度主要由合理的拉刀设计、制造精度和正确的拉削方法来保证;榫槽的相对精度,如榫槽至中心控制尺寸、榫槽均布误差、榫槽中心对称等,主要依靠夹具保证。
1.拉床考虑到现有的已知条件和前面所分析的该材料的涡轮盘的榫槽的最佳拉削速度情况,选用普通卧式拉床L6120(类似图2—2)。
这种拉床主要用于拉削花键孔、平面和形状复杂的成型面等,生产效率高,适用于大量生产及成批生产。
该机床采用液压传动,工作平稳,能无级调速,并有超负荷保险装置。
机床具有自动循环、半自动循环和两种分段循环等四种工作循环,主要动作可单独点动调整,能满足各种生产场合的需要。
机床由一个总按钮站操纵,操作方便。
图 2—2L6120的性能参数:额定拉力:20吨最大拉力:26吨主溜板行程长度:1600mm接送刀机构最大行程长度:620mm护送刀最大行程长度:850mm主溜板工作行程速度:1.5~11m/min主溜板返回行程速度:7~12m/min主传动用径向柱塞油泵:流量 300升/分最大工作压力:10Mpa主传动电机功率:22千瓦主传动电机转速:970转/min机床的外形尺寸(长×宽×高):6830mm×1819mm×1376mm2.拉刀加工涡轮盘榫槽的拉刀为专用拉刀,拉床所用拉刀为分段组合形式,根据被拉削榫槽型面的要求,采用分段组合形式,共分9段。
由每段拉刀分别担负一定的切削部分和切削量(如图2—3)。
这些功能不同,长短不一的分段拉刀将被分为三组,分别定位夹紧在拉刀盒子内,成为完整的组合拉刀。
图2—3拉削榫槽的拉削余量分配图由于轮盘材质是38GrMnAlA,加工性差,而且轮盘精度要求高,硬质合金刀具虽然在硬度、耐磨性和切削用量等方面优于高速钢,但其缺点很突出:不能承受较大的冲击力,强度低,只是高速钢的三分之一,热处理困难;整体硬质合金刀具制造困难,可加工性差,型线的铲磨必须用金刚石砂轮。
普通高速钢由于在强度、硬度等方面性能指数低,不能采用,而粉末冶金高速钢如CPM-42,虽然韧性、硬度和可磨削性优于其它高速钢,但价格偏高,因此,也不采用。
通过比较分析,拉刀材质通常选用M42(W2Mo9Cr4VCo8)钴高速钢。
有较高的淬透性,M42热处理后硬度可以达到67-69HRC,在加工中当温度提高至600-620℃时具有很高的红硬性,并具有很高的耐磨性,很高的强度及良好的工艺性能,缺点韧性较差、脱碳敏感性强,但是就综合性能而言,现在榫槽拉刀材质通常都选择M42。
3.量具为检验拉刀拉出的枞树形榫槽的尺寸精度,采用直径为Ф1.524的标准量棒。
拉削是大切削刃面,多齿强力切削过程,会产生大量切削热。
加之切削过程中,加工面被进、出口处得刀齿包容,切削热不易被冷却液带走,故要求用大流量、大热容量的冷却润滑液进行强制冷却,以降低切削时的温升。
第三章涡轮盘分度夹具的结构设计3.1定位原理和定位机构1.定位原理工件在夹具中的定位就是要确定工件与夹具定位元件的相对位置,并通过导向元件和对刀元件来保证工件与刀具之间的相对位置,从而满足加工精度的要求。