过炉载具制作要求
- 格式:pdf
- 大小:407.63 KB
- 文档页数:7
二、
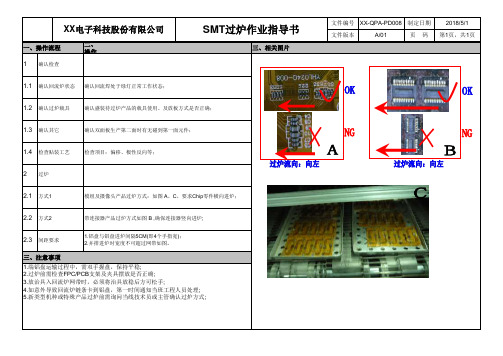
操作11.11.21.31.422.12.22.3三、相关图片确认检查
XX 电子科技股份有限公司
2018/5/1文件版本A/01页 码第1页,共1页
文件编号XX-QPA-PD008制定日期确认回流炉状态
确认回流焊处于绿灯正常工作状态;确认过炉载具
确认盛装待过炉产品的载具使用、及放板方式是否正确;一、操作流程三、注意事项SMT 过炉作业指导书1.端铝盘运输过程中,需双手握盘,保持平稳;
2.过炉前需检查FPC/PCB 支架及夹具摆放是否正确;
3.放治具入回流炉网带时,必须将治具放稳后方可松手;
4.如意外导致回流炉链条卡到铝盘,第一时间通知当班工程人员处理;
5.新类型机种或特殊产品过炉前需询问当线技术员或主管确认过炉方式;方式2
带连接器产品过炉方式如图 B ,确保连接器竖向进炉;间距要求
1.铝盘与铝盘进炉间隔5CM(即4个手指宽);
2.并排进炉时宽度不可超过网带如图。
过炉方式1
模组及摄像头产品过炉方式:如图 A 、C ,要求Chip 零件横向进炉;确认其它
确认双面板生产第二面时有无碰到第一面元件;检查贴装工艺
检查项目:偏移、极性反向等;。

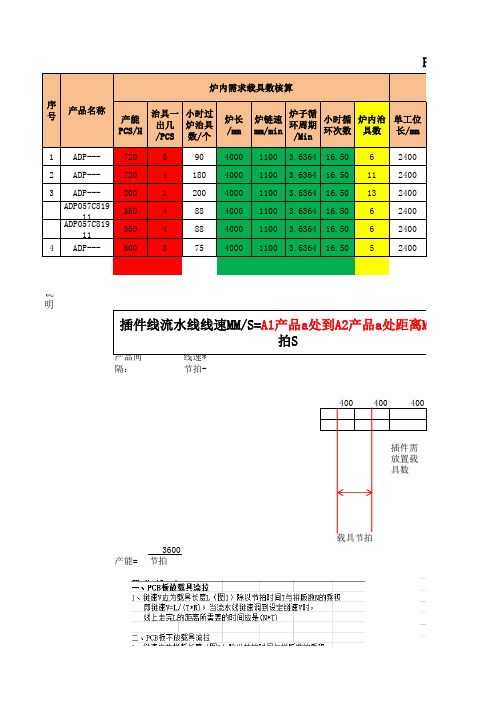
产能PCS/H 治具一出几/PCS 小时过炉治具数/个炉长/mm 炉链速mm/min 炉子循环周期/Min 小时循环次数炉内治具数单工位长/mm 1ADP---72089040001100 3.636416.50624002ADP---720418040001100 3.636416.501124003ADP---200120040001100 3.636416.50132400ADP057C8191135048840001100 3.636416.5062400ADP057C8191135048840001100 3.636416.50624004ADP---60087540001100 3.636416.5052400说明产品间隔:线速*节拍-400400400插件需放置载具数3600产能=节拍产品名称载具节拍插件线流水线线速MM/S=A1产品a处到A2产品a处距离MM /节拍SPCB序号炉内需求载具数核算有载具拉线长/mm 插件流水线线速MM/S 载具节拍S 产品间隔MM 治具长/mm 插件拉铺满治具数回收线链速MM/s 回收线载具需求供应节拍S回收线长度MM 回收线内治具数240010401202806123407400214240020201202806123207400421240022.222218120280612318740042324009.7222241.14312028067041.1429740031524009.7222241.14312028067041.1429740031524008.333334812028061234874002132400mm400400400产能=节拍=3600/标准工时处距离MM /节载具回收线治具数PCBA车间过炉治具需求核算表插件拉载具数核算理论需求治具总数长度统一280mm回收线7400MM ,最大速度60S 流完,7400/60=123.3mm/s汇总:¥22,220.0。
![DIP过炉治具制作规范[1]](https://img.taocdn.com/s1/m/f7da9279f242336c1eb95ef8.png)
二、
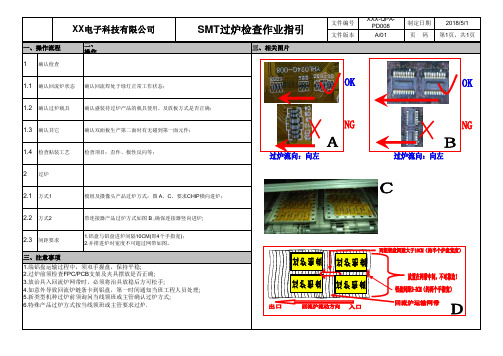
操作11.11.21.31.422.12.22.3间距要求
1.铝盘与铝盘进炉间隔10CM(即4个手指宽);
2.并排进炉时宽度不可超过网带如图。
三、注意事项SMT 过炉检查作业指引1.端铝盘运输过程中,须双手握盘,保持平稳;
2.过炉前须检查FPC/PCB 支架及夹具摆放是否正确;
3.放治具入回流炉网带时,必须将治具放稳后方可松手;
4.如意外导致回流炉链条卡到铝盘,第一时间通知当班工程人员处理;
5.新类型机种过炉前须询问当线领班或主管确认过炉方式;
6.特殊产品过炉方式按当线领班或主管要求过炉.XX 电子科技有限公司
过炉方式1
模组及摄像头产品过炉方式:图 A 、C ,要求CHIP 横向进炉;方式2
带连接器产品过炉方式如图 B ,确保连接器竖向进炉;确认过炉载具
确认盛装待过炉产品的载具使用、及放板方式是否正确;确认其它
确认双面板生产第二面时有无碰到第一面元件;检查贴装工艺
检查项目:歪件、极性反向等;
一、操作流程三、相关图片确认检查
确认回流炉状态
确认回流焊处于绿灯正常工作状态;文件编号XXX-QPA-PD008制定日期2018/5/1文件版本A/01页 码第1页,共1页。
2.1锅炉(A)2.1.1人员(1)配备产品设计开发的人员,并且有完整的A级锅炉产品设计经验,包括结构设计、强度计算、热力计算、水动力计算等能力;(2)具备新产品的设计开发能力,并且有足够的将图样转化为实际制造工艺的人员;(3)焊工持证项目至少包括埋弧自动焊、气体保护焊和焊条电弧焊等焊接方法,焊工持证项目一般不少于50人项;(4)配备A级锅炉产品制造需要的专职检验人员不少于5人;(5)配备A级锅炉产品制造需要的金相检验和理化检验人员。
2.1.2设计能力具有与A级锅炉产品相适应的产品设计开发和转化工艺的能力。
2.1.3生产设备与工艺装备具有与A级锅炉产品焊接工艺相适应的预热设备和工装。
具有与A级锅炉产品制造相适应的以下设备,并且锅筒制造设备、膜式壁生产线和蛇形管生产线3 类设备应当具备其中的2类设备:(1)锅筒制造设备,包括冷卷厚度不小于46mm的卷板机、坡口加工设备,锅筒热处理炉(外委的不要求);(2)膜式壁生产线,包括扁钢精整、管子除锈设备、多头自动焊接设备、平整设备和成排弯曲设备;(3)蛇形管生产线,包括切割、坡口加工等管端成形设备,自动热丝TIG或者TIG加MIG 等管子对接焊接设备,在线焊缝射线检测仪器,弯管机、管料架等制造设备,以及工装和检(4)集箱制造设备,包括切割设备、坡口加工设备,氩弧焊、埋弧自动焊和焊条电弧焊焊接设备,在线预热设备,集箱热处理炉(外委的不要求)。
2.1.4 检测仪器与试验装置(1)设置与产品制造相适应的金相、理化性能检验室,具有金相检验装置、化学分析装置、力学性能测试装置、冲击试样的检验装置,外委的不要求;(2)具有产品制造需要的射线检测仪器、可记录的超声检测仪器,外委的不要求;(3)具有产品制造需要的耐压试验装置不少于3台(套);(4)具有合金钢产品检验需要的现场光谱检测装置。
2.2锅炉(B)2.2.1人员(1)焊工持证项目至少包括埋弧自动焊、气体保护焊和焊条电弧焊等焊接方法,焊工持证项目一般不少于30 人项;(2)配备专职检验人员不少于2人。
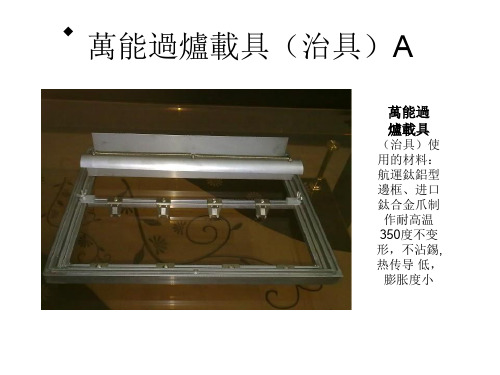
四合一治客 戶:机 种:三合一治治具名称:制 程:
二合一治過爐治具连板数:
载具总需求量序号设备名称
设备型号/参数
需载具数量
HS60 1.印刷机2.印刷后轨道3.SPI 4.贴片15.贴片26.贴片37.贴片42060R 8.贴片52070R 9.贴片62080R
10.贴片711.炉前AOI 12.炉前轨道13.回流焊-项次內容项目值长度间隙0.10M 长度
5.89M 链速(米/分)
<3>SMT段瓶劲CT/PCS(秒)0
14.炉后轨道15.AOI -16.周转量:-17
评估说明:
5.先择贴片机时,注意,确实在运作的贴片机才能选,仅仅作轨道使用并未实际 进行贴装的贴片机当作未使用骊待;
6.周转量定义:四合一与三合一周转量8个,二合一治具5个,过炉载具3个.
7.迴流焊留存量和波峰焊留存量原理相同;
Checked by:Prepared BY:
3.二合一治具:经过过炉,AOI二个制程的载具
4.过炉治具:仅过炉,不经过AOI的载具
<2>
Reflow
其他用量(说明: )1.四合一治具:经过印刷,贴片,过炉,AOI四个制程的载具SMT制程载具数量评估表
线体类型:
<1>治具2.三合一治具:经过贴片,过炉,AOI三个制程的载具。
SMT⼆次回流焊时避免第⼀⾯零件掉落的解决⽅法近⼏年,随着⼿机技术的快速发展,国内EMS不时传出严重的缺⼯问题,其次就是⼯业4.0让EMS⼚追求⾃动化的需求⽇益⾼涨,所以现在很多原本还不⼀定可以过SMT制程的零件,它们也都被要求零件要符合⾛PIH的制程。
1、在零件的底下或是旁边点红胶其实在早期的⼴州SMT贴⽚加⼯⼚,点胶机是必备的设备,因为点过胶的SMD零件可以拿去过波峰焊,不过现在⼤部分的SMT⽣产线⼏乎都沒有这个设备了。
如果沒有点胶机,就必须使⽤⼈⼯⼿动来点胶,个⼈不太建议⼈⼯,因为⼈⼯作业除了耗费⼈⼒及⼯时外,品质也较难管控,因为⼀不⼩⼼就会碰到其他已经贴⽚好的零件,如果有机器点胶机品质当然⽐较好管控。
点红胶的⽬的是要将零件粘着在电路板上,所以红胶⼀定要点在电路板上⾯,并且沾粘住零件,然后过回焊炉,利⽤回焊炉的⾼温将红胶固化,这种红胶属于不可逆胶,⽆法再经由加热软化。
如果红胶要点在零件的下⽅,点胶作业必须在电路板印完锡膏后马上点上去,然后再将⽐较重的零件覆盖在其上⾯。
要注意的是,红胶点在零件下⽅会有撑起零件的风险,所以⼀般都是⽐较重且⼤的零件才会这样作业。
另⼀种点胶作业会点在零件的侧边,这个必须等锡膏印刷完毕及零件放到固定位置以后才能作业,如果不⼩⼼会有碰掉零件的风险,所以⼀般会使⽤于PIH的零件。
如果使⽤机器点胶于侧边的话,必须精准控制胶量及点胶位置,将胶点于零件的边缘,然后⽤贴⽚机的吸嘴轻压零件⾄固定深度,以确保零件沒有浮⾼的风险。
现在因为机器⼈技术的进步,很多早期点胶不易控制的项⽬都可以有解決⽅案,众焱电⼦⼩编就看过使⽤简单的机器⼿臂来架在SMT流线上做点胶的解決⽅案,费⽤也不会很贵,提供有需要做点胶制程的朋友,当然,这个只适合少量的点胶作业。
2、使⽤过炉载具/托盘过炉载具可以设计成肋条刚好⽀撑住较重的零件位置,这样⽐较重的零件在过⼆次回流焊时就不易掉落。
但是过炉载具的费⽤不便宜,⽽且载具全部数量排起来要⼤于回焊炉 (reflow oven)的长度,也就是要计算回焊炉内同时有多少⽚板⼦⾏⾛其间,还要加上缓冲及备品,全部加起来沒有三⼗个也有⼆⼗个,可能还要更多,所费不眥。