(金属切削原理与刀具)第六章-车刀
- 格式:ppt
- 大小:1.22 MB
- 文档页数:63

金属切削原理与刀具金属切削是指通过刀具对金属材料进行加工削除的过程,是金属加工领域中常见且基础的一种加工方式。
人们在制造和加工各种金属制品的过程中,常常需要通过切削来将金属材料加工成所需的形状和尺寸。
本文将深入探讨金属切削的原理以及相关的刀具类型。
一、金属切削原理金属切削的原理是利用刀具对金属工件进行力学削除材料的过程。
主要原理可以归纳为以下几点:1. 刀具与工件的相互作用力:切削过程中,刀具施加在工件上的作用力可以分为切割力、摩擦力、压力等。
切割力使刀具沿着切削方向削除金属,摩擦力影响工件表面的质量,而压力则有助于防止振动和提高切削质量。
2. 刀具与工件的接触面积:切削过程中,刀具与工件的接触面积较小,集中在切削刃上。
通过提高切削刃的硬度和耐磨性,可以减少切削面的磨损,延长刀具的使用寿命。
3. 金属切削时的切削角度:切削角度是指刀具切削刃与工件表面法线之间的夹角。
合理选择切削角度可以使切削过程更加顺利,减少切削力和切削温度。
二、常见的刀具类型不同的金属切削需求需要选择不同类型的刀具。
以下将介绍几种常见的刀具类型及其特点:1. 钻头:用于钻孔加工的刀具,主要特点是具有较高的刚性和旋转精度。
根据孔径的大小,可以选择不同类型的钻头,如常规钻头、中心钻头和孔径加工钻头等。
2. 铣刀:用于面铣、端铣、槽铣等加工的刀具,形状像一把小锯齿,可通过旋转进行切削。
铣刀可分为平面铣刀、球头铣刀、棒铣刀等多种类型,适用于不同形状和尺寸的金属切削。
3. 刀片:用于车削加工的刀具,通常由硬质合金制成,具有较高的耐磨性。
刀片形状多样,如可直线切削的刀片、可拐弯切削的刀片等,适用于不同形状和尺寸的车削加工。
4. 锯片:用于锯切金属材料的刀具,常用于金属管、金属板的切割。
根据不同的锯片规格和齿型,可以实现不同精度和效率的锯切加工。
5. 切割刀具:包括切割刀片和切割车刀等,主要用于金属材料的切割和切断。
根据切割的需求和要求,选择合适的切割刀具可以提高加工效率和切割质量。
《金属切削原理与刀具》主要知识点《金属切削原理与刀具》是一本介绍金属切削原理和刀具知识的教科书。
本书主要涵盖了金属切削的基本原理、切削过程中的力学和热学现象、刀具的分类及其选择、刀具材料与涂层、刀具磨损与断裂、数控切削技术等内容。
下面将详细介绍本书的主要知识点。
第一部分:金属切削的基本原理本书首先介绍了金属切削的基本概念和工艺。
讲解了切削过程中的切削动力学、切削力与功率的计算方法、剪切变形和切削热的产生与传递等基本原理。
第二部分:切削力学与切削热学这部分主要介绍了切削力学和切削热学的理论和计算方法。
包括切削过程中的力学现象(如切屑形状、刀尖载荷等)、切削力与功率的计算、切削热的产生与传递、刀具与工件的接触和摩擦等内容。
第三部分:刀具的分类与选择刀具是金属切削的关键工具,本书详细介绍了刀具的分类和选择原则。
包括刀具的几何形状、刀具的材料、刀具的涂层等方面的内容,并给出了不同切削材料和加工方式下的刀具选择指南。
第四部分:刀具材料与涂层刀具材料和涂层是刀具性能的关键因素。
本书详细介绍了刀具材料的特点、性能和应用范围,并介绍了不同材料的刀具的优缺点。
同时,本书还介绍了常见的刀具涂层材料及其作用、制备方法等。
第五部分:刀具磨损与断裂刀具在使用过程中会出现磨损和断裂现象,本书深入分析了刀具磨损和断裂的原因和机制。
包括刀具磨损类型、磨损机理、磨损的检测与评价、刀具的断裂类型、断裂的机理等方面的内容。
第六部分:数控切削技术数控切削技术是现代切削加工的重要手段,本书介绍了数控切削的基本原理和技术。
包括数控系统的组成与工作原理、数控编程、数控刀具和刀具路径的设计等内容。
通过以上知识点的学习,读者能够全面了解金属切削的基本原理和刀具知识,掌握刀具的选择、使用和磨损等方面的技能,提高金属切削加工的质量和效率。
金属切削原理讲义及刀具一、金属切削原理金属切削是指用刀具对金属材料进行切削加工的过程。
它是制造业中最常见的加工方法之一、金属切削原理主要涉及到力学、热学、材料学、机械设计等多个学科。
1.金属切削力学金属切削的力学主要涉及到塑性变形、弹性变形、剪切应力等方面。
在切削过程中,刀具通过施加剪切力对金属材料进行剪切。
金属在剪切区域受到的应力会导致金属发生塑性变形,形成切屑。
2.金属切削热学金属切削过程中,由于摩擦和变形的能量损耗,切削区域会产生高温。
这些热量会传导到刀具和切削区域,导致材料软化和刀具磨损。
因此,及时冷却切削区域和刀具是非常重要的,可以通过切削润滑剂和冷却剂来实现。
3.金属切削材料学金属切削材料学主要研究刀具材料和工件材料之间的相互作用。
选择合适的刀具材料和工件材料对于获得良好的切削效果至关重要。
刀具材料需要具有一定的硬度、耐磨性和耐冲击性,以适应切削过程中的高负荷和高速度。
而工件材料的硬度、强度和塑性等性质则会影响到切削加工的难易程度。
4.金属切削的刀具刀具是金属切削过程中的重要工具,它直接与工件接触,对工件进行加工。
不同的切削操作需要使用不同类型的刀具。
常见的金属切削刀具包括刀片、铣刀、车刀和钻头等。
-刀片:刀片是金属切削中最为常用的刀具,它可用于车削、铣削、镗削等工艺。
刀片一般由高速钢制成,也有使用硬质合金和陶瓷材料制造的高级刀片。
-铣刀:铣刀是一种用于铣削操作的刀具。
它主要用于在工件上形成平面、槽口和曲面等形状。
-车刀:车刀是用于车削加工的刀具,它通过旋转刀具将工件上的旋转刀具切削掉。
-钻头:钻头是用于钻孔加工的刀具,它通过旋转切削力将工件上的孔切削掉。
以上只是金属切削原理及刀具的简要介绍,金属切削涉及的知识和技术极为广泛和复杂,需要深入学习和实践才能掌握。
通过不断的学习和实践,我们可以了解金属切削的原理和技术,并且选择合适的刀具进行加工,提高加工效率和质量。
2.王明玉,杨炯.金属材料切削原理与刀具[M].湖南大学出版社,2024.。
金属切削原理与刀具教案一、教学目标1.了解金属切削的基本概念,掌握金属切削的原理。
2.掌握刀具的种类、结构及切削性能,学会选择合适的刀具进行金属切削。
3.了解金属切削过程中的切削力、切削温度、表面质量等影响因素,掌握切削参数的合理选择。
4.培养学生的动手能力,提高金属切削操作技能。
二、教学内容1.金属切削的基本概念(1)金属切削的定义(2)金属切削的分类2.金属切削原理(1)切削层(2)切削力(3)切削温度(4)表面质量3.刀具的种类、结构及切削性能(1)车刀(2)铣刀(3)钻头(4)铰刀4.切削参数的选择(1)切削速度(2)进给量(3)切削深度5.金属切削操作技能训练三、教学重点与难点1.教学重点:金属切削原理、刀具的种类及切削性能、切削参数的选择。
2.教学难点:切削力、切削温度的计算及影响因素,切削参数的合理选择。
四、教学方法1.理论教学:讲解金属切削的基本概念、原理及刀具的种类、结构等。
2.实践教学:通过金属切削实验,让学生动手操作,提高操作技能。
3.案例分析:分析金属切削过程中出现的问题,引导学生学会解决实际问题的方法。
五、教学安排1.理论教学:共6学时,分2次进行。
2.实践教学:共6学时,分2次进行。
3.案例分析:共2学时,分1次进行。
六、教学评价1.理论考试:占总评成绩的40%。
2.实践操作:占总评成绩的40%。
3.平时表现:占总评成绩的20%。
七、教学资源1.教材:《金属切削原理与刀具》。
2.辅助资料:金属切削相关学术论文、实验指导书。
3.设备:车床、铣床、钻床、铰床等。
4.软件:金属切削仿真软件。
八、教学进度安排1.第1周:金属切削的基本概念、分类。
2.第2周:金属切削原理。
3.第3周:刀具的种类、结构及切削性能。
4.第4周:切削参数的选择。
5.第5周:金属切削操作技能训练(1)。
6.第6周:金属切削操作技能训练(2)。
7.第7周:案例分析。
8.第8周:复习、考试。
九、教学总结本课程通过理论教学、实践教学和案例分析相结合的方式,使学生掌握金属切削原理、刀具的种类及切削性能、切削参数的选择等知识,培养学生的动手能力,提高金属切削操作技能。

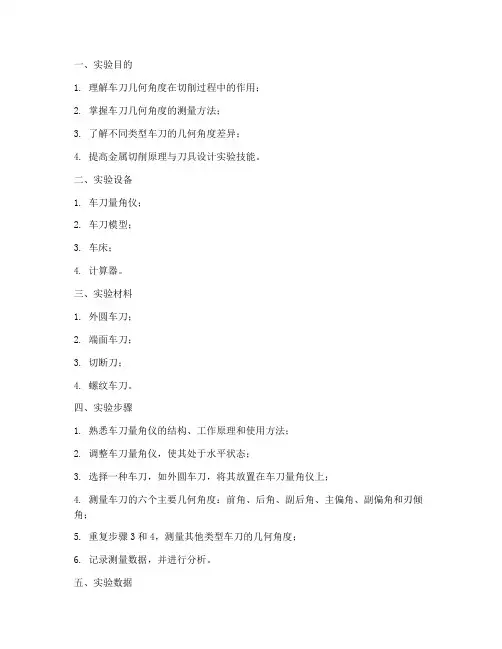
一、实验目的1. 理解车刀几何角度在切削过程中的作用;2. 掌握车刀几何角度的测量方法;3. 了解不同类型车刀的几何角度差异;4. 提高金属切削原理与刀具设计实验技能。
二、实验设备1. 车刀量角仪;2. 车刀模型;3. 车床;4. 计算器。
三、实验材料1. 外圆车刀;2. 端面车刀;3. 切断刀;4. 螺纹车刀。
四、实验步骤1. 熟悉车刀量角仪的结构、工作原理和使用方法;2. 调整车刀量角仪,使其处于水平状态;3. 选择一种车刀,如外圆车刀,将其放置在车刀量角仪上;4. 测量车刀的六个主要几何角度:前角、后角、副后角、主偏角、副偏角和刃倾角;5. 重复步骤3和4,测量其他类型车刀的几何角度;6. 记录测量数据,并进行分析。
五、实验数据1. 外圆车刀的几何角度: - 前角:10°;- 后角:10°;- 副后角:5°;- 主偏角:45°;- 副偏角:5°;- 刃倾角:0°。
2. 端面车刀的几何角度: - 前角:15°;- 后角:15°;- 副后角:10°;- 主偏角:45°;- 副偏角:10°;- 刃倾角:0°。
3. 切断刀的几何角度: - 前角:20°;- 后角:20°;- 副后角:15°;- 主偏角:45°;- 副偏角:15°;- 刃倾角:0°。
4. 螺纹车刀的几何角度: - 前角:10°;- 后角:10°;- 副后角:5°;- 主偏角:45°;- 副偏角:5°;- 刃倾角:5°。
六、实验结果分析1. 不同类型车刀的几何角度差异:- 外圆车刀和端面车刀的前角、后角和副后角相近,主偏角和副偏角相同;- 切断刀的前角、后角和副后角比外圆车刀和端面车刀大,主偏角和副偏角相同;- 螺纹车刀的刃倾角比其他类型车刀大。
《金属切削原理与刀具》实验指导书河南科技学院2012-08-31实验一车刀几何角度的测量一、实验目的:1.熟悉车刀切削部分的构造要素,根据车刀几何角度的定义测量车刀的几何角度。
2.了解车刀测角仪的结构,学会使用车刀测角仪测量车刀几何角度的方法。
二、实验要求:1.加深理解刀具标注角度的参考系,各坐标平面的位置(静态的)。
2.根据测量结果绘制车刀工作图。
3.进一步熟悉各剖面之间的角度关系。
三、实验设备1. 车刀量角仪、车刀一套四、车刀测角仪的结构:测量刀具几何角度的量具很多,如万能量角器、摆针式重力量角器、车刀测角仪等等。
车刀测角仪是测量车刀角度的专用量角仪,它有很多种型式,本实验采用的是既能测量车刀主剖面参考系的基本角度,又能测量车刀法剖面参考系的基本角度的一种车刀测角仪,其结构如图所示。
圆形底盘的周边上刻有从0°起顺、逆时针两个方向各100°的刻度盘1。
其上面的支撑板可绕小轴转动,转动的角度由固连与支撑板上的指针指示出来。
支撑板上的导块和滑块1、2固定在一起,能在支撑板的滑槽内平行滑动。
升降杆固定安装在圆形底盘上,它是一根矩形螺纹丝杠,其上面的升降螺母可以是导向块沿升降杆上的键槽上、下滑动。
导向块上面用小螺钉固定装上一个小刻度盘3,在刻度盘3的外面用滚花手轮将角铁的一端锁紧在导向块上。
当松开滚花手轮时,角铁以滚花手轮为轴,可以向顺、逆时针两个方向转动,其转动的角度用固定在角铁上的小指针在刻度盘3上指示出来。
在角铁的另一端固定安装扇形刻度盘2,其上安装着能顺时针转动的测量指针,并在刻度盘2上指示出转动的角度。
当支撑板指针、小指针和测量指针都处于0°时,测量指针的前面和侧面b、c垂直与支撑番的平面,而测量指针的底面a平行于支撑板的平面。
测量车刀角度时,就是根据被测角度的需要,转动支撑板,同时调整支撑板上的车刀位置,再旋转升降螺母使导向块带动测量指针上升或下降而处于适当的位置。
金属切削原理与刀具Principle of Metal Cutting and Cutting Tools 第六章刀具磨损、破损和刀具耐用度第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态6.2 刀具磨损的原因6.3 刀具磨损过程及磨钝标准6.4 刀具耐用度的经验公式及刀具耐用度的分布6.5 合理耐用度的选用原则6.6 刀具的破损磨损:切削时的摩擦使得刀具材料逐渐磨钝,造成切削部分形状和尺寸改变切削力增加;切削温度上升;切削颜色改变;产生振动;工件尺寸超差;已加工表面质量明显恶化刀具损坏形式主要有:磨损和破损。
磨损损坏是连续的逐渐磨损;破损包括脆性破损和塑性破损刀片磨损车削用金属陶瓷刀片刀尖半径处后刀面磨损和月牙洼磨损第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态一、前刀面磨损切削塑性材料时,如果切削速度和切削厚度较大,在刀具前刀面上经常会磨出一个月牙洼。
前刀面月牙洼磨损值以其最大深度KT表示。
图6-1 刀具的磨损形态二、后刀面磨损加工脆性材料或在切削速度较低、切削厚度较小(<0.1mm)的塑性材料,前刀面上刀屑间的作用相对较弱,主要发生后刀面磨损,后刀面磨损带往往不均匀。
刀尖处VC,主切削刃靠近工件外皮处的后刀面VN,中间部位磨损较均匀VB、VBmax。
图6-3 刀具磨损的测量位置三、边界磨损切削钢料时,常在主切削刃靠近工件外皮处以及刀尖处的后刀面上,磨出较深的沟纹,这就是边界磨损(图6-4)。
加工铸、锻等外皮粗糙的工件,也容易发生边界磨损。
发生边界磨损的原因:(1)应力梯度,引起很大的剪应力。
(2)加工硬化作用,边界处切削厚度为零,刀刃打滑。
刀具的磨损方式1.前刀面为主,后刀面轻微的磨损2.后刀面为主,前刀面轻微的磨损3.前刀面、后刀面同时磨损4.切削刃口变圆钝化1. 前刀面为主,后刀面轻微的磨损•切削塑性材料;•切削速度较高;•切削厚度较大;•负前角;•产生积屑瘤时2. 后刀面为主,前刀面轻微的磨损•切削脆性材料;•塑性材料切削速度较低;•塑性材料切削厚度较小;•增大前角,减小后角时更明显;•切削韧性大、导热性差的材料(不锈钢)3. 前刀面、后刀面同时磨损•切削塑性金属时,如果切削厚度适中4. 切削刃口变圆钝化•耐磨性、红硬性好的刀具精加工导热性差的材料;•切削韧性大、导热性差的材料第六章刀具磨损、破损和刀具耐用度5.2 刀具磨损的原因一、硬质点磨损(磨料磨损)二、粘结磨损三、扩散磨损四、氧化磨损一、硬质点磨损(磨料磨损)1. 概念工件材料中含有硬度极高的硬质点在刀具表面刻划出沟纹(机械磨损)。

金属切削原理及刀具金属切削是制造业中常见的加工方法,其原理和刀具选择对加工质量和效率有着重要影响。
本文将就金属切削原理及刀具进行详细介绍,希望能为相关行业提供一些参考和帮助。
金属切削原理。
金属切削是利用刀具对金属材料进行加工的方法,其原理是通过刀具对金属材料进行切削,使其产生变形或者去除部分材料,从而得到所需形状和尺寸。
金属切削原理的核心是切削力的作用,切削力是刀具对工件产生的力,其大小和方向对加工质量和刀具寿命有着重要影响。
切削力的大小受到多种因素的影响,包括切削速度、进给量、切削深度、刀具材料和刀具几何形状等。
在金属切削过程中,切削速度的选择要根据工件材料和刀具材料来确定,一般来说,切削速度越大,切削力越大,切削效率也越高。
进给量和切削深度的选择要根据工件材料和所需加工质量来确定,一般来说,进给量和切削深度越大,切削力也越大,但加工效率也越高。
刀具材料和几何形状的选择对切削力也有着重要影响,不同的刀具材料和几何形状适用于不同的加工条件和工件材料。
刀具选择及应用。
在金属切削过程中,刀具的选择对加工质量和效率有着至关重要的影响。
常见的金属切削刀具包括车刀、铣刀、钻头、刨刀等,它们在不同的加工条件下有着不同的应用。
车刀是用于车削加工的刀具,其主要用途是对工件进行外圆或内孔的加工。
铣刀是用于铣削加工的刀具,其主要用途是对工件进行平面、曲面或者齿轮等的加工。
钻头是用于钻削加工的刀具,其主要用途是对工件进行孔加工。
刨刀是用于刨削加工的刀具,其主要用途是对工件进行平面的加工。
在选择刀具时,需要考虑工件材料、加工形式、加工条件等多个因素,以确定最适合的刀具。
不同的刀具材料和几何形状适用于不同的加工条件和工件材料,因此需要根据具体情况进行选择。
总结。
金属切削是制造业中常见的加工方法,其原理和刀具选择对加工质量和效率有着重要影响。
切削力的大小受到多种因素的影响,刀具选择需要考虑工件材料、加工形式、加工条件等多个因素。