超厚铜工艺
- 格式:pdf
- 大小:427.21 KB
- 文档页数:6
铜合金的加工工艺流程铜恰金带材的制造的第一步就是采用连续挤压的方法将[康口但合金材料挤压成铜和铜合金坯,即连铸,连铸质量的好坏直接影响了整个制备过程.在整个熔炼过程中,要严格控制熔炼温度、浇铸温度、烧病温度,以较少缩孔,夹渣等缺陷.钢合金的加工工艺流程如下:一、铜合金带材的轧制工序采用轧制的方法将连铸出来的铜合金坯轧制成规定规格的铜合金带材,经过连铸工序挤压成的还料大都是矩形还或者不封闭的曲线形坯.采用这种方法可以制造出超长的铜和铜合金带材,目带材的品质高.轧制的方法有:1.1 半连续铸锭加热、热轧、冷轧法这种方法是传统工艺中应用最广也是最成熟的一种方法,它不受合金牌号的控制,可以大规模生产,除了生产带材外,还可以生产中厚度的板材.为了保证轧制的质最和效率,一般在热轧前要对锭坯表面进行局部修刮,对坯料加热的温度要比开车曲高30—40度,但过高的温度会造成表面金属氧化,所以为了保证坯料表面的质量,还料加热的温度不宜过高,而且氧化损失过大的时候会造成表面脱锌,极有可能发生断裂现象.加热时的温度要稳定而均匀,在加热过程中动作要迅速,在进人腑性温度区前结束轧制,这个比较难把握,所以在轧制的过程中极易出现断裂破碎的情况,成品率较低.1.2 水平连续铸造卷坯,成卷冷轧法这个方法属于现代铜合金板材的生产方法,相对于上一种,它在生产规模、牌号控制等方面都有一定的要求,在产品厚度上适宜生产带材和薄板材.这种方法制造出来的还料厚度不大,在保证连续铸还拉出结晶器后,在足够的冷却速度下,采用在线固溶的处理方法,在强化合金元素的效果时注意铸坯的厚度不宜过大,这是为防止出现降低冷却速度时出现大颗粒析出物,但是由于其合金液态时导MV性差、流动性差、易疏松等特性,铸锭的厚度也不能过小.半连续铸锭加瞳水平连续铸造卷坯两种铸造方法的差别在于水平连续铸造卷坯省略了铸锭加热和热轧工序,这样生产起来速度快,效率更高,但是由于生产规模的限制,远没有半连续铸锭加热的方法应用广泛,半连续铸锭加热一热轧一冷轧工艺被广泛应用在铜及铜合金板带材生产,其中最先进的生产过程是:大容量电炉熔炼和半连续铸造方法铸锭,在轧机允许的情况下,采用单击几吨到几十吨的淀坯进行热轧开坯,热轧后进行还料跳削,镰去坯料的表面缺陷,铁面后的卷坯采用大卷至强化冷轧,中间退火与成品退火是在无氧条件下成卷进行的,并开卷清洗,在气体浮动条件下连续迸行无氧化退火,并采用连续式精整剪切机列获得最终成品.二.热处理工艺在铜合金带材的生产加工过程中,轧制工艺和热处理工艺通常是结合在一起的,时效前进行较大的冷变形,可以加速析出物的析出,在大变形后进行中间退火工艺,然后用一次低温控制制品的性能,这个时候要严格控制退火的时间和温度,火势均匀充分,温度过高、持续时间过长会造成最终制品内晶粒度过大,降低产品的性能,温度过低、时间不足又会让产品部分保留加工硬化效应。
一次化学镀厚铜孔金属化工艺不用电镀铜的一次化学镀厚铜进行双面板和多层板孔金属化,可以显著缩短加工周期,降低生产成本,用此种工艺方法很容易作出高精度的印制板。
通过实践证明一次化学镀厚铜的金属化孔可靠性要超过电镀铜,因为一次化学镀厚铜孔内镀层厚度非常均匀,不存在应力集中,特别是对于高密度的印制板小孔金属化(φ0.5以下的孔),对电镀来讲很难达到孔内镀层厚度均匀一致,而用化学镀铜的方法则是轻而易举的事,下面介绍双面和多层板一次化学镀厚铜的生产工艺。
5.1 双面印制板一次化学镀厚铜1)用液体感光胶(抗电镀印料)制作双面电路图形。
然后蚀刻图形。
液体感光胶可以用网印或幕帘式涂布,幕帘法生产效率高,而且涂层均匀无砂眼,网印法易产生气孔砂眼。
液体抗电镀感光胶分辨率非常高,显影无底层。
很容易得到精细的电路图形。
价格比干膜便宜。
蚀刻电路图形之后用5%NaOH去除感光胶层。
2)网印或幕帘式涂布液体感光阻焊剂,制出阻焊图形3)再用液体感光胶涂布板面,用阻焊底片再次曝光,显影,使孔位焊盘铜裸露出来。
4)钻孔5)化学镀厚铜。
1.酸性除油3分钟2.H2SO4/H2O2粗化3分钟3.预浸处理1分钟4.胶体钯处理3分钟②③④⑤⑥⑦①- ④处理液均为酸性溶液,板面上的液体感光胶层不会破坏,其结果是保护板面不受浸蚀,在进行活化时,孔内和板面上的感光胶层吸附了胶体钯。
⑤5%NaOH处理3分钟,然后水冲洗板面上的感光层,连同感光胶上的胶体钯一同被碱溶解下来。
孔内的胶体钯仍然保留。
⑥1%NaOH处理1分钟,然后水冲洗,进一步去除板面上的残胶。
⑦化学镀厚铜4小时,铜层厚度可达到20微米,化学镀铜过程中自动分析自动补加化学成份。
适用于连续化学镀厚铜的配方:CuSO4.5H2O 10g/1EDTA.2Na 40 g/1NaOH 15 g/1双联呲啶10mg/1CN-10mg/1操作条件:温度600C,化学镀铜过程中,通空气搅拌化学镀铜溶液,并连续过滤。
![一种改善厚铜板喷锡爆板的方法[发明专利]](https://uimg.taocdn.com/5f58a134a7c30c22590102020740be1e650ecc29.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202011177814.4(22)申请日 2020.10.28(71)申请人 奥士康科技股份有限公司地址 413000 湖南省益阳市资阳区长春工业园龙塘村(72)发明人 罗湘滔 李军 唐先渠 夏运州 (74)专利代理机构 长沙明新专利代理事务所(普通合伙) 43222代理人 徐新(51)Int.Cl.H05K 3/00(2006.01)H05K 1/02(2006.01)(54)发明名称一种改善厚铜板喷锡爆板的方法(57)摘要本发明涉及PCB板制造技术领域,一种改善厚铜板喷锡爆板的方法,包括如下步骤:喷锡前将PCB板进行锣板,所述锣板中将PCB板的侧边的铜块锣掉。
与现有技术相比,本发明在烤板前锣掉PCB板的侧边上的铜块,从而露出PCB板的基材。
PCB板的侧边少了铜块的遮挡后,在喷锡时能更好的释放热量,从而能有效防止PCB板喷锡时爆板。
权利要求书1页 说明书2页 附图1页CN 112153820 A 2020.12.29C N 112153820A1.一种改善厚铜板喷锡爆板的方法,其特征在于,包括如下步骤:喷锡前将PCB板进行锣板,所述锣板中将PCB板的侧边的铜块锣掉。
2.根据权利要求1所述的改善厚铜板喷锡爆板的方法,其特征在于,所述锣板中将PCB 板的任意两个侧边的铜块锣掉。
3.根据权利要求1所述的改善厚铜板喷锡爆板的方法,其特征在于,所述锣板中将PCB 板的任意三个侧边的铜块锣掉。
4.根据权利要求1所述的改善厚铜板喷锡爆板的方法,其特征在于,所述锣板中将PCB 板的所有侧边的铜块锣掉。
5.根据权利要求1所述的改善厚铜板喷锡爆板的方法,其特征在于,所述PCB板的铜层的厚度大于等于5oz。
6.根据权利要求1所述的改善厚铜板喷锡爆板的方法,其特征在于,所述喷锡前还包括:烤板、入板、磨板、溢流水洗、加压水洗、微蚀、溢流水洗、超声波水洗、加压水洗、干板组合、上松香、翻板和上板,所述烤板前将PCB板进行锣板。
一种超厚铜印制线路板钻孔刀具【文章摘要】设计一种超厚铜印制线路板钻孔刀具。
本文改进了一种超厚铜印制线路板钻孔刀具,包括刀柄和刀刃,其特征在于还包括:所述钻孔刀具的第一后角为12°,第二后角为40°,螺旋角度为25-35°,钻尖角度为120°,副后角度为3-5°。
所述第一后角、第二后角的设计角度大于普通钻孔刀具,有效的降低了刀具刀刃与工件之间的摩擦,极大的提高了刀具的散热能力。
25-35°的螺旋角度设计,相对于业界通用的35-45°的设计,刀刃强度会得到显著的提高,同时也减小了印制线路板的切削变形。
所述钻尖角度设计为120°,低于普通道具的130°,轴向阻力可以得到有效降低。
所述副后角度设计为3-5°,可以有效减小刀刃与印制线路板孔壁之间的磨擦,降低钻孔过程中产生的热量。
【关键词】超厚铜印制线路板,钻孔刀具中图分类号: tg71 文献标识码: a 文章编号:一、背景技术随着全世界汽车工业的快速发展,汽车用厚铜电源板的需求呈现快速的增长,这就要求有能力生产厚铜电源板的厂家尽力寻求效率最高、质量最好的加工方法,厚铜电源板因表面铜箔太厚,用普通的钻孔工艺已经不能满足品质及生产效率的需要,具体表现为:品质方面铜屑堵孔和肿嘴、毛刺大问题相当严重;效率方面:单台日立hitachi 数控钻床(6 轴/台)生产5-12oz厚铜电源板每天产能为160panels,而相同时间内可加工普通双面板600 panels,对于电路板行业里的靠批量生产获取利润的模式来说,这种低效率是不能忍受的,用传统方法钻孔的问题分析如下:1.因表面铜箔太厚,是普通板铜箔厚度的5-12 倍,对于孔径φ2.0mm-φ6.0mm 钻头需钻9-25 圈才能把铜全部钻透,这样会产生大量长度超过20mm 的铜屑, 主要有两个危害:一是对于半封闭切削状态的钻削工艺来讲,由于钻屑过长会使刀具排屑槽堵塞,因此造成钻屑难以正常排除,使钻削阻力增加、钻削扭矩增大、孔内温度升高,使孔边铜箔受到较大的挤压力和温度的影响而产生变形,即“肿嘴”现象,冷却后很难去除,给后序生产带来较大隐患;同时,钻削阻力的增加,又对数控钻床主轴的寿命及使用精度造成较大的影响;二是这些铜屑长度即使卷曲后也超过了真空管路的内径宽度(内径为φ15mm),会堵塞真空系统管路,造成必须停止生产清理真空系统,每车板程序时间73 分钟,会出现两次堵塞情况,每次清理需15 分钟,每天需6.4 小时停产清理真空系统;2.为避免单位时间内产生大量铜屑,数控钻床每钻1 孔的停顿时间由0ms 增至500ms,给真空系统一个“喘吸”的时间,使钻孔产生的铜屑能被最大限度的吸走,以期望解决吸真空能力不足造成的真空系统阻塞问题。

微切片制作(七)1.7 化铜厚化铜化学铜(Chemical Copper)又称为无电铜(Electroless Copper),是利用槽液之“自我催化”(Self-Autocatalytic)方式,大量沉积在有氢气包围的“钯金属”活化的非导体表面,对不能导电的孔壁基材表面进行“金属化”制程,使后来的电镀铜层能顺利的增厚孔壁,完成导通互连的任务。
化学铜在业界使用已达50年以上,也是目前可靠度最好最容易操作的“金属化”制程。
可惜由于配方中含有甲醛,会在操作中不断被吹散到空气中,有致癌的可能性,对人身安全造成威胁。
再加上还有大量的钳合剂(Chelator,系为防止强碱溶液中铜离子沉积而添加)存在,对废水处理也造成很大的干扰。
在工安与环保的压力下各种“直接电镀”制程纷纷出笼,大有取代化学铜的态势。
化学铜室温作业配方中的主剂有硫酸铜、氢氧化钠、甲醛以及钳合与错合盐类等五项。
此外尚有多种少量的其他添加剂,使化铜镀层变得更为实用。
1975-1985年代业界计曾盛行一种高温(45℃)操作的“厚化铜”,厚度从60μin到120μin视作业时间而定,比传统化铜层的20μin要厚得很多(因而有时也称为薄化铜Thin Build),因此可节省一次铜流程,使在厂房、设备、管理、流程缩短等方面都十分有利,但因总体成本比一次铜之做法要贵,且槽液管理不易,品质也不稳定,故而今年来已渐从台湾业界绝迹了。
IPC-6012在3.2.6.1节中对化学铜层的厚度并无具体要求,只要能完成导电即可。
业界曾盛行一种“背光法”检查化学铜层的覆盖性(Coverage),似乎并不具太大的使用性。
因即使使孔壁未全盖满,但仍可被后来增厚的电镀栋所填充连平。
与所谓“小时了了大未必佳”说法的未必正确,其道理如出一辙。
不过背光法对各种直接电路后,再刻意镀上少许电镀铜才检查其覆盖性时,则甚具参考价值。
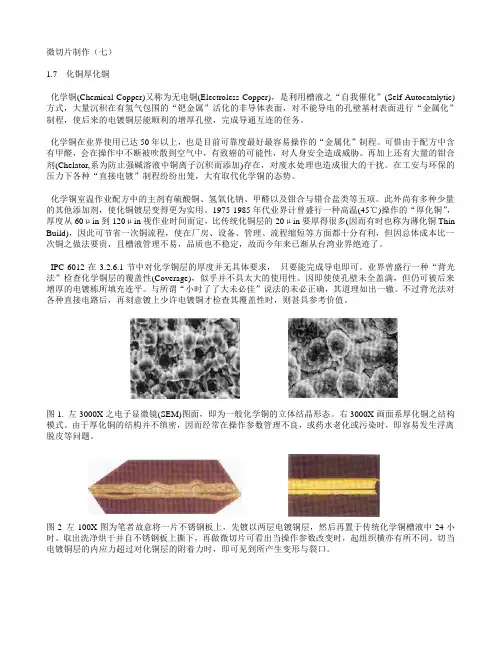
图1. 左3000X之电子显微镜(SEM)图面,即为一般化学铜的立体结晶形态。
铜精炼工艺操作规程1、工艺原理一般粗铜含有 0.5~1.5%的杂质,紫杂铜含有 1~5%的杂质。
这些杂质的存在,使铜的抗腐性弱,机械性能差,导热、导电率低,不适合机械加工及电气工业的应用。
火法精炼主要是将金、银等贵重金属以外的杂质含量降低到相应限度,以满足电解精炼的要求。
火法精炼是将粗铜、紫杂铜装入精炼炉内熔化后,向熔体铜内通入空气,使其中对氧亲和力较大的杂质 Zn 、Fe 、Pb 、Sn 、As 、S 等发生氧化,以氧化物的形态与参加炉内的熔剂发生氧化反响,于铜液外表形成炉渣,或挥发进入炉气而除去。
残留在铜液中的氧,经复原脱去后,即可浇铸成电解精炼用的阳极板。
因此,铜火法精炼可分成以下两个主要反响阶段: 1.1 氧化阶段在 1160℃的温度条件下,使铜液中的杂质发生氧化而除去。
主要反响式: 4Cu+O =2Cu O22Cu O+Me=2 Cu+MeO2MeO+SiO = Me O·SiO222Cu 2O+ Cu 2S=6 Cu+SO ↑21.2 复原阶段经氧化后铜熔体约含有 8%左右的氧,需进展复原以脱除铜熔体中的氧。
其主要反响式〔用煤粉作复原剂〕:Cu O+C=2 Cu+CO24 Cu2O+CH4=8 Cu+CO2+2 H O2Cu O+CO=2 Cu+CO2 2Cu O+H =2 Cu + H O2 2 26Cu O+2C H =12 Cu+2CO+m H + 2CO2 2 m 22 2、工艺流程3、主要工艺设备一览表序号 设备名称规格型号数 量主要技术参数 备注69-12-8D7空气压缩机 3LA-16/3.5风量 6763-7981m 3/h3 风 压 21732-21947Pa打气量 16m 3/min 4出口压力 0.35MPa75Kw电机 75 Kw冷却水泵JS80-65-160配 用 电 机 Y132S -2 282扬 程 28m 流 量 7.5 Kw50m 3/h热水泵 JS100-65-250扬 程 20m 流 量 配 用 电 机 Y132S-4 9250m 3/h7.5 Kw10 贮油罐200m 32 Φ 6500*6800玻璃钢冷塔80,100t桓台宏玉玻璃钢生产11 212 切割机J3G-400 113 电焊机BX1-3002沟通 〔打〕齿轮流量 33.3L/minY100 L 2-42.2 Kw14油泵KCB-33.3 41.45MPa(卸)齿轮流量 300L/minY132 M 2-615 油泵KCB-300 20.36MPa5.5Kw1 铜阳极 精炼炉炉 膛 4900*2600 4 容量:60-75t 熔池面积:13 ㎡ 燃料:煤焦油最大熔池深度:680㎜ 2 圆盘浇铸机Φ 8600-9000 铸模 18-20 块 配用电机㎜ 2 浇铸速度 100 块/时 2.2Kw 3 地轨加料机 自制 2加料力量 1t/次电动单梁桥式起重量 3-5 吨 Zd 41-4 14 起重机6 电机 7.5 Kw起重量 2.5t5 卷扬机 JJK 20 平均绳速 25m/min Y100L1-42.2Kw风机9-12 风量 7133m 3/h 55Kw2 风压 16729Pa4、工艺技术条件4.1铜阳极板技术标准4.1.1铜阳极板的化学成分Cu≥99.0%~99.5% As ≤0.09%Sb ≤0.02%Bi ≤0.02% Zn≤0.02%Fe≤0.05%Pb≤0.15%Ni≤0.25%S≤0.05% 4.1.2.1 每块阳极板的重量为200±20Kg(外购板±5Kg)〔鹏辉〕;每块铜阳极板的重量 265Kg,每块重量允差±5Kg。
铜及铜合金板带材的生产工艺铜及铜合金板带材是重有色金属中应用最广的一类,其生产方法,根据合金的具体特性、产品规格范围、产品性能要求与技术设备条件的不同而不同。
目前根据国内外实际的生产情况,生产方法大致有以下几种;(1)半连续铸锭加热-热轧-冷轧法。
此法是最成熟的传统生产方法,应用最广。
它适宜于大规模生产,且不受合金牌号限制,除生产带材和成卷轧制横切薄板之外,还适宜于生产不同厚度与宽度的中厚板材。
(2)水平连续铸造卷坯-成卷冷轧法。
此法也属于现代化铜板带材生产方法,但在生产规模、合金牌号、产品宽度上都有一定的局限性,在产品厚度上仅适宜于生产带材与宽度不大的薄板材。
(3)块状铸坯-冷轧与挤压坯料-冷轧法。
此种方法已在工业发达国家有所见,但由于其适用品种有限,因此使用还不广。
前两种进行比较,主要差异在于后一种方法省去了铸锭加热与热轧工序,因而生产周期短、生产效率高以及节约能耗等优点,但该方法由于生产规模、合金品种以及产品规格上的限制,其适用性远不如第一种方法。
半连续铸锭加热-热轧-冷轧工艺被广泛应用在铜及铜合金板带材生产,其最先进的生产过程是:大容量电炉熔炼和立式半连续铸造方法铸锭,在轧机允许的情况下,采用单重几吨到几十吨的锭坯进行热轧开坯,热轧后进行坯料vstrongclass二"keylink">机械双面铣削,铣去铸造与热轧工序带来的表面缺陷,铣面后的卷坯采用大卷重强化冷轧,中间退火与成品退火是在无氧条件下成卷进行的,并开卷清洗,在气体浮动条件下连续进行无氧化退火,并采用连续式精整剪切机列获得最终成品。
现对其中一些主要工序的工艺条件及要求作简要叙述。
1•铸锭及其加热铜及铜合金铸锭的质量对其加工工艺性能与制品最终质量影响很大,因此对锭坯的质量要求严格t除尺寸与形状应满足要求外,铸锭的化学成分、表面与内部质量也应符合相应技术标准,且不能有冷隔、裂纹、气孔及偏析瘤等缺陷。
此外,要控制杂质成分,防止出现铋脆等问题。